Kalupi za brizganje u jednom koraku po narudžbi (ISBM)

Ever-Power dizajnira i proizvodi prilagođene kalupe za jednostepeno brizganje istezanjem i duvanjem za ISBM mašine, uključujući ASB-12M, ASB-70DPH, AOKI 250 i sve Ever-Power platforme sa 3/4/6 stanica za korejsko tržište. Izrađen u našoj kompaniji na njemačkom 5-osnom CNC-u od čelika za kalupe S136, H13, 718H i P20, svaki kalup podržava broj šupljina od 1 do 28, zapreminu boca od 5 ml do 5 L i tipično vrijeme isporuke od 35 do 55 radnih dana. Svaki kalup se isporučuje nakon probne validacije kalupa na našoj internoj ISBM mašini, uz uključene izvještaje o inspekciji prvog artikla.
Pregled proizvoda
Razlika između osrednje i odlične proizvodne linije za boce gotovo uvijek leži u alatima. Mašina osigurava silu stezanja, toplinu i pritisak zraka - ali oblik, bistrina, debljina stijenke i tačnost navoja grla svake boce koju isporučite potiču od kalupa. Ever-Power dizajnira i proizvodi Kalupi za ubrizgavanje u jednom koraku po narudžbi za korejske i istočnoazijske fabrike ambalaže koje su prerasle standardne alate i trebaju dimenzijski precizne, mašinski usklađene kalupe koji se direktno postavljaju na njihove postojeće ISBM platforme bez adapterskih ploča, bez ponovne obrade čahura za lociranje i bez puštanja u rad metodom pokušaja i grešaka.
Svaki kalup za brizganje i rastezanje Proizvod koji isporučujemo proizvodi se interno u našoj alatnici u Guangdongu, površine 30.000 kvadratnih metara, na njemačkim 5-osnim CNC obradnim centrima i Sodick preciznim EDM rezačima žice. Imamo na zalihama čelika u sedam standardnih kvaliteta baze kalupa - S136, H13, 718H, 2316, P20, NAK80 i aluminij 7075 - tako da možemo započeti predobradu u roku od 48 sati od odobrenja dizajna. Puni ciklus od odobrenog CAD-a do validiranog kalupa obično traje 35 do 55 radnih dana, ovisno o broju šupljina i geometrijskoj složenosti, što je otprilike 40 posto brže od japanskog OEM ekvivalenta i 60 posto brže od evropskih kalupa. Svaki gotov kalup prolazi kroz probnu validaciju kalupa na našoj internoj ISBM mašini sa vašom specificiranom smolom prije nego što napusti tvornicu.

Machine compatibility is the single question Korean buyers ask most often. We build custom moulds that drop directly onto all common ISBM platforms including Japanese ASB-12M, ASB-50MB, ASB-70DPH, ASB-70DPW, Nissei ASB, AOKI 250, AOKI 350, as well as Ever-Power's own HGY and BPET machine families. When you upgrade from an aging Japanese machine to a new Korean-accessible Ever-Power platform, the investment you have in existing moulds does not need to be written off — we verify dimensional compatibility from your legacy tooling drawings and, if needed, build platen adapter plates at cost. For greenfield projects where you bring only the finished-bottle drawing, our engineering team runs stretch-ratio simulation, preform weight optimization, and cavitation planning before cutting any steel.
Kapacitet broja šupljina kreće se od kalupa s jednom šupljinom od 5 litara (1,3 litara) do alata za mikro-kapaljke s 28 šupljina za farmaceutske primjene, ograničen samo fizičkim dimenzijama ploče vaše prijemne mašine. Tipične korejske kozmetičke i farmaceutske primjene kreću se u rasponu od 4 do 12 šupljina, dok tvornice pića i kućanskih hemikalija s velikim volumenom često koriste alate s 8 do 16 šupljina. Debljina stijenke ostaje unutar varijacije od 0,05 mm među setovima šupljina, tolerancija navoja vrata ostaje unutar 0,02 mm na kritičnim dimenzijama, a završna obrada površine dostiže SPI A-1 (Ra 0,05) sjaj ogledala na šupljinama gdje je potrebna čistoća poput stakla za vrhunsku PETG i PCTG kozmetičku ambalažu.
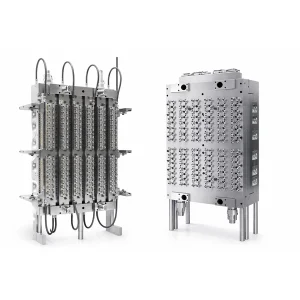
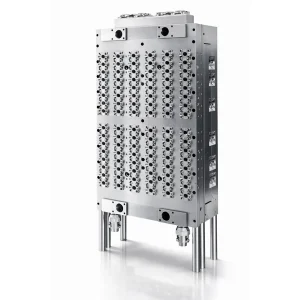
Anatomija komponenti kalupa — Četiri kritična sklopa
Kompletan set kalupa za ISBM u jednom koraku sastoji se od četiri različita sklopa, od kojih je svaki izrađen od različitih vrsta čelika za različite mehaničke zahtjeve. Razumijevanje načina na koji ovi sklopovi rade zajedno prvi je korak u određivanju pravog kalupa za vašu primjenu.

1. Šupljina za ubrizgavanje predoblika
Ovdje se rastopljena smola ubrizgava oko jezgrene šipke kako bi se formirao predform - međuprodukt u obliku epruvete koji će postati konačna boca. Šupljina definira profil tijela predforme, debljinu stijenke i geometriju završne obrade vrata. Budući da je završna obrada vrata u potpunosti oblikovana u ovoj fazi i kasnije se nikada ne preoblikuje, ovo je najkritičnija komponenta kalupa za toleranciju navoja i pouzdanost zatvaranja. Šupljine predformi izrađujemo od nehrđajućeg čelika S136, vakuumski kaljenog na HRC 48-52, poliranog do Ra 0,05 na površinama koje su kritične za čistoću. Za primjene s PET i rPET materijalom koje prelaze 3 milijuna injekcija godišnje, nadograđujemo na alatni čelik H13 tvrdoće HRC 52-54 za produženi vijek trajanja.
2. Sklop jezgrene šipke (trn)
Jezgrena šipka nosi vrući predformu od stanice za brizganje kroz sljedeće stanice za istezanje i duvanje, a također formira unutrašnjost predforme tokom brizganja. Dimenzionalna preciznost ovdje je apsolutna: svako odstupanje u prečniku jezgrene šipke direktno se prevodi u varijaciju debljine stijenke boce. Proizvodimo jezgrene šipke od prethodno kaljenog alatnog čelika 718H (HRC 30-35) za većinu primjena, prelazeći preko Cr12MoV čelika za hladno deformisanje sa HRC 58-60 za agresivnu proizvodnju sa visokim ciklusom. Unutrašnji kanali za hlađenje unutar svake jezgrene šipke su duboko izbušeni na Mori Seiki BTA mašini kako bi se održala pravolinijost unutar 0,03 mm duž cijele dužine.
3. Kalup za duvanje
The blow cavity defines the final external bottle shape — body profile, base geometry, label panel, grip contours. It opens and closes on every cycle to release the finished bottle, so mating surface precision determines whether flashing appears at parting lines. We machine blow cavities from either S136 stainless (for long-life production) or Aluminum 7075-T6 (for short-run or rapidly-changing cosmetic geometries where weight reduction matters for the machine's servo indexing system). Conformal cooling channels wrap around complex bottle contours to extract heat 15 to 20 percent faster than straight-drilled lines, directly reducing cycle time.
4. Sistem razvodnika vrućeg kanala
The hot runner system distributes molten resin from the machine's plasticizing screw to each cavity in a multi-cavity mould. In single-cavity moulds this is a simpler nozzle, but in 12-cavity or 24-cavity tooling the manifold becomes the single largest determinant of fill balance and bottle-to-bottle consistency. We use a standard S45C mounting base in dimensions matched to the customer's machine — for example, one 15 ml dropper bottle mould we recently built for a Korean pharmaceutical client used a 430 × 140 × 30 mm hot runner base with 4 through-bore mounting holes of Ø14 mm, dimensioned for direct drop-onto an ASB-12M platen. The manifold itself integrates Yudo or Hasco-equivalent hot runner nozzles with PID-controlled heating and chrome-plated internal flow paths to prevent resin degradation at the mould's idle zones.
Materijali za kalupni čelik — odabir prave klase
Izbor čelika za kalupe je najveći faktor dugoročne ekonomije proizvodnje. Vrhunski čelik košta 30 do 50 posto više na početku, ali traje 3 do 5 puta duže u proizvodnji, što značajno smanjuje ukupne troškove vlasništva. Za narudžbe korejskih kupaca imamo sljedećih sedam vrsta čelika na zalihama, pri čemu se vrsta čelika specificira po komponenti na osnovu vašeg godišnjeg obima proizvodnje i karakteristika smole.
| Vrsta čelika | Ekvivalentni standard | Tvrdoća | Najbolje za |
|---|---|---|---|
| S136 | DIN 1.2083 | HRC 48-52 | Kozmetički PETG kaviteti kritični za jasnoću, poliranje do sjaja |
| H13 | DIN 1.2344 | HRC 52-54 | Visokociklična proizvodnja pića za PET i rPET teške uvjete rada |
| 718H | DIN 1.2738H | HRC 30-35 | Jezgrene šipke i šupljine preformi srednjeg vijeka trajanja, opće namjene |
| 2316 | DIN 1.2316 | HRC 30-34 | Primjene otporne na koroziju, PVC i kiselo-reaktivne smole |
| P20 | DIN 1.2311 | HRC 28-33 | Podloge kalupa, ploče za podloge |
| NAK80 | JIS G4404 | HRC 37-43 | Alternativa za S136 gdje je zavarljivost važna za ponovnu obradu |
| Al 7075-T6 | EN AW-7075 | HB 150 | Kratkoročne kozmetičke šupljine, prioritet smanjenja težine |
| S45C | JIS G4051 | HB 190-230 | Montažne baze za vruće kanale, nekritične strukturne komponente |
Dobro specificiran set kalupa obično miješa četiri do pet vrsta čelika za različite komponente - S136 za šupljinu predforme gdje je jasnoća kritična, H13 za šupljinu za puhanje kod dugociklične proizvodnje, 718H za jezgrene šipke, P20 za osnovne ploče i S45C za bazu za montažu vrućeg kanala. Naš inženjerski tim preporučuje optimalnu kombinaciju za vaš specifični crtež boce i godišnji obim nakon što pregledaju vašu specifikaciju smole i ciljani raspored proizvodnje.
Matrica kompatibilnosti mašina
Svaki prilagođeni ISBM kalup Proizvod koji gradimo dimenzioniran je za određenu prijemnu mašinu. Ispod je matrica kompatibilnosti koja pokriva japanske, evropske i korejske platforme koje se najčešće susreću u istočnoazijskim fabrikama pakovanja. Ako vaša mašina nije na popisu, pošaljite nam crteže ploča i mi ćemo provjeriti razmak veznih šipki, korak između jezgre i šipke te spoj mlaznice prije nego što damo ponudu.
| Mašinska platforma | Porijeklo | Stanice | Kompatibilnost s ugradnjom |
|---|---|---|---|
| ASB-12M | Japan (Nissei ASB) | 4 | Potpuno umetanje; izvorni interfejs za kopirno platno |
| ASB-50MB | Japan (Nissei ASB) | 3 / 4 | Potpuno ugradljivo; verifikovano za konfiguracije sa 3 i 4 stanice |
| ASB-70DPH | Japan (Nissei ASB) | 4 | Potpuno ugradljiva; teška verzija serije ASB-70 |
| ASB-70DPW | Japan (Nissei ASB) | 4 | Potpuno ugradljiva; varijanta sa širokim grlom do 148 mm |
| AOKI 250 | Japan (AOKI) | 3 | Potpuno ugradbeni; usklađeni korak prstena na vratu i jezgrene šipke |
| AOKI 350 | Japan (AOKI) | 3 / 4 | Potpuno ugradljivo; prilagođeni adapter za prirubnicu dostupan je po potrebi |
| Stari evropski 3/4-stanički | Evropa (razne) | 3 / 4 | Adapterske ploče izrađene po cijeni koštanja; potrebni crteži za provjeru |
Raspon broja šupljina i tipične specifikacije boca
Cavitation is a joint decision between the mould designer, the machine specifications, and the customer's annual production volume. The table below summarizes the practical envelope we typically deliver, though custom configurations outside these ranges are feasible with specialized machine platforms.
| Broj šupljina | Tipična zapremina boce | Tipična primjena | Preporučena mašina |
|---|---|---|---|
| 1 | 2 l – 5 l | Galoni vode na veliko, tegle za hranu, kontejneri za hemikalije | BPET-125V4, HGY250-V4 |
| 2 | 1 l – 3 l | Tegle za kimči, ulje za kuhanje, deterdžent za pranje posuđa | BPET-94V3, HGY200-V4 |
| 4 | 500 ml – 1,5 l | Boce za piće, kozmetički losioni, kućne hemikalije | BPET-70V4, HGY150-V4 |
| 6 | 250 ml – 800 ml | K-beauty serum, farmaceutske bočice, bočice sa raspršivačem | HGY150-V4, BPET-94V3 |
| 8 | 100 ml – 500 ml | Male kozmetičke bočice, bočice za kapi za oči, bočice za uzorke | HGY200-V4, BPET-94V3, HGYS280-V6 |
| 12 | 50 ml – 200 ml | Farmaceutske bočice s kapaljkom, kozmetika putne veličine | BPET-125V4, HGYS280-V6 |
| 16 | 30 ml – 120 ml | Bočice za hotelske pogodnosti, ampule za injekcije, male kapaljke | HGY250-V4, HGY650-V4 |
| 24 – 28 | 5 ml – 50 ml | Mikro farmaceutske bočice, kapi za oči s jediničnom dozom | HGY650-V4, specijalne platforme |
Radni tok prilagođene proizvodnje u 6 koraka
Od dana kada odobrite dizajn svoje boce, puni kalup za brizganje po narudžbi Proizvodni ciklus traje od 35 do 55 radnih dana, ovisno o broju šupljina i geometrijskoj složenosti. Dolje navedeni radni proces od šest koraka prikazuje ono kroz što prolazi svaki projekat, s dokumentiranim kontrolnim tačkama odobravanja između svake faze.
Korak 1 — Pregled dizajna i analiza izvodljivosti (2 – 5 dana)
Šaljete nam 3D STEP datoteku ili fizički uzorak boce, plus ciljanu godišnju količinu, specifikaciju smole i model prijemne mašine. Naš inženjerski tim pregleda geometriju radi izvodljivosti istezanja i duvanja, označava sve neobične karakteristike dizajna (oštre uglove, ekstremne omjere stranica, tanke dijelove stijenki) i preporučuje optimalni broj šupljina za vašu ciljanu količinu. Pisani izvještaj o izvodljivosti s proračunom težine predoblika vraća se u roku od 3 radna dana.
Korak 2 — 3D CAD modeliranje i simulacija protoka (3 – 7 dana)
Nakon odobrenja izvodljivosti, naš CAD tim izrađuje kompletan 3D model kalupa, uključujući šupljinu predforme, profil jezgre šipke, šupljinu za uduvavanje, razvodnik vrućeg kanala i raspored kanala za hlađenje. Simulacija protoka kalupa i omjera istezanja identificira potencijalne probleme s debljinom stijenke prije rezanja bilo kakvog čelika. Dobijate 3D model na odobrenje dizajna, obično s jednim krugom revizija prije nego što se nastavi.
Korak 3 — Nabavka čelika i prethodna obrada (5 – 10 dana)
Imamo na zalihama čelika S136, H13, 718H, P20, NAK80 i S45C u uobičajenim veličinama blokova, tako da predobrada počinje u roku od 48 sati od odobrenja CAD-a. Gruba obrada uklanja 90 posto materijala na 5-osnim CNC centrima s automatiziranim mjenjačima alata, nakon čega se blankovi premještaju na duboko bušenje rupa za kanale za hlađenje. Za premium klase S136 i H13 na kritičnim komponentama šupljina, slijedi vakuumsko kaljenje kako bi se postigla ciljana tvrdoća.
Korak 4 — Precizna 5-osna CNC obrada i EDM (15 – 20 dana)
Završna obrada na njemačkim DMG Mori 5-osnim centrima donosi dimenzijske tolerancije unutar ±0,01 mm na kritičnim geometrijama vrata i zatvarača. Sodick žičana erozija obrađuje fine detalje do kojih glodanje ne može doći, uključujući otvore za izbacivanje, otvore za ventilaciju i detalje radijusa. Svaka CNC obrađena komponenta prolazi kroz našu Zeiss CMM mjernu stanicu za dimenzionalnu provjeru prije nego što se premjesti u ćeliju za poliranje.
Korak 5 — Poliranje i termička obrada (7 – 10 dana)
Površine kritične za čistoću na šupljinama preformi i šupljinama za duvanje podvrgavaju se ručnom poliranju dijamantskom pastom kako bi se postigla optička završna obrada ogledala SPI A-1 (Ra 0,05). Ovaj korak se ne može automatizirati - zavisi od obučenih ručnih polirača koji provode 8 do 20 sati po šupljini, ovisno o složenosti. Nekritične površine dobijaju završnu obradu SPI B-2 ili B-3. Završna termička obrada stabilizuje dimenzijsku tačnost prije montaže.
Korak 6 — Probno oblikovanje i validacija (3 – 5 dana)
Prije isporuke, svaki kalup prolazi kroz probnu validaciju kalupa na našoj internoj ISBM mašini koristeći vašu specificiranu smolu i ciljanu težinu predoblika. Boce prvog artikla prolaze kroz dimenzionalnu CMM inspekciju, profiliranje debljine stijenke i procjenu optičke čistoće. Izvještaj o validaciji - uključujući uzorke boca, podatke o mjerenju i verifikaciju vremena ciklusa - šalje se s kalupom u vašu tvornicu na konačno prihvatanje.

Primjene po industriji
Tokom protekle tri godine, narudžbe korejskih i istočnoazijskih kupaca grupirale su se u pet industrijskih vertikala, od kojih svaka ima različite tehničke prioritete. U nastavku je opisan naš pristup. kalup za boce po narudžbi specifikacija različita za svaki sektor.
K-Beauty & Premium kozmetičko pakovanje
Korejski kozmetički brendovi zahtijevaju površinsku obradu nalik staklenoj čistoći na PETG i PCTG bočicama seruma, teglicama krema i bočicama tonera. Za ovaj sektor specificiramo šupljine od nehrđajućeg čelika S136 polirane do Ra 0,05 na svim površinama kritičnim za čistoću, s posebnom pažnjom na preciznost navoja vrata za kompatibilnost s automatiziranom linijom za zatvaranje. Tipična su kratka lansiranja K-beauty proizvoda (20.000 do 100.000 jedinica po kampanji), tako da optimiziramo jednostavnost promjene pomoću stezaljki za brzo otpuštanje na kalupu za predforme. Tipične konfiguracije su 4 do 8 šupljina na bočicama između 30 ml i 200 ml.

Farmaceutske kapi za oči i bočice sirupa
Farmaceutsko pakovanje zahtijeva apsolutnu dimenzionalnu preciznost za sigurnosno brtvljenje i zatvarače otporne na otvaranje od strane djece. Tolerancija navoja vrata održava se unutar 0,02 mm korištenjem Zeiss CMM verifikacije na svakoj šupljini prije isporuke. Za proizvodnju kompatibilnu sa GMP čistim sobama, specificiramo nehrđajući čelik 2316 otporan na koroziju za sve komponente koje dolaze u kontakt sa rastvorima za pranje. Tipični korejski farmaceutski projekti imaju 8 do 16 šupljina na bočicama od 5 ml do 120 ml, a primjer kalupa za bočicu kapaljke od 15 ml dimenzija 12M 1×6 koji smo nedavno izradili za farmaceutskog klijenta iz Daejeona je reprezentativni primjerak ove kategorije.

Boce za pića i mineralnu vodu
Proizvodnja pića velikih količina (preko milion boca godišnje po SKU) zahtijeva dugotrajne alate s robusnom otpornošću na habanje. Ovdje specificiramo alatni čelik H13 tvrdoće HRC 52-54 za šupljine preformi i šupljine za duvanje, s duboko izbušenim konformnim kanalima za hlađenje kako bi se smanjilo vrijeme ciklusa. Za obradu recikliranog PET-a (rPET), hromirane unutrašnje površine na razvodniku vrućih kanala štite od abrazivnih nečistoća. Tipične konfiguracije su 4 do 8 šupljina na bocama između 500 ml i 2 L.

Tegle za hranu i posude za kimči sa širokim otvorom
Tegle za korejski kimchi, gochujang, med i sos s promjerom grla do 148 mm predstavljaju strukturno drugačiji izazov za alate. Projektovana površina kalupa je 3 do 5 puta veća od standardnih kozmetičkih boca, što znači da sila stezanja puhanjem mora biti odgovarajuće izdrživa. Izrađujemo baze kalupa P20 dovoljno debele da izdrže savijanje pod stezanjem puhanjem od preko 300 KN, a specificiramo i prevelike razmake na razdjelnim linijama s fino podešenim prozračivanjem kako bismo spriječili treperenje. Tipične konfiguracije su 1 do 2 šupljine na teglama između 500 ml i 3 L.

Bočice za bebe i ambalaža za njegu dojenčadi bez BPA
Proizvodnja dječjih bočica od Tritana, PCTG-a i PPSU-a zahtijeva termički stabilne sisteme vrućih kanala jer se ove smole obrađuju unutar uskih temperaturnih prozora (obično od 260 do 340 Celzijusa, ovisno o kvaliteti). Specificiramo Yudo-ekvivalentne mlaznice vrućih kanala s individualnom PID kontrolom po šupljini, hromiranim putevima protoka za eliminaciju mrtvih zona i oblogama cijevi od legure nikla za PPSU primjene koje prelaze 310 Celzijusa. Tipične konfiguracije su 4 do 8 šupljina na bocama između 150 ml i 330 ml.

Kontrola kvalitete i testiranje prije isporuke
Svaki kalup za brizganje i rastezanje Napušta našu fabriku tek nakon što prođe četiri koraka dimenzionalne i funkcionalne verifikacije. Pisani QC izvještaj se šalje s kalupom u vašu fabriku, a svi podaci se čuvaju u našem QMS-u radi sljedivosti garancije.
- Verifikacija dimenzija CMM-a — Zeiss 3D koordinatna mjerna mašina provjerava kritične dimenzije (prečnik navoja vrata, raspodjelu debljine stijenke, dubinu šupljine, spojne površine linije razdvajanja) s tačnošću od ±0,01 mm. Svaka šupljina u kalupu s više šupljina mjeri se pojedinačno, a ne uzorkovanjem.
- Ispitivanje pritiska na curenje vode — Konformni rashladni kanali se podvrgavaju tlaku od 1,0 MPa tokom 15 minuta, dok je sastavljeni kalup uronjen u posudu za praćenje. Svako stvaranje mjehurića ukazuje na curenje koje se mora ispraviti prije sljedećeg koraka.
- Optička inspekcija površine — Polirane šupljine se pregledavaju pod 50x stereo mikroskopom na prisustvo mikroogrebotina, ostataka poliranja ili problema sa EDM slojem. Hrapavost površine Ra se provjerava kontaktnim profilometrom na tri lokacije po šupljini.
- Validacija probnog kalupljenja — The complete mould is mounted on our in-house ISBM machine and runs a 500-bottle trial with the customer's specified resin. First-article bottles are inspected for wall thickness, neck thread tolerance, surface clarity, and dimensional stability. Only after this validation passes does the mould ship.
- Pakovanje i priprema protiv hrđe — Prije pakiranja u sanduk, svaka polirana površina dobija dugotrajni premaz ulja protiv hrđe, a kalup se umotava u VCI (inhibitor isparljive korozije) papir. Za pakiranje se koristi šperploča debljine 18 mm na termički obrađenim paletama sa senzorima udara koji pokazuju udarce za praćenje transporta.

Vodič za odabir — Šta nam poslati za ponudu
Dobro definisan upit o kalupu može se dobiti u roku od 2 do 3 radna dana. Nepotpun upit se obično vraća s pojašnjenjima, produžujući ciklus ponude za sedmicu ili više. Molimo vas da navedete sljedeće prije nego što zatražite ponudu.
- 3D datoteka boce — STEP, IGES ili izvorni CAD format. Ako imate samo 2D crteže, to funkcioniše, ali usporava procjenu izvodljivosti.
- Ciljana težina gotove boce — grama po boci, plus eventualni cilj smanjenja težine u odnosu na trenutnu ambalažu.
- Standardna završna obrada vrata — na primjer PCO 1881, 28-400, 24-410 ili prilagođeni stil zatvaranja. Navedite korak navoja i sve zahtjeve za prsten koji osigurava od neovlaštenog otvaranja.
- Godišnji obim proizvodnje — daje preporuke za broj šupljina i odabir klase čelika.
- Vrsta smole — Vrijednost PET IV, PETG klasa, specifikacija PC ili Tritan, naziv dobavljača ako je poznat. Za rPET, navesti postotak recikliranog sadržaja i izvor pahuljica.
- Model ISBM mašine za prijem — Japanski ASB, AOKI, Ever-Power ili drugi. Pošaljite crteže ploče ako su dostupni; možemo izvršiti reverzni inženjering s fotografije područja kalupa ako crteži nisu dostupni.
- Preferencija broja šupljina — ako ga imate. Ako ne, preporučujemo na osnovu godišnjeg obima i kapaciteta mašine.
- Preferencija klase čelika — ako imate određenu preferenciju. Ako ne, preporučujemo na osnovu obima proizvodnje i vrste smole.
- Ciljani datum isporuke — kako bismo mogli potvrditi da li 35, 45 ili 55 radnih dana odgovara vašem rasporedu.
Zašto odabrati Ever-Power za proizvodnju ISBM kalupa
U Kini postoji mnogo općih radionica za izradu kalupa koje će dati ponudu za ISBM projekat alata, te nekoliko japanskih i evropskih stručnjaka koji će isporučiti izuzetan kvalitet po premium cijenama. Ever-Power se nalazi u specifičnoj poziciji: namjenska dubina ISBM alata, korejski pristup rok isporuke i japanski ekvivalent dimenzijske preciznosti po otprilike upola nižoj cijeni.
- Namjenska radionica za alate ISBM — naš tim inženjera za kalupe radi samo na alatima za brizganje i istezanje puhanjem, a ne na općim kalupima za brizganje plastike. Ovaj specijalistički fokus se ogleda u detaljima: uglovi konusa predoblika, obrasci ventilacije šupljine za puhanje, geometrija ulaza vrućeg kanala za PET u odnosu na PETG u odnosu na Tritan.
- Njemačka 5-osna CNC infrastruktura — DMG Mori 5-osni obradni centri, Sodick žicom rezani EDM, Zeiss CMM mjerenje. Kapitalna investicija u preciznu opremu omogućava toleranciju od ±0,01 mm bez dodatnih marži.
- Interna ISBM mašina za validaciju — svaki kalup prolazi probnu validaciju kalupa na stvarnoj ISBM mašini prije isporuke. Većina radionica za izradu kalupa isporučuje netestirane alate; mi odbijamo to da radimo jer su troškovi rješavanja problema nakon isporuke 10 puta veći od troškova njihovog otkrivanja u našoj fabrici.
- Odgovornost iz jednog izvora za mašine i kalupe — kada kupite i ISBM mašinu i alate od Ever-Powera, nema upiranja prstom tokom puštanja u rad. Ako nešto ne odgovara, mi ćemo to riješiti.
- Projektni inženjering na korejskom jeziku — dvojezični menadžeri projekata pregledavaju dizajn i daju tehnička pojašnjenja na korejskom jeziku. Jasnoća komunikacije tokom prve 4 sedmice projekta kalupa je najveći prediktor uspjeha rasporeda.
- Više od 500 kalupa isporučeno od 2020. godine — korejskim, japanskim, vijetnamskim, tajlandskim i indonezijskim kupcima. Posjete s referencama dostupne su korejskim potencijalnim klijentima na zahtjev.
- Rok isporuke od 35 do 55 radnih dana — otprilike 40 posto brže od japanskog OEM ekvivalenta za uporediv broj šupljina i složenost.

Često postavljana pitanja
P1: Hoće li se vaš prilagođeni kalup direktno postaviti na moju postojeću mašinu ASB-12M ili AOKI 250?
Da za standardne rasporede ploča ASB-12M i AOKI 250. Izradili smo stotine kalupa za ove dvije mašine i imamo verifikovane crteže uzoraka ploča u našoj inženjerskoj biblioteci. Za nestandardne ili fabrički modificirane mašine, pošaljite nam fotografiju područja kalupa ili originalne OEM crteže i mi ćemo provjeriti kompatibilnost prije rezanja čelika.
P2: Koliki je tipičan vijek trajanja kalupa u kontinuiranoj proizvodnji?
Zavisi od klase čelika i smole. Šupljine od alatnog čelika H13 na standardnim PET primjenama isporučuju 3 do 5 miliona ispaljenja prije obnove. Šupljine od nehrđajućeg čelika S136 na PETG kozmetičkim primjenama obično dostižu 2 do 3 miliona ispaljenja. Za primjene s rPET-om ili abrazivnom smolom, hromirane unutrašnje površine produžavaju ovaj vijek trajanja za otprilike 40 posto.
P3: Koju toleranciju imate na dimenzijama navoja vrata?
±0,02 mm na kritičnom promjeru navoja vrata, mjereno na Zeiss CMM-u sa svakom pojedinačnom provjerom šupljine. Ovo je tolerancija potrebna za kompatibilnost automatizirane linije za zatvaranje u korejskoj farmaceutskoj i prehrambenoj proizvodnji.
P4: Možete li proizvoditi kalupe za dječje bočice od Tritana i PCTG-a bez BPA?
Da. Obrada Tritana i PCTG-a zahtijeva individualnu PID kontrolu vrućeg kanala, hromirane puteve protoka kako bi se spriječila stagnacija smole i širu geometriju zatvarača kako bi se smanjilo zagrijavanje usljed smicanja. Ove karakteristike specificiramo kao standard na svakom projektu alata za njegu beba. Za primjene PPSU-a iznad 310 Celzijusa, ugrađuju se obloge cijevi od legure nikla.
P5: Koje informacije su vam potrebne od mene za izradu prilagođenog kalupa?
Minimalno: 3D datoteka boce (STEP ili IGES), ciljani godišnji obim, vrsta smole, model prijemne mašine i ciljani datum isporuke. Možemo nastaviti s fizičkim uzorkom boce ili 2D crtežima ako 3D datoteke nisu dostupne, ali procjena izvodljivosti dodaje 3 do 5 radnih dana rasporedu.
P6: Kolika je razlika u cijeni u poređenju sa originalnim japanskim OEM kalupom?
Ever-Power prilagođeni kalupi obično dolaze po cijeni od 45 do 55 posto cijene japanskih proizvođača originalne opreme za ekvivalentan broj šupljina, kvalitet čelika i površinsku obradu. Razlika u troškovima proizlazi iz naše vertikalne integracije (zalihe čelika koje se drže unutar tvrtke) i nižih cijena rada, a ne iz kompromisa u pogledu materijala ili izrade.
P7: Da li nudite popravku i obnovu kalupa za postojeći alat?
Da, za bilo koju marku ISBM alata. Tipične usluge uključuju ponovno poliranje šupljina, ponovnu obradu linije razdvajanja nakon habanja, zamjenu mlaznice vrućeg kanala, zamjenu jezgrene šipke i čišćenje kanala za hlađenje. Vrijeme isporuke za renoviranje je 15 do 25 radnih dana. Pošaljite nam fotografije oštećenih komponenti za početnu procjenu.
P8: Kako provjeravate kalup prije isporuke?
Svaki kalup prolazi kroz probnu validaciju 500 boca na našoj internoj Ever-Power ISBM mašini koristeći vašu specificiranu smolu i ciljanu težinu predoblika. Boce prvog artikla prolaze kroz dimenzijsku inspekciju CMM-om, profiliranje debljine stijenke, verifikaciju navoja grla i procjenu optičke čistoće. Izvještaj o validaciji (uključujući 20 uzoraka boca koji se šalju u vašu fabriku) prati kalup radi verifikacije prihvatanja.
P9: Kakva je vaša politika ako kalup ne funkcioniše kako je navedeno nakon instalacije?
Standardna garancija pokriva 12 mjeseci od konačnog prijemnog testa na lokaciji kupca, protiv proizvodnih grešaka i problema s dimenzijama. Ako kalup proizvodi boce izvan dogovorene specifikacije, pokrivamo sve troškove ponovne obrade, uključujući ponovnu mašinsku obradu komponenti, ponovno poliranje i prijevoz u oba smjera. Problemi vezani za habanje izvan garancije navode se od slučaja do slučaja.
P10: Mogu li posjetiti vašu alatnicu prije narudžbe?
Da, i preporučujemo ga korejskim kupcima koji prvi put posjećuju naš pogon. Naš pogon u Guangdongu udaljen je 3 sata leta od Incheona, a mi organizujemo prevoz s aerodroma, obilazak pogona (uključujući radionicu s kalupima, sobu za probno kalupljenje ISBM-a i laboratorij za kontrolu kvalitete) i referentne posjete našim obližnjim instaliranim bazama kupaca. Posjete obično traju 2 radna dana.
Recenzije kupaca i povratne informacije s terena
"We needed replacement 8-cavity tooling for our 10-year-old ASB-12M after the original Japanese mould finally wore out. Japanese OEM quoted us roughly 48 working days and twice the Ever-Power price. The Ever-Power mould arrived in 41 working days, dropped onto our machine the next morning, and our neck thread tolerance actually came back tighter than the original Japanese mould on CMM verification. Four months into production and zero issues."
Park Ji-hoon, Tehnički direktor, Seul Cosmetic Contract Packaging (sredina 2025.)
"Ordered a 12-cavity 15 ml eye-drop bottle mould for our ASB-12M machine. The hot runner base they supplied was a 430 × 140 × 30 mm S45C plate with four mounting holes exactly where we needed them. Our maintenance team installed it in under 3 hours, trial production ran clean on the first shot, and we have been producing 1.8 million bottles per month since commissioning. Neck thread tolerance verified at 0.015 mm on our CMM, which is better than the original OEM spec."
Kim Seo-yeon, Rukovodilac pogona, Daejeon Pharmaceutical Packaging (početak 2025.)
"We produce 1-liter cooking oil bottles at 4-cavity configuration on a BPET-94V3. When our original supplier quoted 75 days for a new cavity set, we called Ever-Power on the advice of another Korean customer. Mould arrived in 38 working days, clarity and wall thickness matched or beat the original. Cycle time actually dropped 0.4 seconds versus our old tooling because the conformal cooling channels extract heat faster. For high-volume production, that 0.4 second compounds to roughly 190,000 additional bottles per year."
Jung Hyun-woo, Vlasnik fabrike, Punjenje jestivog ulja u Jeonjuu (sredina 2025.)
"Our K-beauty client demanded a 50 ml PETG serum bottle with a specific sharp-cornered rectangular cross-section. Two Chinese mould shops rejected the geometry as impossible to blow evenly. Ever-Power's engineering team ran a stretch-ratio simulation, flagged which corners would thin, and redesigned the preform taper to compensate. Final bottles pass the 1.5 meter drop test at 5 attempts out of 5. The design engineering work alone was worth the price."
Lee Min-ji, Inženjer za istraživanje i razvoj, Seongnam Cosmetic Packaging (početak 2025.)
"For our 148 mm wide-mouth kimchi jar mould we needed extra-heavy mould base rigidity because the blow clamping force is substantial at that neck diameter. Ever-Power specified 90 mm thick P20 backing plates and reinforced corner bolts, which is heavier than our previous Korean-made mould. Installed it on our BPET-125V4 machine and production ran without any flashing from day one. Cycle time: 19 seconds on 2-cavity tooling, matching the specification exactly."
Kim Jae-woo, Operativni menadžer, Pakovanje hrane Gwangju (kraj 2024.)
"We make 240 ml Tritan baby bottles on a 6-cavity configuration. Mould arrived with individual PID hot runner control per cavity, which is what the Tritan process requires. Thermal stability across all 6 cavities held within 1.2 Celsius during our 12-hour qualification run, and our customer's optical clarity spec was met at every cavity. Six months of daily production, zero yellowing, zero quality rejection. Worth every dollar."
Yoon Min-ji, Direktor proizvodnje, Ulsan Baby Care Plastics (sredina 2025.)
"Our AOKI 250 has been a workhorse for 8 years, but the original mould inventory was 12 different SKUs and replacement costs were eating our maintenance budget. Ever-Power rebuilt our three highest-use moulds at roughly 52 percent of AOKI's quoted price. Dimensional precision is indistinguishable from the originals on CMM verification, and delivery was 42 working days against AOKI's 90-day quote. We will be moving the remaining 9 moulds to Ever-Power over the next 18 months."
Choi Yu-jin, Menadžer kontrole kvaliteta, Ansan Cosmetic Contract Fillers (početak 2025.)
Srodni proizvodi i odgovarajuće komponente
A prilagođeni ISBM kalup dostiže svoje nazivne performanse samo kada je instaliran na ispravno dimenzioniranu mašinu sa odgovarajućim pomoćnim sredstvima. Dolje navedene komponente su ono što obično specificiramo uz svaku narudžbu alata, a svaka je dostupna putem Ever-Powera ili naše provjerene partnerske mreže.
- Usklađene ISBM platforme mašina — kompletna paleta mašina Ever-Power pokriva proizvodnju od pilot istraživanja i razvoja do velikih količina vode u velikim galonima. ISBM mašina sa 4 stanice porodica se bavi većinom korejskih kozmetičkih i farmaceutskih proizvoda, dok ISBM mašina sa 3 stanice Linija je pogodna za proizvodnju pića i kućnih hemikalija velikog obima u kratkom ciklusu.
- Vijčani kompresor zraka bez ulja sized for your mould's blow air requirement, typically 3.5 MPa at 2 to 5 cubic meters per minute depending on bottle size and cavity count. Class 0 oil-free certification is mandatory for food-contact and pharmaceutical applications. Matched units available through our partner za kompresore bez ulja.
- Par hladnjaka i rashladnog tornja delivering 12 Celsius chilled water to the mould's conformal cooling channels at the specified pressure and flow rate. Correctly sized chilling is often the difference between the mould hitting its rated cycle time or running 10 to 15 percent slower in real production.
- Kontroleri temperature kalupa — jedna jedinica za kalup za predoblikovanje (tipična zadana temperatura od 15 do 25 Celzijusa za PET) i jedna za šupljinu za duvanje (od 10 do 18 Celzijusa za PET, do 95 Celzijusa za PC). Dvozonske jedinice obrađuju debelozidne PCTG i PPSU bez lokaliziranih vrućih tačaka.
- Komponente preciznog mjenjača — for the machine's turntable indexing drive and clamping mechanism. Hardened alloy steel shafts and heavy-duty bearings are available through our partner za precizno pogonsko vratilo za lokacije kojima je potrebno brzo lokalno popunjavanje.
- Sušač sa adsorpcijskom smolom sa integrisanim praćenjem tačke rose. Kritično za preradu PET, PC i PPSU gdje čak i 0,05 posto viška vlage uzrokuje hidrolizom izazvane srebrne pruge u gotovoj boci.
- Robotski transporter za preuzimanje i vizualna inspekcija — za visokovrijedne farmaceutske i kozmetičke serije gdje se očekuje isporuka bez grešaka do mjesta punjenja. Sistemi vida označavaju sve boce izvan tolerancije prije nego što stignu do pakovanja.

Spremni ste da odredite svoj sljedeći prilagođeni ISBM kalup?
Pošaljite nam 3D datoteku vaše boce, ciljani godišnji obim, vrstu smole i model prijemne mašine. Naš inženjerski tim vraća kompletan izvještaj o izvodljivosti i transparentnu ponudu u roku od 3 radna dana, uključujući preporuku za vrstu čelika, optimizaciju broja šupljina, procjenu vremena ciklusa i potvrđeni raspored isporuke od 35 do 55 radnih dana.
Kontaktirajte naš korejski inženjerski tim za prilagođenu ponudu alata.
Dodatne informacije
| Urednik | Cxm |
|---|