Räätälöidyt yhden vaiheen ruiskutuspuhallusmuotit (ISBM)

Ever-Power suunnittelee ja valmistaa räätälöityjä yksivaiheisia ruiskupuristuspuhallusmuotteja ISBM-koneille, mukaan lukien ASB-12M, ASB-70DPH, AOKI 250 ja kaikki Korean markkinoille tarkoitetut Ever-Powerin 3/4/6-asemaiset alustat. Muotti on valmistettu itse saksalaisella 5-akselisella CNC-koneella S136-, H13-, 718H- ja P20-muottiteräksistä. Jokainen muotti tukee onteloiden lukumäärää 1–28, pullotilavuuksia 5 ml:sta 5 litraan ja tyypillisiä toimitusaikoja 35–55 arkipäivää. Jokainen muotti lähetetään koevalun validoinnin jälkeen omalla ISBM-koneellamme, ja mukana toimitetaan ensituotetarkastusraportit.
Tuotteen yleiskatsaus
Keskinkertaisen ja erinomaisen pullontuotantolinjan välinen ero on lähes aina työkaluissa. Kone tuottaa puristusvoiman, lämmön ja ilmanpaineen – mutta jokaisen lähettämäsi pullon muoto, kirkkaus, seinämän paksuus ja kaulakierteiden tarkkuus tulevat muotista. Ever-Power suunnittelee ja valmistaa räätälöidyt yhden vaiheen ruiskutuspuhallusmuotit Korealaisille ja itäaasialaisille pakkaustehtaille, jotka ovat kasvaneet ulos vakiotyökaluista ja tarvitsevat mittatarkkoja, koneellisesti yhteensovitettuja muotteja, jotka putoavat suoraan olemassa oleville ISBM-alustoille ilman sovitinlevyjä, ilman kohdistusholkkien uudelleentyöstöä tai ilman kokeilu- ja erehdysmenetelmään perustuvaa käyttöönottoa.
Joka ruiskutus venytyspuhallusmuotti Toimittamamme tuotteet valmistetaan itse 30 000 neliömetrin Guangdongin työkalupajassamme saksalaisilla 5-akselisilla CNC-työstökeskuksilla ja Sodickin tarkkuus EDM-lankaleikkureilla. Pidämme varastossa terästä seitsemässä vakiomuottilaadussa – S136, H13, 718H, 2316, P20, NAK80 ja alumiini 7075 – joten voimme aloittaa esikoneistuksen 48 tunnin kuluessa suunnittelun hyväksymisestä. Koko sykli hyväksytystä CAD-suunnittelusta validoituun muottiin kestää tyypillisesti 35–55 työpäivää onteloiden lukumäärästä ja geometrisesta monimutkaisuudesta riippuen, mikä on noin 40 prosenttia nopeampaa kuin japanilaisilla OEM-vastaavilla muoteilla ja 60 prosenttia nopeampaa kuin eurooppalaisilla muoteilla. Jokainen valmis muotti käy läpi koemuovauksen validoinnin omalla ISBM-koneellamme määritellyllä hartsilla ennen kuin se lähtee tehtaalta.

Koneiden yhteensopivuus on korealaisten ostajien useimmiten esittämä kysymys. Valmistamme räätälöityjä muotteja, jotka sopivat suoraan kaikille yleisille ISBM-alustoille, mukaan lukien japanilaiset ASB-12M, ASB-50MB, ASB-70DPH, ASB-70DPW, Nissei ASB, AOKI 250, AOKI 350 sekä Ever-Powerin omat HGY- ja BPET-koneperheet. Kun päivität ikääntyvästä japanilaisesta koneesta uuteen korealaiskäyttöön soveltuvaan Ever-Power-alustaan, olemassa oleviin muotteihin tekemääsi investointia ei tarvitse poistaa – tarkistamme mittayhteensopivuuden vanhoista työkalupiirustuksistasi ja tarvittaessa rakennamme laattojen sovitinlevyjä omakustannushintaan. Uusissa projekteissa, joissa tuot mukanasi vain valmiin pullon piirustuksen, suunnittelutiimimme suorittaa venytyssuhdesimulaation, aihion painon optimoinnin ja kavitaatiosuunnittelun ennen teräksen leikkaamista.
Onteloiden lukumäärä vaihtelee yksionteloisista 5 litran vesigallonan muoteista aina 28-onteloisiin mikropipettityökaluihin lääketeollisuuden sovelluksissa, ja rajoituksia antavat vain vastaanottokoneen fyysiset levyn mitat. Tyypilliset korealaiset kosmetiikka- ja lääketeollisuuden sovellukset ovat 4–12 ontelon välillä, kun taas suurten volyymien juoma- ja kotitalouskemikaalitehtaissa käytetään usein 8–16 ontelon työkaluja. Seinämän paksuus vaihtelee 0,05 mm:n sisällä onteloiden välillä, kaulakierteiden toleranssi pysyy 0,02 mm:n sisällä kriittisissä mitoissa ja pinnanlaatu saavuttaa SPI A-1 (Ra 0,05) -peilikiillotuksen onteloissa, joissa lasinkaltaista kirkkautta vaaditaan ensiluokkaisille PETG- ja PCTG-kosmetiikkapakkauksille.
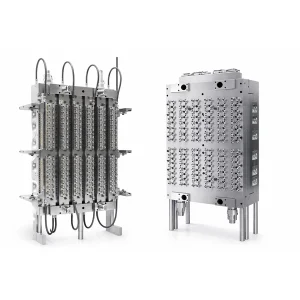
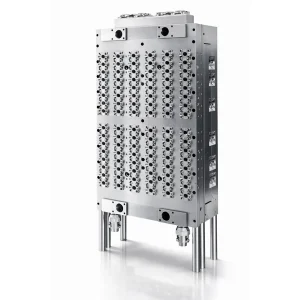
Muotin osien anatomia — neljä kriittistä kokoonpanoa
Täydellinen yhden vaiheen ISBM-muottisarja koostuu neljästä erillisestä kokoonpanosta, joista jokainen on koneistettu eri teräslajeista erilaisiin mekaanisiin vaatimuksiin. Näiden kokoonpanojen yhteistoiminnan ymmärtäminen on ensimmäinen askel oikean muotin määrittämisessä sovellukseesi.

1. Esimuovaa ruiskutusontelo
Tässä vaiheessa sulaa hartsia ruiskuvaletaan ydintangon ympärille aihion muodostamiseksi – koeputken muotoinen välikappale, josta tulee lopullinen pullo. Ontelo määrittää aihion rungon profiilin, seinämän paksuuden ja kaulan viimeistelygeometrian. Koska kaulan viimeistely on tässä vaiheessa täysin muotoiltu eikä sitä koskaan muotoilla uudelleen myöhemmin, tämä on kierteiden toleranssin ja korkin luotettavuuden kannalta kriittisin yksittäinen muotin komponentti. Koneistamme aihiontelot S136-ruostumattomasta teräksestä, joka on tyhjiösammutettu HRC 48-52 -lujuuteen ja kiillotettu Ra 0,05 -lujuuteen kirkkauskriittisillä pinnoilla. Raskaissa PET- ja rPET-sovelluksissa, joissa käytetään yli 3 miljoonaa laukausta vuodessa, päivitämme ne H13-työkaluteräkseen HRC 52-54 -lujuudella pidemmän käyttöiän saavuttamiseksi.
2. Ydintangon kokoonpano (kara)
Ydintanko kuljettaa kuumaa aihiota ruiskutusasemalta seuraavien venytyspuhallusasemien läpi ja se myös muotoilee aihion sisäpuolta ruiskutuksen aikana. Mittatarkkuus on tässä ehdotonta: kaikki ydintangon halkaisijan poikkeamat näkyvät suoraan pullon seinämän paksuuden vaihteluna. Valmistamme ydintankoja 718H esikarkaistusta työkaluteräksestä (HRC 30-35) useimpiin sovelluksiin ja siirrymme Cr12MoV kylmätyöteräkseen HRC 58-60 -lujuudella aggressiivista, korkeasyklistä tuotantoa varten. Kunkin ydintangon sisällä olevat sisäiset jäähdytyskanavat on porattu syvärei'illä Mori Seiki BTA -koneella, jotta suoruus säilyy 0,03 mm:n sisällä koko pituudelta.
3. Puhallusontelomuotti
Puhallusontelo määrittää pullon lopullisen ulkomuodon – rungon profiilin, pohjageometrian, etikettipaneelin ja kahvan muodot. Se avautuu ja sulkeutuu jokaisella syklillä vapauttaen valmiin pullon, joten liitospinnan tarkkuus määrää, näkyykö jakoviivoissa välähdyksiä. Koneistamme puhallusontelot joko S136-ruostumattomasta teräksestä (pitkäikäiseen tuotantoon) tai alumiinista 7075-T6 (lyhytaikaisiin tai nopeasti muuttuviin kosmeettisiin geometrioihin, joissa painonpudotuksella on merkitystä koneen servoindeksointijärjestelmälle). Muotoilevat jäähdytyskanavat kiertävät monimutkaisia pullon muotoja poistaen lämpöä 15–20 prosenttia nopeammin kuin suoraan poratuilla linjoilla, mikä lyhentää suoraan sykliaikaa.
4. Kuumakanavainen jakotukkijärjestelmä
Kuumakanavajärjestelmä jakaa sulan hartsin koneen plastisointiruuvista monipesäisen muotin jokaiseen pesään. Yksipesäisissä muotissa tämä on yksinkertaisempi suutin, mutta 12- tai 24-pesäisissä työkaluissa jakotukista tulee suurin yksittäinen täyttötasapainon ja pullojen välisen sakeuden määräävä tekijä. Käytämme vakiomallista S45C-kiinnitysalustaa, jonka mitat on sovitettu asiakkaan koneeseen – esimerkiksi eräässä korealaiselta lääketeollisuuden asiakkaalta äskettäin rakentamassamme 15 ml:n tiputuspullomuotissa käytettiin 430 × 140 × 30 mm:n kuumakanava-alustaa, jossa oli neljä Ø 14 mm:n läpireikää, jotka oli mitoitettu suoraan pudotukseen ASB-12M-levylle. Jakotukissa itsessään on Yudo- tai Hasco-vastaavat kuumakanavasuuttimet, joissa on PID-ohjattu lämmitys ja kromatut sisäiset virtausreitit hartsin hajoamisen estämiseksi muotin lepovyöhykkeillä.
Muottiteräsmateriaalit — oikean laatuluokan valinta
Muottiteräksen valinta on suurin yksittäinen tekijä pitkän aikavälin tuotannon taloudellisuudessa. Ensiluokkainen teräs maksaa 30–50 prosenttia enemmän alkuinvestoinneissa, mutta kestää tuotannossa 3–5 kertaa pidempään, mikä alentaa kokonaiskustannuksia huomattavasti. Pidämme varastossa seuraavia seitsemää laatua korealaisten asiakkaiden tilauksia varten. Teräslajit on määritelty komponenttikohtaisesti vuotuisen tuotantomäärän ja hartsin ominaisuuksien perusteella.
| Teräslaatu | Vastaava standardi | Kovuus | Paras |
|---|---|---|---|
| S136 | DIN 1.2083 | HRC 48-52 | Kirkkautta vaativat kosmeettiset PETG-ontelot, peilikiillotussovellukset |
| H13 | DIN 1.2344 | HRC 52-54 | Raskaan PET- ja rPET-muovien valmistus, korkean syklin juomien tuotanto |
| 718H | DIN 1.2738H | HRC 30-35 | Ydintangot ja keskikokoiset esimuottipesät, yleiskäyttöön |
| 2316 | DIN 1.2316 | HRC 30-34 | Korroosionkestävät sovellukset, PVC ja happoa reagoivat hartsit |
| P20 | DIN 1.2311 | HRC 28-33 | Muottipohjat, laatan taustalevyt |
| NAK80 | JIS G4404 | HRC 37-43 | Vaihtoehto S136:lle, kun hitsattavuus on tärkeää uudelleentyöstössä |
| Al 7075-T6 | EN AW-7075 | HB 150 | Lyhytaikaiset kosmeettiset iskunvaimennukset, painonpudotus etusijalla |
| S45C | JIS G4051 | HB 190-230 | Kuumakanavaisten kiinnitysjalustat, ei-kriittiset rakenneosat |
Hyvin määritelty muottisarja sekoittaa tyypillisesti neljästä viiteen teräslajia eri komponenteissa – S136 kirkkauskriittiseen esimuotin onteloon, H13 pitkän syklin tuotannon puhallusonteloon, 718H ydintankoihin, P20 pohjalevyihin ja S45C kuumakanavan kiinnitysalustaan. Suunnittelutiimimme suosittelee optimaalista yhdistelmää juuri sinun pullopiirustuksellesi ja vuosittaiselle volyymillesi tarkasteltuaan hartsispesifikaatioitasi ja tavoitetuotantoaikatauluasi.
Koneen yhteensopivuusmatriisi
Joka mukautettu ISBM-muotti Rakentamamme on mitoitettu tietylle vastaanottokoneelle. Alla on yhteensopivuusmatriisi, joka kattaa japanilaiset, eurooppalaiset ja korealaiset alustat, joita käytetään yleisimmin Itä-Aasian pakkaustehtaissa. Jos koneesi ei ole luettelossa, lähetä meille levyn piirustukset, niin tarkistamme sidetankojen etäisyyden, ydin-tankovälin ja suuttimien liitännän ennen tarjouksen antamista.
| Konealusta | Alkuperä | Asemat | Yhteensopivuus drop-in-asennukseen |
|---|---|---|---|
| ASB-12M | Japani (Nissei ASB) | 4 | Täysin sisäänrakennettu; natiivi levyn käyttöliittymä |
| ASB-50MB | Japani (Nissei ASB) | 3 / 4 | Täysin sisäänrakennettu; testattu sekä 3- että 4-paikkaisille kokoonpanoille |
| ASB-70DPH | Japani (Nissei ASB) | 4 | Täysin upotettava; ASB-70-sarjan raskaaseen käyttöön tarkoitettu versio |
| ASB-70DPW | Japani (Nissei ASB) | 4 | Täysin drop-in-asennus; leveäsuinen versio, kaula jopa 148 mm |
| AOKI 250 | Japani (AOKI) | 3 | Täysin drop-in-kiinnitys; sovitettu kaularengas ja ydintangon jako |
| AOKI 350 | Japani (AOKI) | 3 / 4 | Täysin sisäänrakennettu; saatavilla räätälöity laippasovitin tarvittaessa |
| Perinteinen eurooppalainen 3/4-asema | Eurooppa (eri) | 3 / 4 | Sovitinlevyt valmistetaan omakustannushintaan; piirustukset tarvitaan tarkastusta varten |
Pullojen lokeromäärän vaihteluväli ja tyypilliset pullojen tekniset tiedot
Kavitaatio on yhteinen päätös muotin suunnittelijan, koneen spesifikaatioiden ja asiakkaan vuotuisen tuotantomäärän välillä. Alla oleva taulukko esittää yhteenvedon tyypillisesti toimittamistamme käytännön rajoista, vaikka näiden rajojen ulkopuolella olevat räätälöidyt kokoonpanot ovat mahdollisia erikoistuneilla konealustoilla.
| Onteloiden määrä | Tyypillinen pullon tilavuus | Tyypillinen sovellus | Suositeltu kone |
|---|---|---|---|
| 1 | 2–5 litraa | Irtotavarana vesilitraat, ruokapurkit, kemikaalisäiliöt | BPET-125V4, HGY250-V4 |
| 2 | 1 litra – 3 litraa | Kimchi-purkit, ruokaöljy, irtotavarana oleva pesuaine | BPET-94V3, HGY200-V4 |
| 4 | 500 ml – 1,5 l | Juomapullot, kosmeettinen voide, kotitalouskemikaalit | BPET-70V4, HGY150-V4 |
| 6 | 250 ml – 800 ml | K-beauty-seerumi, lääkepullot, suihkepullot | HGY150-V4, BPET-94V3 |
| 8 | 100 ml – 500 ml | Pienet kosmetiikkapullot, silmätippapullot, näytepullot | HGY200-V4, BPET-94V3, HGYS280-V6 |
| 12 | 50–200 ml | Lääkepullot pipeteille, matkakokoiset kosmetiikkatuotteet | BPET-125V4, HGYS280-V6 |
| 16 | 30–120 ml | Hotellin mukavuuspullot, injektioampullit, pieni pipetti | HGY250-V4, HGY650-V4 |
| 24–28 | 5–50 ml | Mikrokokoiset lääkepullot, kerta-annossilmätipat | HGY650-V4, erikoisalustat |
6-vaiheinen räätälöidyn valmistuksen työnkulku
Siitä päivästä lähtien, kun pullosi suunnittelu hyväksytään, koko räätälöity ruiskuvalu venytyspuhallusmuotti Valmistussykli kestää 35–55 työpäivää onteloiden lukumäärästä ja geometrisesta monimutkaisuudesta riippuen. Jokainen projekti käy läpi alla olevan kuusivaiheisen työnkulun, ja kunkin vaiheen välillä on dokumentoidut tarkistuspisteet.
Vaihe 1 — Suunnittelukatselmus ja toteutettavuusanalyysi (2–5 päivää)
Lähetät meille 3D STEP -tiedoston tai fyysisen pullonäytteen sekä tavoitevuositilavuuden, hartsispesifikaation ja vastaanottokoneen mallin. Suunnittelutiimimme tarkistaa geometrian venytyspuhalluksen toteutettavuuden, merkitsee mahdolliset epätavalliset suunnitteluominaisuudet (terävät kulmat, äärimmäiset sivusuhteet, ohutseinämäiset osat) ja suosittelee optimaalista onteloiden määrää tavoitetilavuudelle. Kirjallinen toteutettavuusraportti aihion painolaskelmineen palautetaan 3 arkipäivän kuluessa.
Vaihe 2 — 3D CAD -mallinnus ja virtaussimulointi (3–7 päivää)
Toteutettavuusselvityksen jälkeen CAD-tiimimme rakentaa täydellisen 3D-muottimallin, joka sisältää esimuotin ontelon, ydintangon profiilin, puhallusontelon, kuumakanavajakotukin ja jäähdytyskanavan asettelun. Muottivirtaus- ja venymäsuhdesimulointi tunnistaa mahdolliset seinämän paksuusongelmat ennen teräksen leikkaamista. Saat 3D-mallin suunnitteluhyväksyntää varten, tyypillisesti yhden tarkistuskierroksen kera ennen jatkamista.
Vaihe 3 — Teräksen hankinta ja esikäsittely (5–10 päivää)
Meillä on varastossa S136-, H13-, 718H-, P20-, NAK80- ja S45C-teräksiä yleisimmissä lohkokoissa, joten esikäsittely alkaa 48 tunnin kuluessa CAD-hyväksynnästä. Karkeakoneistuksessa poistetaan 90 prosenttia materiaalista 5-akselisilla CNC-keskuksilla, joissa on automaattiset työkalunvaihtajat, minkä jälkeen aihiot siirtyvät syväreikäporaukseen jäähdytyskanavia varten. Kriittisten ontelokomponenttien korkealaatuisten S136- ja H13-terästen kohdalla käytetään tyhjösammutusmenetelmää tavoitekovuuden saavuttamiseksi.
Vaihe 4 — Tarkkuus 5-akselinen CNC-koneistus ja EDM (15–20 päivää)
Viimeistelykoneistus saksalaisilla DMG Morin 5-akselisilla keskuksilla mahdollistaa mittatoleranssit ±0,01 mm:n tarkkuudella kriittisissä kaula- ja porttigeometrioissa. Sodick-lankakoneistettu EDM käsittelee hienoja ominaisuuksia, joihin jyrsinnällä ei ulotu, kuten ulostyöntöreiät, tuuletusaukot ja sädeosat. Jokainen CNC-viimeistelty komponentti kulkee Zeiss CMM -mittausaseman läpi mittatarkastusta varten ennen siirtymistä kiillotussoluun.
Vaihe 5 — Kiillotus ja lämpökäsittely (7–10 päivää)
Kirkkauskriittiset pinnat esimuotti- ja puhallusonteloissa kiillotetaan manuaalisesti timanttipastalla SPI A-1 (Ra 0,05) -peittoasteen saavuttamiseksi. Tätä vaihetta ei voida automatisoida – se riippuu koulutetuista käsinkiillottajista, jotka käyttävät 8–20 tuntia onteloa kohden monimutkaisuudesta riippuen. Ei-kriittiset pinnat viimeistellään SPI B-2- tai B-3-tasolla. Lopullinen lämpökäsittely vakauttaa mittatarkkuuden ennen kokoonpanoa.
Vaihe 6 — Koemuovaus ja validointi (3–5 päivää)
Ennen lähetystä jokainen muotti käy läpi koemuovausvalidoinnin omalla ISBM-koneellamme käyttäen määrittämääsi hartsia ja tavoiteaihiopainoa. Ensituotepullot käyvät läpi mittatarkastuksen CMM:llä, seinämän paksuuden profiloinnin ja optisen kirkkauden arvioinnin. Validointiraportti – joka sisältää näytepullot, mittaustiedot ja sykliajan varmennuksen – toimitetaan muotin mukana tehtaallesi lopullista hyväksyntää varten.

Toimialoittainen käyttökohde
Viimeisten kolmen vuoden aikana korealaisten ja itäaasialaisten asiakkaiden tilaukset ovat ryhmittyneet viiteen toimialaan, joilla jokaisella on omat tekniset prioriteettinsa. Seuraavassa on, miten lähestymme tätä mukautettu pullomuotti erittely eri sektorilla.
K-Kauneus- ja premium-kosmetiikkapakkaukset
Korealaiset kosmetiikkamerkit vaativat PETG- ja PCTG-seerumipulloilta, voidepurkeilta ja kasvovesipulloilta lasinkirkkaan pinnan. Tälle sektorille määrittelemme S136-ruostumattomasta teräksestä valmistetut ontelot, jotka on kiillotettu Ra 0,05 -lukuun kaikille kirkkauskriittisille pinnoille, kiinnittäen erityistä huomiota kaulakierteiden tarkkuuteen automaattisen korkkilinjan yhteensopivuuden varmistamiseksi. Lyhytaikaiset K-beauty-tuotteiden lanseeraukset (20 000–100 000 yksikköä kampanjaa kohden) ovat tyypillisiä, joten optimoimme vaihtohelppouden käyttämällä pikakiinnittimiä esimuotissa. Tyypillisiä kokoonpanoja ovat 4–8 onteloa 30–200 ml:n pulloissa.

Farmaseuttiset silmätippa- ja siirappipullot
Lääkepakkaukset vaativat ehdotonta mittatarkkuutta, jotta ne voidaan sulkea sinetillä ja lapsiturvallisilla sulkimilla. Kaulan kierteiden toleranssi pidetään 0,02 mm:n sisällä Zeissin koordinaattimittauskoneella jokaiselle ontelolle ennen toimitusta. GMP-puhdastilayhteensopivaa tuotantoa varten määrittelemme 2316-korroosionkestävästä ruostumattomasta teräksestä valmistetut kaikki komponentit, jotka ovat kosketuksissa huuhteluliuosten kanssa. Tyypillisissä korealaisissa lääketeollisuuden projekteissa käytetään 8–16 onteloa 5–120 ml:n injektiopulloissa, ja äskettäin Daejeonin lääketeollisuuden asiakkaalle rakentamamme 15 ml:n 12M 1×6 tiputinpullomuotti on edustava esimerkki tästä kategoriasta.

Juoma- ja kivennäisvesipullot
Suurivolyyminen juomatuotanto (yli miljoona pulloa vuodessa tuoteyksikköä kohden) vaatii pitkäikäisiä ja kulutusta kestäviä työkaluja. Tässä määrittelemme H13-työkaluteräksen HRC 52-54 -lujuudella esimuotti- ja puhallusonteloihin, joissa on syväreikäiset, muotonsa mukaiset jäähdytyskanavat sykliajan minimoimiseksi. Kierrätetyn PET:n (rPET) käsittelyssä kuumakanavajakotukin kromatut sisäpinnat suojaavat hankaavilta epäpuhtauksilta. Tyypillisiä kokoonpanoja ovat 4-8 onteloa 500 ml:n ja 2 litran pulloissa.

Leveäsuiset ruokapurkit ja kimchi-astiat
Korealaiset kimchi-, gochujang-, hunaja- ja kastikepurkit, joiden kaulan halkaisija on jopa 148 mm, asettavat rakenteellisesti erilaisen työkaluhaasteen. Muotin projektioalue on 3–5 kertaa suurempi kuin tavallisilla kosmetiikkapulloilla, mikä tarkoittaa, että puhalluspuristusvoiman on oltava vastaava. Rakennamme P20-muottipohjia, jotka ovat riittävän paksuja kestämään taipuman yli 300 kN:n puhalluspuristuksessa, ja määritämme ylisuuret jakolinjavälit, joissa on hienosäädetty tuuletus välähdysten estämiseksi. Tyypillisiä kokoonpanoja ovat 1–2 onteloa 500 ml:n ja 3 litran purkeissa.

BPA-vapaat tuttipullot ja vauvanhoitopakkaukset
Tritan-, PCTG- ja PPSU-tuttipullojen tuotanto vaatii termisesti vakaita kuumakanavajärjestelmiä, koska nämä hartsit prosessoidaan kapeissa lämpötila-ikkunoissa (tyypillisesti 260–340 celsiusastetta laadusta riippuen). PPSU-sovelluksiin, joiden lämpötila ylittää 310 celsiusastetta, spesifioimme Yudo-vastaavat kuumakanavasuuttimet, joissa on yksilöllinen PID-säätö onteloa kohden, kromipäällysteiset virtausreitit kuolleiden alueiden poistamiseksi ja nikkeliseoksesta valmistetut sylinterivuoraukset. Tyypillisiä kokoonpanoja ovat 4–8 onteloa 150–330 ml:n pulloissa.

Laadunvalvonta ja lähetystä edeltävä testaus
Joka ruiskutus venytyspuhallusmuotti lähtee tehtaaltamme vasta neljän mitta- ja toiminnallisen varmennusvaiheen läpäisemisen jälkeen. Kirjallinen laadunvalvontaraportti toimitetaan muotin mukana tehtaallesi, ja kaikki tiedot säilytetään laatujärjestelmässämme takuun jäljitettävyyttä varten.
- CMM:n mittatarkastus — Zeissin 3D-koordinaattimittauskone tarkastaa kriittiset mitat (kaulan kierteen halkaisija, seinämän paksuusjakauma, ontelon syvyys, jakolinjan liitospinnat) ±0,01 mm:n tarkkuudella. Jokainen ontelo monionteloisessa muotissa mitataan erikseen, ei näytteenotolla.
- Vesivuodon painekoe — Konformaaliset jäähdytyskanavat paineistetaan 1,0 MPa:n paineeseen 15 minuutin ajan kootun muotin ollessa upotettuna mittaussäiliöön. Kaikki kuplien muodostuminen osoittaa vuotoa, joka on korjattava ennen seuraavaa vaihetta.
- Optinen pinnan tarkastus — Kiillotetut ontelot tarkastetaan 50x stereomikroskoopilla mahdollisten mikronaarmujen, kiillotusjäämien tai EDM-uudelleenvalukerroksen ongelmien varalta. Ra-pinnan karheus tarkistetaan kosketusanturilla varustetulla profilometrillä kolmessa kohdassa onteloa kohden.
- Koemuovauksen validointi — Valmis muotti asennetaan omaan ISBM-koneeseemme ja se suorittaa 500 pullon koekäytön asiakkaan määrittelemällä hartsilla. Ensituotepulloille tehdään seinämän paksuuden, kaulakierteiden toleranssin, pinnan kirkkauden ja mittapysyvyyden tarkastus. Vasta tämän validoinnin jälkeen muotti lähetetään.
- Pakkaus ja ruosteenestokäsittely — Ennen laatikkoon pakkaamista jokainen kiillotettu pinta käsitellään pitkäaikaisella ruosteenestoöljyllä, ja muotti kääritään VCI-paperiin (haihtuva korroosionestoaine). Laatikoissa käytetään 18 mm:n vaneria lämpökäsitellyillä lavoilla, joissa on iskuanturit kuljetuksen valvontaa varten.

Valintaopas – Mitä lähettää meille tarjouspyyntöä varten
Hyvin rajatusta muottitiedustelusta voidaan antaa tarjous 2–3 arkipäivässä. Puutteellinen kysely palautuu yleensä takaisin selventävien kysymysten kera, mikä pidentää tarjouspyyntöaikaa viikolla tai enemmän. Toimita seuraavat tiedot ennen tarjouksen pyytämistä.
- Pullon 3D-tiedosto — STEP, IGES tai natiivi CAD-muoto. Jos sinulla on vain 2D-piirustuksia, se toimii, mutta hidastaa toteutettavuustarkastelua.
- Valmiin pullon tavoitepaino — grammaa pulloa kohden, plus mahdollinen kevennystavoite nykyiseen pakkaukseen verrattuna.
- Kaulan viimeistely vakiona — esimerkiksi PCO 1881, 28-400, 24-410 tai mukautettu suljintyyppi. Määritä kierteiden nousu ja mahdolliset sinettirenkaan vaatimukset.
- Vuotuinen tuotantomäärä — ohjaa reikien lukumäärän suositusta ja teräslajin valintaa.
- Hartsilaatu — PET IV -arvo, PETG-laatu, PC- tai Tritan-spesifikaatio, toimittajan nimi, jos tiedossa. rPET:n osalta ilmoita kierrätysmateriaalin prosenttiosuus ja hiutaleiden lähde.
- Vastaanottava ISBM-koneen malli — Japanilainen ASB, AOKI, Ever-Power tai muu. Lähetä laattapiirustukset, jos saatavilla; voimme tehdä käänteisen mallin muottialueen valokuvasta, jos piirustuksia ei ole saatavilla.
- Reikien määrän mieltymys — jos sinulla on sellainen. Jos ei, suosittelemme vuosittaisen volyymin ja konekapasiteetin perusteella.
- Teräslajin mieltymys — jos sinulla on tietty mieltymys. Jos ei, suosittelemme tuotantomäärän ja hartsityypin perusteella.
- Tavoitetoimituspäivä — jotta voimme varmistaa, sopiiko 35, 45 vai 55 työpäivää aikatauluusi.
Miksi valita Ever-Power ISBM-muottien valmistukseen
Kiinassa on paljon yleisiä muottivalmistajia, jotka antavat tarjouksen ISBM-työkaluprojekteista, ja muutamia japanilaisia ja eurooppalaisia asiantuntijoita, jotka toimittavat poikkeuksellista laatua premium-hintaan. Ever-Powerilla on erityinen asema: oma ISBM-työkaluvalikoima, Koreassa saatavilla oleva toimitusaika ja japanilaista vastaava mittatarkkuus noin puoleen hintaan.
- Omistettu ISBM-työkalupaja — Muottisuunnittelutiimimme työskentelee vain ruiskuvalu-venytyspuhallustyökalujen parissa, ei yleisten muoviruiskuvalumuottien parissa. Tämä erikoistunut keskittyminen näkyy yksityiskohdissa: esimuottien kartiokulmat, puhallusonteloiden tuuletuskuviot, kuumakanavaporttien geometria PET:lle, PETG:lle ja Tritanille.
- Saksalainen 5-akselinen CNC-infrastruktuuri — DMG Mori 5-akseliset työstökeskukset, Sodick-lankakonekipinä, Zeiss-koordinaatistokoneet. Tarkkuuslaitteisiin tehty pääomasijoitus mahdollistaa ±0,01 mm:n toleranssin ilman lisämerkintöjä.
- Sisäinen ISBM-kone validointia varten — jokainen muotti käy läpi koemuovausvalidoinnin oikealla ISBM-koneella ennen lähetystä. Useimmat muottivalmistajat lähettävät testaamattomia työkaluja; me kieltäydymme tekemästä niin, koska ongelmien korjaaminen toimituksen jälkeen maksaa 10 kertaa enemmän kuin niiden korjaaminen tehtaallamme.
- Koneiden ja muottien yhden lähteen vastuullisuus — Kun ostat sekä ISBM-koneen että työkalut Ever-Powerilta, käyttöönoton aikana ei tarvitse syytellä ketään. Jos jokin ei sovi, se on meidän ratkaistavamme.
- Koreankielinen projektitekniikka — Kaksikieliset projektipäälliköt käyvät läpi suunnittelukatselmuksia ja teknisiä selvennyksiä koreaksi. Kommunikaation selkeys muottiprojektin ensimmäisten neljän viikon aikana on suurin yksittäinen aikataulun onnistumisen ennustaja.
- Yli 500 muottia toimitettu vuodesta 2020 lähtien — korealaisille, japanilaisille, vietnamilaisille, thaimaalaisille ja indonesialaisille asiakkaille. Suosituskäyntejä korealaisille potentiaalisille asiakkaille pyynnöstä.
- 35–55 työpäivän toimitusaika — noin 40 prosenttia nopeampi kuin japanilainen OEM-vastaava vastaava ominaisuus vertailukelpoisella reikien määrällä ja monimutkaisuudella.

Usein kysytyt kysymykset
K1: Pudotetaanko mittatilaustyönä tehty muotti suoraan olemassa olevaan ASB-12M- tai AOKI 250 -koneeseeni?
Kyllä, vakiomallisten ASB-12M- ja AOKI 250 -levyasettelujen osalta. Olemme rakentaneet satoja muotteja näille kahdelle koneelle ja meillä on varmennettuja levyasettelupiirustuksia suunnittelukirjastossamme. Epästandardien tai tehtaalla muunneltujen koneiden osalta lähetä meille valokuva muottialueesta tai alkuperäiset OEM-piirustukset, niin tarkistamme yhteensopivuuden ennen teräksen leikkaamista.
K2: Mikä on muotin tyypillinen käyttöikä jatkuvassa tuotannossa?
Riippuu teräslaadusta ja hartsista. H13-työkaluteräksestä valmistetut ontelot kestävät tavallisissa PET-sovelluksissa 3–5 miljoonaa laukausta ennen kunnostusta. S136-ruostumattomasta teräksestä valmistetut ontelot PETG-kosmetiikkasovelluksissa kestävät tyypillisesti 2–3 miljoonaa laukausta. rPET- tai hiomahartsisovelluksissa kromipinnoitetut sisäpinnat pidentää tätä noin 40 prosenttia.
K3: Minkä toleranssin pidätte kaulakierteiden mitoille?
±0,02 mm kriittisen kaulakierteen halkaisijasta, mitattuna Zeissin koordinaattimittauskoneella ja jokainen ontelo varmistettu erikseen. Tämä on toleranssi, jota vaaditaan automaattisen korkintalinjan yhteensopivuudelle korkkien ja teollisuuden Koreassa.
K4: Voitteko valmistaa muotteja BPA-vapaille Tritan- ja PCTG-tuttipulloille?
Kyllä. Tritan- ja PCTG-käsittely vaatii yksilöllisen PID-kuumakanavaohjauksen, kromipäällysteiset virtausreitit hartsin pysähtymisen estämiseksi ja leveämmän porttigeometrian leikkauskuumenemisen vähentämiseksi. Määrittelemme nämä ominaisuudet vakiona kaikissa lastenhoitotyökaluprojekteissa. Yli 310 celsiusasteen PPSU-sovelluksissa käytetään nikkeliseoksesta valmistettuja sylinterivuorauksia.
K5: Mitä tietoja tarvitset minulta räätälöidyn muotin rakentamiseksi?
Vähimmäisvaatimukset: 3D-pullotiedosto (STEP tai IGES), tavoitevuosimäärä, hartsilaatu, vastaanottokoneen malli ja tavoitetoimituspäivämäärä. Voimme edetä fyysisen pullonäytteen tai 2D-piirustusten pohjalta, jos 3D-tiedostoja ei ole saatavilla, mutta toteutettavuustarkastus lisää aikatauluun 3–5 arkipäivää.
K6: Mikä on kustannusero alkuperäiseen japanilaiseen OEM-muottiin verrattuna?
Ever-Powerin mittatilaustyönä tehdyt muotit maksavat tyypillisesti 45–55 prosenttia japanilaisten alkuperäisvalmistajien hinnoista vastaavalla onteloiden määrällä, teräslaadulla ja pintakäsittelyllä. Kustannusero johtuu vertikaalisesta integraatiostamme (sisäinen teräsvarasto) ja alhaisemmista työvoimakustannuksista, ei materiaali- tai valmistusvirheistä.
K7: Tarjoatteko muottien korjausta ja kunnostusta olemassa oleville työkaluille?
Kyllä, kaikille ISBM-työkalumerkeille. Tyypillisiä palveluita ovat onteloiden uudelleenkiillotus, jakolinjan uudelleenkoneistus kulumisen jälkeen, kuumakanavasuuttimen vaihto, keernan vaihto ja jäähdytyskanavien puhdistus. Kunnostustöiden toimitusaika on 15–25 arkipäivää. Lähetä meille valokuvia vaurioituneista komponenteista alustavaa arviointia varten.
K8: Miten vahvistat muotin ennen lähetystä?
Jokainen muotti käy läpi 500 pullon koevalun validoinnin omalla Ever-Power ISBM -koneellamme käyttäen määrittämääsi hartsia ja tavoiteaihiopainoa. Ensituotepullot käyvät läpi CMM-mittatarkastuksen, seinämän paksuuden profiloinnin, kaulakierteiden varmennuksen ja optisen kirkkauden arvioinnin. Validointiraportti (sisältää 20 tehtaallesi toimitettua näytepulloa) toimitetaan muotin mukana hyväksyntätarkastusta varten.
K9: Mitä käytäntöjä teillä on, jos muotti ei toimi asennuksen jälkeen määritellyllä tavalla?
Vakiotakuu kattaa 12 kuukautta asiakkaan luona suoritetusta lopullisesta hyväksyntätestistä lukien valmistusvirheet ja mittaongelmat. Jos muotti tuottaa sovitun erittelyn ulkopuolisia pulloja, katamme kaikki uudelleenkäsittelykustannukset, mukaan lukien komponenttien uudelleenkoneistus, uudelleenkiillotus ja rahti molempiin suuntiin. Takuun ulkopuoliset kulumiseen liittyvät ongelmat hinnoitellaan tapauskohtaisesti.
K10: Voinko vierailla työkalupajassanne ennen tilauksen tekemistä?
Kyllä, ja suosittelemme sitä ensikertalaisille korealaisasiakkaille. Guangdongin tehtaamme on kolmen tunnin lentomatkan päässä Incheonista, ja järjestämme lentokenttäkuljetuksen, tehdaskierroksen (mukaan lukien muottitehdas, ISBM:n koevaluhuone ja laadunvalvontalaboratorio) sekä vertailukäyntejä lähellä oleviin asennettuihin asiakkaisiimme. Käynnit kestävät yleensä kaksi arkipäivää.
Asiakasarvostelut ja kenttäpalaute
"Tarvitsimme uudet 8-pesäiset työkalut 10 vuotta vanhaan ASB-12M-muottiin, kun alkuperäinen japanilainen muotti lopulta kului loppuun. Japanilainen laitevalmistaja antoi meille tarjouksen noin 48 arkipäivästä ja kaksinkertaisesta hinnasta EverPowerin hintaan verrattuna. EverPower-muotti saapui 41 arkipäivässä, putosi koneeseemme seuraavana aamuna, ja CMM-tarkastuksessa kaulakierteiden toleranssi oli itse asiassa tiukempi kuin alkuperäisessä japanilaisessa muotissa. Neljä kuukautta tuotannossa ja ei mitään ongelmia."
Park Ji-hoon, tekninen johtaja, Soulin kosmetiikan sopimuspakkaukset (vuoden 2025 puoliväli)
"Tilasimme 12-pesäisen 15 ml:n silmätippapullomuotin ASB-12M-koneeseemme. Heidän toimittama kuumakanavapohja oli 430 × 140 × 30 mm:n S45C-levy, jossa oli neljä kiinnitysreikää juuri siellä, missä niitä tarvitsimme. Huoltotiimimme asensi sen alle kolmessa tunnissa, koetuotanto sujui moitteettomasti ensimmäisellä kerralla, ja olemme tuottaneet 1,8 miljoonaa pulloa kuukaudessa käyttöönoton jälkeen. Kaulakierteiden toleranssiksi vahvistettiin koordinaattimittauskoneellamme 0,015 mm, mikä on parempi kuin alkuperäinen OEM-spesifikaatio."
Kim Seo-yeon, Tehtaanjohtaja, Daejeon Pharmaceutical Packaging (alkuvuosi 2025)
"Valmistamme 1 litran ruokaöljypulloja 4-pesällisillä pulloilla BPET-94V3-laitteella. Kun alkuperäinen toimittajamme tarjosi uudelle pesäsarjalle 75 päivän toimitusaikaa, soitimme Ever-Powerille toisen korealaisen asiakkaan neuvosta. Muotti saapui 38 työpäivässä, ja sen kirkkaus ja seinämän paksuus vastasivat tai jopa ylittivät alkuperäisen. Sykliaika itse asiassa lyheni 0,4 sekuntia vanhoihin työkaluihimme verrattuna, koska muotonsa säilyttävät jäähdytyskanavat poistavat lämpöä nopeammin. Suurtuotannossa tuo 0,4 sekuntia vastaa noin 190 000 lisäpulloa vuodessa."
Jung Hyun-woo, Tehtaan omistaja, Jeonjun ruokaöljyn pullotus (vuoden 2025 puoliväli)
"K-beauty-asiakkaamme vaati 50 ml:n PETG-seerumipulloa, jossa olisi tietty teräväkulmainen suorakaiteen muotoinen poikkileikkaus. Kaksi kiinalaista muottivalmistajaa hylkäsi geometrian, koska se ei mahdollistanut tasaista puhallusta. Ever-Powerin suunnittelutiimi suoritti venytyssuhdesimulaation, merkitsi, mitkä kulmat ohenisivat, ja suunnitteli muottikartion uudelleen kompensoidakseen tätä. Lopulliset pullot läpäisivät 1,5 metrin pudotustestin viidellä yrityksellä viidestä. Jo pelkkä suunnittelutyö oli hintansa arvoinen."
Lee Min-ji, Tutkimus- ja kehitysinsinööri, Seongnam Cosmetic Packaging (alkuvuosi 2025)
"148 mm:n leveäsuiseen kimchipurkkimuottiin tarvitsimme erityisen vahvan muotin pohjan jäykkyyden, koska puhalluspuristusvoima on huomattava tuolla kaulan halkaisijalla. Ever-Power määritteli 90 mm:n paksuiset P20-taustalevyt ja vahvistetut kulmapultit, jotka ovat painavampia kuin aiempi korealaisvalmisteinen muottimme. Asensimme sen BPET-125V4-koneeseemme, ja tuotanto sujui ilman väljytyksiä ensimmäisestä päivästä lähtien. Sykliaika: 19 sekuntia kaksipesäisellä työkalulla, mikä vastaa täsmälleen spesifikaatiota."
Kim Jae-woo, Toiminnanjohtaja, Gwangju Food Packaging (loppuvuosi 2024)
"Valmistamme 240 ml:n Tritan-tuttipulloja kuusikammioisessa kokoonpanossa. Muotti toimitettiin yksilöllisellä PID-kuumakanavasäätimellä jokaista onteloa kohden, mikä on Tritan-prosessin vaatimusten mukaista. Kaikkien kuuden ontelon terminen stabiilius pysyi 1,2 celsiusasteen sisällä 12 tunnin kelpuutusajon aikana, ja asiakkaamme optisen kirkkauden vaatimukset täyttyivät jokaisessa ontelossa. Kuuden kuukauden päivittäinen tuotanto, ei kellastumista, ei hylkäämistä. Jokaisen euron arvoinen."
Yoon Min-ji, tuotantojohtaja, Ulsan Baby Care Plastics (vuoden 2025 puoliväli)
"AOKI 250 -mallimme on ollut todellinen työjuhta kahdeksan vuotta, mutta alkuperäinen muottivarastomme koostui 12 eri tuotenumerosta, ja korvauskustannukset söivät ylläpitobudjettiamme. Ever-Power kunnosti kolme eniten käytettyä muottiamme noin 52 prosentilla AOKIn tarjoamasta hinnasta. Mittatarkkuus on CMM-tarkistuksessa mahdoton erottaa alkuperäisistä, ja toimitusaika oli 42 arkipäivää AOKIn 90 päivän tarjouksen sijaan. Siirrämme loput 9 muottia Ever-Powerille seuraavan 18 kuukauden aikana."
Choi Yu-jin, laadunvalvontapäällikkö, Ansan Cosmetic Contract Fillers (alkuvuosi 2025)
Aiheeseen liittyvät tuotteet ja vastaavat komponentit
A mukautettu ISBM-muotti saavuttaa nimellissuorituskykynsä vain asennettuna oikean kokoiseen koneeseen ja sopiviin apulaitteisiin. Alla olevat komponentit ilmoitamme yleensä jokaisen työkalutilauksen yhteydessä, ja ne ovat saatavilla Ever-Powerin tai varmennetun kumppaniverkostomme kautta.
- Yhteensopivat ISBM-konealustat — Ever-Powerin koko konevalikoima kattaa tuotannon pilottivaiheen tuotekehityksestä irtotavarana toimitettaviin jumbo-vesigallonoihin asti. 4-asemainen ISBM-kone perhe hoitaa useimmat korealaiset kosmetiikka- ja lääketeollisuuden sovellukset, kun taas 3-asemainen ISBM-kone Linja sopii suurten volyymien lyhytkiertoiseen juomien ja kotitalouskemikaalien tuotantoon.
- Öljytön ruuvikompressori muotisi puhallusilman tarpeeseen sopivaksi mitoitettu, tyypillisesti 3,5 MPa nopeudella 2–5 kuutiometriä minuutissa pullon koosta ja onteloiden lukumäärästä riippuen. Luokan 0 öljyttömyyssertifikaatti on pakollinen elintarvikekäyttöön ja lääkekäyttöön. Sopivia yksiköitä on saatavilla kauttamme. öljyttömän kompressorin kumppani.
- Jäähdytin- ja jäähdytystornipari syöttäen 12 celsiusasteen kylmää vettä muotin muotoon muotoiltuihin jäähdytyskanaviin määritellyllä paineella ja virtausnopeudella. Oikein mitoitettu jäähdytys on usein ratkaiseva tekijä siinä, saavuttaako muotti nimellissykliaikansa vai toimiiko se 10–15 prosenttia hitaammin todellisessa tuotannossa.
- Muotin lämpötilansäätimet — yksi yksikkö esimuotille (tyypillinen asetusarvo 15–25 celsiusastetta PET:lle) ja yksi puhallusontelolle (10–18 celsiusastetta PET:lle, jopa 95 celsiusastetta PC:lle). Kaksialueyksiköt käsittelevät paksuseinäisiä PCTG:tä ja PPSU:ta ilman paikallisia kuumia kohtia.
- Tarkkuusvaihteiston komponentit — koneen kääntöpöydän indeksointikäyttöä ja kiristysmekanismia varten. Karkaistusta seosteräksestä valmistetut akselit ja raskaaseen käyttöön tarkoitetut laakerit ovat saatavilla valikoimastamme. tarkkuusvetoakselin kumppani kohteille, jotka tarvitsevat nopeaa paikallista täydennystä.
- Kuivausainehartsikuivain integroidulla kastepisteen valvonnalla. Kriittinen PET-, PC- ja PPSU-muovien prosessoinnissa, joissa jo 0,05 prosentin ylimääräinen kosteus aiheuttaa hydrolyysin aiheuttamia hopeajuovia valmiissa pullossa.
- Robotti noutokuljetin ja konenäkötarkastus — arvokkaille lääke- ja kosmetiikkatuotteille, joissa odotetaan virheetöntä toimitusta täyttöön asti. Konenäköjärjestelmät merkitsevät kaikki toleranssin ylittävät pullot ennen kuin ne päätyvät pakkauksiin.

Oletko valmis määrittelemään seuraavan räätälöidyn ISBM-muottisi?
Lähetä meille pullosi 3D-tiedosto, tavoitevuositilavuus, hartsilaatu ja vastaanottokoneen malli. Suunnittelutiimimme lähettää täydellisen toteutettavuusraportin ja läpinäkyvän tarjouksen 3 arkipäivän kuluessa, mukaan lukien teräslaatusuositukset, reikien määrän optimointi, sykliajan arvio ja vahvistettu 35–55 arkipäivän toimitusaikataulu.
Ota yhteyttä korealaiseen suunnittelutiimiimme räätälöityä työkaluehdotusta varten.
Lisätiedot
| Toimittaja | Cxm |
|---|