Moldes personalizados de injeção e sopro em uma única etapa (ISBM)

A Ever-Power projeta e fabrica moldes de injeção e sopro de estiramento em uma única etapa, personalizados para máquinas ISBM, incluindo ASB-12M, ASB-70DPH, AOKI 250 e todas as plataformas Ever-Power de 3/4/6 estações do mercado coreano. Construídos internamente em CNC de 5 eixos alemão, com aços para moldes S136, H13, 718H e P20, cada molde suporta de 1 a 28 cavidades, volumes de frascos de 5 ml a 5 L e prazos de entrega típicos de 35 a 55 dias úteis. Cada molde é enviado após validação por moldagem de teste em nossa máquina ISBM interna, com relatórios de inspeção da primeira peça inclusos.
Visão geral do produto
A diferença entre uma linha de produção de garrafas mediana e uma excelente reside quase sempre nas ferramentas. A máquina fornece a força de fixação, o calor e a pressão do ar — mas o formato, a transparência, a espessura da parede e a precisão da rosca do gargalo de cada garrafa enviada dependem do molde. A Ever-Power projeta e fabrica moldes. Moldes de injeção e sopro personalizados em uma única etapa Para fábricas de embalagens coreanas e do leste asiático que já não se adaptam às ferramentas padrão e precisam de moldes com dimensões precisas e compatíveis com as máquinas, que se encaixem diretamente nas suas plataformas ISBM existentes sem placas adaptadoras, sem necessidade de reusinagem de buchas de localização e sem comissionamento por tentativa e erro.
Todo moldagem por sopro de estiramento por injeção Os moldes que enviamos são fabricados internamente em nossa oficina de ferramentas de 30.000 metros quadrados em Guangdong, utilizando centros de usinagem CNC de 5 eixos alemães e máquinas de corte a fio EDM de precisão Sodick. Mantemos estoque de aço em sete graus padrão para bases de moldes — S136, H13, 718H, 2316, P20, NAK80 e alumínio 7075 — o que nos permite iniciar a pré-usinagem em até 48 horas após a aprovação do projeto. O ciclo completo, desde o CAD aprovado até o molde validado, geralmente leva de 35 a 55 dias úteis, dependendo do número de cavidades e da complexidade geométrica, o que é aproximadamente 40% mais rápido do que o equivalente japonês de OEMs e 60% mais rápido do que os moldes europeus. Cada molde finalizado passa por um teste de validação em nossa máquina ISBM interna com a resina especificada pelo cliente antes de sair da fábrica.

Machine compatibility is the single question Korean buyers ask most often. We build custom moulds that drop directly onto all common ISBM platforms including Japanese ASB-12M, ASB-50MB, ASB-70DPH, ASB-70DPW, Nissei ASB, AOKI 250, AOKI 350, as well as Ever-Power's own HGY and BPET machine families. When you upgrade from an aging Japanese machine to a new Korean-accessible Ever-Power platform, the investment you have in existing moulds does not need to be written off — we verify dimensional compatibility from your legacy tooling drawings and, if needed, build platen adapter plates at cost. For greenfield projects where you bring only the finished-bottle drawing, our engineering team runs stretch-ratio simulation, preform weight optimization, and cavitation planning before cutting any steel.
A capacidade de moldagem por cavidades varia de moldes de 5 litros para galões de água com uma única cavidade até moldes de microgotas com 28 cavidades para aplicações farmacêuticas, limitada apenas pelas dimensões físicas da plataforma da sua máquina receptora. Aplicações típicas nas indústrias cosmética e farmacêutica coreanas variam de 4 a 12 cavidades, enquanto fábricas de bebidas e produtos químicos domésticos de grande volume geralmente utilizam moldes de 8 a 16 cavidades. A espessura da parede apresenta uma variação de no máximo 0,05 mm entre os conjuntos de cavidades, a tolerância da rosca do gargalo permanece dentro de 0,02 mm nas dimensões críticas e o acabamento superficial atinge o polimento espelhado SPI A-1 (Ra 0,05) nas cavidades onde é necessária uma transparência semelhante à do vidro para embalagens cosméticas premium em PETG e PCTG.
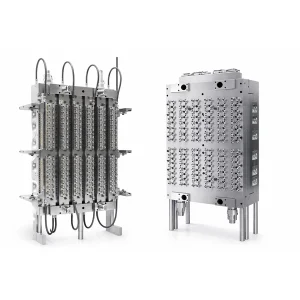
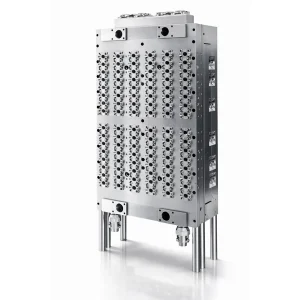
Anatomia dos Componentes do Molde — As Quatro Montagens Críticas
Um conjunto completo de moldes ISBM de etapa única compreende quatro conjuntos distintos, cada um usinado a partir de diferentes tipos de aço para diferentes requisitos mecânicos. Compreender como esses conjuntos funcionam em conjunto é o primeiro passo para especificar o molde certo para sua aplicação.

1. Cavidade de Injeção da Pré-forma
É aqui que a resina fundida é moldada por injeção ao redor da haste central para formar a pré-forma — o molde intermediário em formato de tubo de ensaio que se tornará a garrafa final. A cavidade define o perfil do corpo da pré-forma, a espessura da parede e a geometria do acabamento do gargalo. Como o acabamento do gargalo é totalmente formado nesta etapa e nunca mais remodelado, este é o componente mais crítico do molde para a tolerância da rosca e a confiabilidade do fechamento. Usinamos as cavidades da pré-forma em aço inoxidável S136 temperado a vácuo até HRC 48-52, polido até Ra 0,05 nas superfícies críticas para a transparência. Para aplicações de PET e rPET de alta resistência, que excedem 3 milhões de injeções anualmente, utilizamos aço ferramenta H13 com HRC 52-54 para maior vida útil.
2. Conjunto da haste central (mandril)
A haste central transporta a pré-forma quente da estação de injeção até as estações subsequentes de estiramento e sopro, além de moldar o interior da pré-forma durante a injeção. A precisão dimensional aqui é absoluta: qualquer desvio no diâmetro da haste central se traduz diretamente em variação na espessura da parede da garrafa. Fabricamos hastes centrais em aço ferramenta pré-endurecido 718H (HRC 30-35) para a maioria das aplicações, utilizando aço para trabalho a frio Cr12MoV com HRC 58-60 para produção intensiva de alto ciclo. Canais de resfriamento internos em cada haste central são perfurados em uma máquina Mori Seiki BTA para manter a retilineidade dentro de 0,03 mm em todo o seu comprimento.
3. Molde de cavidade por sopro
The blow cavity defines the final external bottle shape — body profile, base geometry, label panel, grip contours. It opens and closes on every cycle to release the finished bottle, so mating surface precision determines whether flashing appears at parting lines. We machine blow cavities from either S136 stainless (for long-life production) or Aluminum 7075-T6 (for short-run or rapidly-changing cosmetic geometries where weight reduction matters for the machine's servo indexing system). Conformal cooling channels wrap around complex bottle contours to extract heat 15 to 20 percent faster than straight-drilled lines, directly reducing cycle time.
4. Sistema de Coletor de Fluxo Quente
The hot runner system distributes molten resin from the machine's plasticizing screw to each cavity in a multi-cavity mould. In single-cavity moulds this is a simpler nozzle, but in 12-cavity or 24-cavity tooling the manifold becomes the single largest determinant of fill balance and bottle-to-bottle consistency. We use a standard S45C mounting base in dimensions matched to the customer's machine — for example, one 15 ml dropper bottle mould we recently built for a Korean pharmaceutical client used a 430 × 140 × 30 mm hot runner base with 4 through-bore mounting holes of Ø14 mm, dimensioned for direct drop-onto an ASB-12M platen. The manifold itself integrates Yudo or Hasco-equivalent hot runner nozzles with PID-controlled heating and chrome-plated internal flow paths to prevent resin degradation at the mould's idle zones.
Materiais de aço para moldes — Escolhendo a classe correta
A seleção do aço para moldes é o fator mais importante para a viabilidade econômica da produção a longo prazo. Um aço de alta qualidade custa de 30 a 50% a mais inicialmente, mas dura de 3 a 5 vezes mais em produção, reduzindo substancialmente o custo total de propriedade. Mantemos em estoque os seguintes sete tipos de aço para pedidos de clientes coreanos, com o tipo especificado para cada componente com base no seu volume de produção anual e nas características da resina.
| Grau do aço | Padrão Equivalente | Dureza | Ideal para |
|---|---|---|---|
| S136 | DIN 1.2083 | HRC 48-52 | Cavidades cosméticas em PETG com transparência crítica, aplicações de polimento espelhado |
| H13 | DIN 1.2344 | HRC 52-54 | PET e rPET de alta resistência para produção de bebidas em ciclos de alta frequência. |
| 718H | DIN 1.2738H | HRC 30-35 | Hastes de núcleo e cavidades de pré-formas de meia-vida, de uso geral |
| 2316 | DIN 1.2316 | HRC 30-34 | Aplicações resistentes à corrosão, PVC e resinas reativas a ácidos. |
| P20 | DIN 1.2311 | HRC 28-33 | Bases de moldes, placas de apoio para platina |
| NAK80 | JIS G4404 | HRC 37-43 | Alternativa ao S136 quando a soldabilidade é importante para retrabalho. |
| Al 7075-T6 | EN AW-7075 | HB 150 | Cavidades de sopro cosméticas de curto prazo, prioridade para redução de peso |
| S45C | JIS G4051 | HB 190-230 | Bases de montagem de canais quentes, componentes estruturais não críticos |
Um conjunto de moldes bem especificado normalmente combina de quatro a cinco tipos de aço em diferentes componentes: S136 para a cavidade da pré-forma, que garante a transparência; H13 para a cavidade de sopro em produções de ciclo longo; 718H para as hastes do núcleo; P20 para as placas de base; e S45C para a base de montagem do sistema de canais quentes. Nossa equipe de engenharia recomenda a combinação ideal para o seu projeto específico de frascos e volume anual, após analisar as especificações da resina e o cronograma de produção previsto.
Matriz de compatibilidade de máquinas
Todo molde ISBM personalizado O dimensionamento que utilizamos é específico para cada máquina receptora. Abaixo, encontra-se a matriz de compatibilidade que abrange as plataformas japonesas, europeias e coreanas mais comuns em fábricas de embalagens do Leste Asiático. Caso sua máquina não esteja listada, envie-nos os desenhos da plataforma e verificaremos o espaçamento das barras de ligação, o passo da haste central e a interface do bico antes de enviar o orçamento.
| Plataforma de Máquinas | Origem | Estações | Compatibilidade de instalação direta |
|---|---|---|---|
| ASB-12M | Japão (Nissei ASB) | 4 | Instalação completa; interface nativa para a plataforma de impressão. |
| ASB-50MB | Japão (Nissei ASB) | 3 / 4 | Instalação completa; verificada para configurações de 3 e 4 estações. |
| ASB-70DPH | Japão (Nissei ASB) | 4 | Instalação direta e completa; versão reforçada da série ASB-70 |
| ASB-70DPW | Japão (Nissei ASB) | 4 | Sistema de encaixe completo; variante de boca larga com gargalo de até 148 mm. |
| AOKI 250 | Japão (AOKI) | 3 | Instalação completa; anel de pescoço e passo da haste central combinados. |
| AOKI 350 | Japão (AOKI) | 3 / 4 | Instalação completa; adaptador de flange personalizado disponível, se necessário. |
| Legado europeu de 3/4 estações | Europa (diversas) | 3 / 4 | Placas adaptadoras fabricadas a preço de custo; desenhos necessários para verificação. |
Faixa de número de cavidades e especificações típicas da mamadeira
Cavitation is a joint decision between the mould designer, the machine specifications, and the customer's annual production volume. The table below summarizes the practical envelope we typically deliver, though custom configurations outside these ranges are feasible with specialized machine platforms.
| Contagem de cáries | Volume típico da garrafa | Aplicação típica | Máquina recomendada |
|---|---|---|---|
| 1 | 2 L – 5 L | Galões de água a granel, potes de alimentos, recipientes de produtos químicos | BPET-125V4, HGY250-V4 |
| 2 | 1 L – 3 L | Potes de kimchi, óleo de cozinha, detergente a granel | BPET-94V3, HGY200-V4 |
| 4 | 500 ml – 1,5 L | Garrafas de bebidas, loção cosmética, produtos químicos domésticos | BPET-70V4, HGY150-V4 |
| 6 | 250 ml – 800 ml | Sérum de beleza coreano, frascos farmacêuticos, frascos de spray | HGY150-V4, BPET-94V3 |
| 8 | 100 ml – 500 ml | Frascos pequenos de cosméticos, frascos para colírio, frascos de amostra | HGY200-V4, BPET-94V3, HGYS280-V6 |
| 12 | 50 ml – 200 ml | Frascos conta-gotas farmacêuticos, cosméticos em tamanho de viagem | BPET-125V4, HGYS280-V6 |
| 16 | 30 ml – 120 ml | Frascos de produtos de higiene pessoal para hotel, ampolas para injeção, conta-gotas pequeno | HGY250-V4, HGY650-V4 |
| 24 – 28 | 5 ml – 50 ml | Microfrascos farmacêuticos, colírios de dose única | HGY650-V4, plataformas especiais |
Fluxo de trabalho de fabricação personalizada em 6 etapas
A partir do dia em que o design da sua garrafa for aprovado, todo o processo estará em andamento. molde de sopro de estiramento de injeção personalizado O ciclo de fabricação leva de 35 a 55 dias úteis, dependendo da quantidade de cavidades e da complexidade geométrica. O fluxo de trabalho de seis etapas descrito abaixo representa o processo pelo qual todos os projetos passam, com pontos de verificação documentados para aprovação entre cada fase.
Etapa 1 — Revisão do Projeto e Análise de Viabilidade (2 a 5 dias)
Você nos envia um arquivo STEP 3D ou uma amostra física da garrafa, além do volume anual desejado, a especificação da resina e o modelo da máquina receptora. Nossa equipe de engenharia analisa a geometria para verificar a viabilidade do processo de sopro por estiramento, identifica quaisquer características de design incomuns (cantos vivos, proporções extremas, seções de parede finas) e recomenda o número ideal de cavidades para o seu volume alvo. Um relatório de viabilidade por escrito, com o cálculo do peso da pré-forma, é entregue em até 3 dias úteis.
Etapa 2 — Modelagem CAD 3D e Simulação de Fluxo (3 a 7 dias)
Com a aprovação do estudo de viabilidade, nossa equipe de CAD constrói o modelo 3D completo do molde, incluindo a cavidade da pré-forma, o perfil da haste do núcleo, a cavidade de sopro, o coletor de canais quentes e o layout do canal de refrigeração. A simulação de Moldflow e de taxa de estiramento identifica possíveis problemas de espessura da parede antes mesmo do corte do aço. Você recebe o modelo 3D para aprovação do projeto, geralmente com uma rodada de revisões antes de prosseguirmos.
Etapa 3 — Aquisição de aço e pré-usinagem (5 a 10 dias)
Mantemos em estoque os aços S136, H13, 718H, P20, NAK80 e S45C em tamanhos de bloco comuns, portanto, o pré-usinagem começa em até 48 horas após a aprovação do CAD. A usinagem de desbaste remove 90% do material em centros de usinagem CNC de 5 eixos com trocadores de ferramentas automatizados, após o que as peças brutas seguem para a furação profunda de canais de refrigeração. Para os aços premium S136 e H13 em componentes críticos de cavidades, realiza-se o resfriamento a vácuo para atingir a dureza desejada.
Etapa 4 — Usinagem CNC de 5 eixos de precisão e eletroerosão (15 a 20 dias)
O acabamento por usinagem em centros de 5 eixos DMG Mori, na Alemanha, garante tolerâncias dimensionais de ±0,01 mm em geometrias críticas de gargalo e entrada. A eletroerosão a fio Sodick processa os detalhes finos que a fresagem não alcança, incluindo furos de ejetores, ranhuras de ventilação e detalhes de raio. Cada componente com acabamento CNC passa por nossa estação de medição por coordenadas Zeiss CMM para verificação dimensional antes de seguir para a célula de polimento.
Etapa 5 — Polimento e tratamento térmico (7 a 10 dias)
As superfícies críticas em termos de transparência nas cavidades da pré-forma e nas cavidades de sopro passam por polimento manual com pasta de diamante para atingir um acabamento espelhado óptico SPI A-1 (Ra 0,05). Esta etapa não pode ser automatizada — depende de polidores manuais treinados que dedicam de 8 a 20 horas por cavidade, dependendo da complexidade. As superfícies não críticas recebem acabamento SPI B-2 ou B-3. O tratamento térmico final estabiliza a precisão dimensional antes da montagem.
Etapa 6 — Moldagem e Validação de Teste (3 a 5 dias)
Antes do envio, cada molde passa por um teste de validação em nossa máquina ISBM interna, utilizando a resina especificada e o peso alvo da pré-forma. As garrafas da primeira peça passam por inspeção dimensional por CMM, perfil de espessura de parede e avaliação de transparência óptica. O relatório de validação — incluindo amostras de garrafas, dados de medição e verificação do tempo de ciclo — é enviado junto com o molde para sua fábrica para aprovação final.

Aplicações por setor
Nos últimos três anos, os pedidos de clientes coreanos e do Leste Asiático se agruparam em cinco verticais da indústria, cada uma com prioridades técnicas distintas. Abaixo, descrevemos como abordamos essa questão. molde de garrafa personalizado As especificações variam para cada setor.
Embalagens de cosméticos premium e K-Beauty
As marcas de cosméticos coreanas exigem um acabamento de superfície com transparência vítrea em frascos de sérum, potes de creme e frascos de tônico em PETG e PCTG. Para este setor, especificamos cavidades em aço inoxidável S136 polidas com rugosidade Ra 0,05 em todas as superfícies críticas para a transparência, com atenção especial à precisão da rosca do gargalo para compatibilidade com linhas de fechamento automatizadas. Lançamentos de produtos de beleza coreanos em pequenos lotes (de 20.000 a 100.000 unidades por campanha) são comuns, por isso otimizamos a facilidade de troca de ferramentas com grampos de liberação rápida no molde da pré-forma. As configurações típicas são de 4 a 8 cavidades em frascos entre 30 ml e 200 ml.

Frascos para colírios e xaropes farmacêuticos
A embalagem farmacêutica exige precisão dimensional absoluta para garantir lacres invioláveis e tampas à prova de crianças. A tolerância da rosca do gargalo é mantida em 0,02 mm, com verificação por CMM Zeiss em cada cavidade antes do envio. Para produção em salas limpas compatíveis com GMP, especificamos aço inoxidável 2316 resistente à corrosão para todos os componentes que entram em contato com soluções de lavagem. Projetos farmacêuticos típicos na Coreia utilizam de 8 a 16 cavidades em frascos de 5 ml a 120 ml, e o molde para frasco conta-gotas de 15 ml com rosca 1×6, fabricado recentemente para um cliente farmacêutico em Daejeon, é um exemplo representativo dessa categoria.

Garrafas de bebidas e água mineral
A produção de bebidas em grande escala (mais de 1 milhão de garrafas por ano por SKU) exige ferramentas de longa duração com alta resistência ao desgaste. Especificamos aço ferramenta H13 com dureza HRC 52-54 para as cavidades das pré-formas e cavidades de sopro, com canais de resfriamento conformais perfurados em furos profundos para minimizar o tempo de ciclo. Para o processamento de PET reciclado (rPET), as superfícies internas cromadas do coletor de canais quentes protegem contra contaminantes abrasivos. As configurações típicas são de 4 a 8 cavidades em garrafas entre 500 ml e 2 L.

Potes de vidro com boca larga para alimentos e recipientes para kimchi
Os frascos coreanos para kimchi, gochujang, mel e molhos, com diâmetros de gargalo de até 148 mm, apresentam um desafio estrutural diferente para as ferramentas de moldagem. A área projetada do molde é de 3 a 5 vezes maior do que a de frascos cosméticos padrão, o que significa que a força de fechamento por sopro deve ser proporcionalmente maior. Construímos bases de molde em aço P20 com espessura suficiente para resistir à deflexão sob uma força de fechamento por sopro superior a 300 kN e especificamos folgas de linha de junção superdimensionadas com ventilação ajustada com precisão para evitar rebarbas. As configurações típicas são de 1 a 2 cavidades em frascos com capacidade entre 500 ml e 3 litros.

Mamadeiras e embalagens para produtos de higiene infantil sem BPA
A produção de mamadeiras com Tritan, PCTG e PPSU exige sistemas de canais quentes termicamente estáveis, pois essas resinas são processadas em faixas de temperatura estreitas (tipicamente de 260 a 340 graus Celsius, dependendo da qualidade). Especificamos bicos de canais quentes equivalentes aos da Yudo, com controle PID individual por cavidade, canais de fluxo cromados para eliminar zonas mortas e revestimentos internos de liga de níquel para aplicações com PPSU acima de 310 graus Celsius. As configurações típicas são de 4 a 8 cavidades em mamadeiras com capacidade entre 150 ml e 330 ml.

Controle de Qualidade e Testes Pré-Embarque
Todo moldagem por sopro de estiramento por injeção O molde só sai de nossa fábrica após passar por quatro etapas de verificação dimensional e funcional. O relatório de controle de qualidade por escrito é enviado junto com o molde para sua fábrica, e todos os dados são armazenados em nosso sistema de gestão da qualidade para rastreabilidade da garantia.
- Verificação dimensional CMM — A máquina de medição por coordenadas 3D da Zeiss inspeciona dimensões críticas (diâmetro da rosca do gargalo, distribuição da espessura da parede, profundidade da cavidade, superfícies de contato da linha de partição) com precisão de ±0,01 mm. Cada cavidade em um molde multicavidades é medida individualmente, não por amostragem.
- Teste de pressão para detecção de vazamento de água — Os canais de resfriamento conformais são pressurizados a 1,0 MPa por 15 minutos com o molde montado submerso em um tanque de inspeção. A formação de qualquer bolha indica um vazamento que deve ser corrigido antes da próxima etapa.
- Inspeção óptica de superfície — As cavidades polidas são inspecionadas sob um microscópio estereoscópico de 50x para verificar a presença de microarranhões, resíduos de polimento ou problemas na camada refundida por eletroerosão. A rugosidade superficial Ra é verificada com um perfilômetro de contato em três pontos por cavidade.
- Validação de Moldagem de Teste — The complete mould is mounted on our in-house ISBM machine and runs a 500-bottle trial with the customer's specified resin. First-article bottles are inspected for wall thickness, neck thread tolerance, surface clarity, and dimensional stability. Only after this validation passes does the mould ship.
- Embalagem e preparação anticorrosiva — Antes do acondicionamento, todas as superfícies polidas recebem uma camada de óleo anticorrosivo de longa duração, e o molde é envolvido em papel VCI (inibidor volátil de corrosão). O acondicionamento utiliza madeira compensada de 18 mm sobre paletes tratados termicamente com sensores de impacto para monitoramento do transporte.

Guia de Seleção — O que nos enviar para um orçamento
Uma consulta sobre mofo bem detalhada pode ser orçada em 2 a 3 dias úteis. Consultas incompletas geralmente retornam com perguntas adicionais para esclarecimento, estendendo o prazo de orçamento em uma semana ou mais. Por favor, forneça as seguintes informações antes de solicitar um orçamento.
- Arquivo 3D da garrafa — Formato STEP, IGES ou CAD nativo. Se você tiver apenas desenhos 2D, isso funciona, mas torna a análise de viabilidade mais lenta.
- Peso alvo da garrafa finalizada — gramas por garrafa, mais qualquer meta de redução de peso em relação à embalagem atual.
- Acabamento do braço padrão — por exemplo, PCO 1881, 28-400, 24-410 ou um estilo de fecho personalizado. Especifique o passo da rosca e quaisquer requisitos de anel de segurança.
- Volume de produção anual — influencia a recomendação do número de cavidades e a seleção do tipo de aço.
- Grau de resina — Valor de PET IV, grau de PETG, especificação de PC ou Tritan, nome do fornecedor, se conhecido. Para rPET, inclua a porcentagem de conteúdo reciclado e a origem dos flocos.
- Modelo de máquina ISBM de recebimento — ASB, AOKI, Ever-Power ou outros fabricantes japoneses. Envie os desenhos da placa de impressão, se disponíveis; caso os desenhos não estejam disponíveis, podemos fazer a engenharia reversa a partir de uma fotografia da área do molde.
- Preferência quanto ao número de cáries — se você tiver uma. Caso contrário, recomendamos com base no volume anual e na capacidade da máquina.
- Preferência de tipo de aço — se você tiver uma preferência específica. Caso contrário, recomendamos com base no volume de produção e no tipo de resina.
- Data de entrega prevista — para que possamos confirmar se 35, 45 ou 55 dias úteis atendem à sua agenda.
Por que escolher a Ever-Power para a fabricação de moldes ISBM?
Na China, existem diversas oficinas de moldes que oferecem orçamentos para projetos de ferramentas ISBM, além de alguns especialistas japoneses e europeus que entregam qualidade excepcional a preços premium. A Ever-Power se destaca por oferecer ferramentas ISBM de alta qualidade, prazos de entrega compatíveis com a Coreia e precisão dimensional equivalente à japonesa, por aproximadamente metade do custo.
- Oficina de ferramentas ISBM dedicada — Nossa equipe de engenharia de moldes trabalha exclusivamente com moldes de injeção e sopro, não com moldes de injeção de plástico em geral. Essa especialização se reflete nos detalhes: ângulos de conicidade da pré-forma, padrões de ventilação da cavidade de sopro, geometria do canal quente para PET, PETG e Tritan.
- Infraestrutura CNC alemã de 5 eixos — Centros de usinagem de 5 eixos DMG Mori, eletroerosão a fio Sodick, medição por CMM Zeiss. O investimento em equipamentos de precisão é o que permite uma tolerância de ±0,01 mm sem custos adicionais.
- Máquina ISBM interna para validação — Cada molde passa por um teste de validação em uma máquina ISBM real antes do envio. A maioria das empresas de moldes envia ferramentas não testadas; nós nos recusamos a fazer isso porque o custo de corrigir problemas após a entrega é 10 vezes maior do que o custo de detectá-los em nossa fábrica.
- Responsabilidade de fonte única para máquinas e moldes — Ao adquirir tanto a máquina ISBM quanto as ferramentas da Ever-Power, não há necessidade de apontar culpados durante o comissionamento. Se algo não se encaixar, o problema é nosso para resolver.
- Engenharia de projetos em língua coreana — Gerentes de projeto bilíngues conduzem revisões de design e esclarecimentos técnicos em coreano. A clareza na comunicação durante as primeiras 4 semanas de um projeto de molde é o fator mais importante para o sucesso do cronograma.
- Mais de 500 moldes entregues desde 2020 — para clientes coreanos, japoneses, vietnamitas, tailandeses e indonésios. Visitas de referência disponíveis para potenciais clientes coreanos mediante solicitação.
- Prazo de entrega de 35 a 55 dias úteis — aproximadamente 40% mais rápido que o equivalente japonês do fabricante original para número e complexidade de cavidades comparáveis.

Perguntas frequentes
P1: O molde personalizado que vocês me enviaram será compatível diretamente com a minha máquina ASB-12M ou AOKI 250?
Sim, para layouts de placa padrão ASB-12M e AOKI 250. Construímos centenas de moldes para essas duas máquinas e possuímos desenhos de padrões de placa verificados em nossa biblioteca de engenharia. Para máquinas não padronizadas ou modificadas de fábrica, envie-nos uma fotografia da área do molde ou os desenhos originais do fabricante (OEM) e verificaremos a compatibilidade antes de iniciar o corte do aço.
Q2: Qual é a vida útil típica de um molde em produção contínua?
Depende da qualidade do aço e da resina. Cavidades de aço ferramenta H13 em aplicações padrão de PET suportam de 3 a 5 milhões de disparos antes da necessidade de recondicionamento. Cavidades de aço inoxidável S136 em aplicações cosméticas de PETG normalmente atingem de 2 a 3 milhões de disparos. Para aplicações com rPET ou resina abrasiva, superfícies internas cromadas aumentam essa vida útil em aproximadamente 40%.
Q3: Qual a tolerância que vocês adotam nas dimensões da rosca do pescoço?
±0,02 mm no diâmetro da rosca do pescoço crítico, medido em uma máquina de medição por coordenadas (MMC) Zeiss, com cada cavidade verificada individualmente. Essa é a tolerância exigida para a compatibilidade com linhas de fechamento automatizadas na produção farmacêutica e alimentícia coreana.
Q4: Vocês fabricam moldes para mamadeiras de Tritan e PCTG sem BPA?
Sim. O processamento de Tritan e PCTG requer controle individual de canais quentes PID, canais de fluxo cromados para evitar a estagnação da resina e geometria de injeção mais ampla para reduzir o aquecimento por cisalhamento. Especificamos esses recursos como padrão em qualquer projeto de ferramentas para cuidados com bebês. Para aplicações em PPSU acima de 310 graus Celsius, são instalados revestimentos de cilindro em liga de níquel.
Q5: Que informações vocês precisam de mim para construir um molde personalizado?
No mínimo: um arquivo 3D da garrafa (STEP ou IGES), volume anual previsto, tipo de resina, modelo da máquina receptora e data de entrega prevista. Podemos prosseguir com uma amostra física da garrafa ou desenhos 2D caso os arquivos 3D não estejam disponíveis, mas a análise de viabilidade acrescenta de 3 a 5 dias úteis ao cronograma.
Q6: Qual é a diferença de custo em comparação com o molde original do fabricante japonês?
Os moldes personalizados da Ever-Power geralmente custam de 45% a 55% do preço dos fabricantes japoneses originais (OEMs) para o mesmo número de cavidades, tipo de aço e acabamento superficial. Essa diferença de custo se deve à nossa integração vertical (estoque de aço interno) e aos menores custos de mão de obra, e não a concessões em relação a materiais ou mão de obra.
Q7: Vocês oferecem serviços de reparo e reforma de moldes para ferramentas existentes?
Sim, para qualquer marca de ferramentas ISBM. Os serviços típicos incluem repolimento de cavidades, reusinagem de linhas de partição após desgaste, substituição de bicos de canais quentes, substituição de hastes de núcleo e limpeza de canais de refrigeração. O prazo de entrega para reforma é de 15 a 25 dias úteis. Envie-nos fotos dos componentes danificados para uma avaliação inicial.
Q8: Como vocês validam o molde antes do envio?
Cada molde passa por um processo de validação de moldagem de teste com 500 garrafas em nossa máquina interna Ever-Power ISBM, utilizando a resina especificada e o peso alvo da pré-forma. As garrafas da primeira peça passam por inspeção dimensional por CMM, perfil de espessura da parede, verificação da rosca do gargalo e avaliação da transparência óptica. O relatório de validação (incluindo 20 garrafas de amostra enviadas para sua fábrica) acompanha o molde para verificação de aceitação.
Q9: Qual é a sua política caso o molde não funcione conforme o especificado após a instalação?
A garantia padrão cobre 12 meses a partir do Teste de Aceitação Final nas instalações do cliente contra defeitos de fabricação e problemas dimensionais. Se o molde produzir garrafas fora das especificações acordadas, cobrimos todos os custos de retrabalho, incluindo usinagem de componentes, repolimento e frete de ida e volta. Problemas relacionados ao desgaste fora da garantia serão orçados caso a caso.
Q10: Posso visitar sua oficina de ferramentas antes de fazer um pedido?
Sim, e recomendamos para clientes coreanos que estejam comprando nossos produtos pela primeira vez. Nossa unidade em Guangdong fica a 3 horas de voo de Incheon, e organizamos o traslado do aeroporto, visita guiada às instalações (incluindo a oficina de moldes, a sala de moldagem experimental ISBM e o laboratório de controle de qualidade) e visitas de referência às nossas bases de clientes próximas. As visitas geralmente levam 2 dias úteis.
Avaliações de clientes e feedback de campo
"We needed replacement 8-cavity tooling for our 10-year-old ASB-12M after the original Japanese mould finally wore out. Japanese OEM quoted us roughly 48 working days and twice the Ever-Power price. The Ever-Power mould arrived in 41 working days, dropped onto our machine the next morning, and our neck thread tolerance actually came back tighter than the original Japanese mould on CMM verification. Four months into production and zero issues."
Parque Ji-hoonDiretor Técnico, Seoul Cosmetic Contract Packaging (meados de 2025)
"Ordered a 12-cavity 15 ml eye-drop bottle mould for our ASB-12M machine. The hot runner base they supplied was a 430 × 140 × 30 mm S45C plate with four mounting holes exactly where we needed them. Our maintenance team installed it in under 3 hours, trial production ran clean on the first shot, and we have been producing 1.8 million bottles per month since commissioning. Neck thread tolerance verified at 0.015 mm on our CMM, which is better than the original OEM spec."
Kim Seo-yeonGerente de Fábrica, Daejeon Pharmaceutical Packaging (Início de 2025)
"We produce 1-liter cooking oil bottles at 4-cavity configuration on a BPET-94V3. When our original supplier quoted 75 days for a new cavity set, we called Ever-Power on the advice of another Korean customer. Mould arrived in 38 working days, clarity and wall thickness matched or beat the original. Cycle time actually dropped 0.4 seconds versus our old tooling because the conformal cooling channels extract heat faster. For high-volume production, that 0.4 second compounds to roughly 190,000 additional bottles per year."
Jung Hyun-wooProprietário da fábrica de engarrafamento de óleo de cozinha em Jeonju (meados de 2025)
"Our K-beauty client demanded a 50 ml PETG serum bottle with a specific sharp-cornered rectangular cross-section. Two Chinese mould shops rejected the geometry as impossible to blow evenly. Ever-Power's engineering team ran a stretch-ratio simulation, flagged which corners would thin, and redesigned the preform taper to compensate. Final bottles pass the 1.5 meter drop test at 5 attempts out of 5. The design engineering work alone was worth the price."
Lee Min-jiEngenheiro(a) de P&D, Seongnam Cosmetic Packaging (Início de 2025)
"For our 148 mm wide-mouth kimchi jar mould we needed extra-heavy mould base rigidity because the blow clamping force is substantial at that neck diameter. Ever-Power specified 90 mm thick P20 backing plates and reinforced corner bolts, which is heavier than our previous Korean-made mould. Installed it on our BPET-125V4 machine and production ran without any flashing from day one. Cycle time: 19 seconds on 2-cavity tooling, matching the specification exactly."
Kim Jae-wooGerente de Operações, Gwangju Food Packaging (final de 2024)
"We make 240 ml Tritan baby bottles on a 6-cavity configuration. Mould arrived with individual PID hot runner control per cavity, which is what the Tritan process requires. Thermal stability across all 6 cavities held within 1.2 Celsius during our 12-hour qualification run, and our customer's optical clarity spec was met at every cavity. Six months of daily production, zero yellowing, zero quality rejection. Worth every dollar."
Yoon Min-jiDiretor de Produção, Ulsan Baby Care Plastics (meados de 2025)
"Our AOKI 250 has been a workhorse for 8 years, but the original mould inventory was 12 different SKUs and replacement costs were eating our maintenance budget. Ever-Power rebuilt our three highest-use moulds at roughly 52 percent of AOKI's quoted price. Dimensional precision is indistinguishable from the originals on CMM verification, and delivery was 42 working days against AOKI's 90-day quote. We will be moving the remaining 9 moulds to Ever-Power over the next 18 months."
Choi Yu JinGerente de Controle de Qualidade, Ansan Cosmetic Contract Fillers (Início de 2025)
Produtos relacionados e componentes compatíveis
UM molde ISBM personalizado Atinge seu desempenho nominal somente quando instalado em uma máquina de tamanho correto com acessórios compatíveis. Os componentes abaixo são os que normalmente especificamos para cada pedido de ferramentas, e estão disponíveis na Ever-Power ou em nossa rede de parceiros verificados.
- Plataformas de máquinas ISBM compatíveis — A gama completa de máquinas Ever-Power abrange a produção desde projetos-piloto de P&D até grandes volumes de água em galões. Máquina ISBM de 4 estações A família lida com a maioria dos pedidos de cosméticos e produtos farmacêuticos coreanos, enquanto a Máquina ISBM de 3 estações A linha é adequada para a produção de bebidas e produtos químicos domésticos em larga escala e com ciclos curtos.
- Compressor de ar de parafuso isento de óleo sized for your mould's blow air requirement, typically 3.5 MPa at 2 to 5 cubic meters per minute depending on bottle size and cavity count. Class 0 oil-free certification is mandatory for food-contact and pharmaceutical applications. Matched units available through our parceiro de compressor sem óleo.
- Conjunto de chiller e torre de resfriamento delivering 12 Celsius chilled water to the mould's conformal cooling channels at the specified pressure and flow rate. Correctly sized chilling is often the difference between the mould hitting its rated cycle time or running 10 to 15 percent slower in real production.
- Controladores de temperatura de molde — uma unidade para o molde da pré-forma (temperatura típica de 15 a 25 graus Celsius para PET) e uma para a cavidade de sopro (10 a 18 graus Celsius para PET, até 95 graus Celsius para PC). As unidades de duas zonas processam PCTG e PPSU de paredes espessas sem pontos quentes localizados.
- Componentes de transmissão de precisão — for the machine's turntable indexing drive and clamping mechanism. Hardened alloy steel shafts and heavy-duty bearings are available through our parceiro de eixo de transmissão de precisão Para locais que necessitam de reabastecimento local rápido.
- Secador de resina dessecante Com monitoramento integrado do ponto de orvalho. Essencial para o processamento de PET, PC e PPSU, onde mesmo um excesso de umidade de 0,05% causa manchas prateadas devido à hidrólise na garrafa final.
- Esteira de retirada robótica e inspeção por visão — para produções farmacêuticas e cosméticas de alto valor, onde se espera a entrega sem defeitos até o envase. Os sistemas de visão identificam quaisquer frascos fora da tolerância antes que cheguem à embalagem subsequente.

Pronto para especificar seu próximo molde ISBM personalizado?
Envie-nos o arquivo 3D da sua garrafa, o volume anual pretendido, o tipo de resina e o modelo da máquina de recebimento. Nossa equipe de engenharia retornará um relatório de viabilidade completo e um orçamento transparente em até 3 dias úteis, incluindo recomendação do tipo de aço, otimização do número de cavidades, estimativa do tempo de ciclo e um cronograma de entrega confirmado de 35 a 55 dias úteis.
Entre em contato com nossa equipe de engenharia coreana. Para uma proposta de ferramentas personalizadas.
Informação adicional
| Editor | Cxm |
|---|