Изготовление пресс-форм для одноэтапного литья под давлением с растяжением и выдуванием (ISBM) по индивидуальному заказу

Компания Ever-Power проектирует и производит на заказ одноэтапные литьевые формы для выдувного формования под давлением с растяжением для машин ISBM, включая ASB-12M, ASB-70DPH, AOKI 250 и все платформы Ever-Power с 3/4/6 станциями, предназначенные для корейского рынка. Формы изготавливаются на собственном 5-осевом станке с ЧПУ в Германии из сталей S136, H13, 718H и P20. Каждая форма поддерживает количество ячеек от 1 до 28, объем бутылок от 5 мл до 5 л, а типичные сроки выполнения заказа составляют от 35 до 55 рабочих дней. Каждая форма отгружается после проверки в процессе пробного формования на нашем собственном станке ISBM, включая отчеты о проверке первого образца.
Обзор продукта
Разница между посредственной и превосходной линией по производству бутылок почти всегда заключается в оснастке. Машина обеспечивает усилие смыкания, нагрев и давление воздуха, но форма, прозрачность, толщина стенок и точность резьбы горлышка каждой отгружаемой бутылки определяются пресс-формой. Компания Ever-Power проектирует и производит изготовление на заказ одноэтапных литьевых форм методом выдувного формования с растяжением для корейских и восточноазиатских упаковочных фабрик, которые переросли возможности стандартной оснастки и нуждаются в высокоточных, точно соответствующих размерам пресс-формах, которые устанавливаются непосредственно на существующие платформы ISBM без переходных пластин, повторной обработки установочных втулок и пробной настройки.
Каждый литье под давлением с растяжением и выдувным формованием Наша продукция изготавливается собственными силами на нашем инструментальном цехе в Гуандуне площадью 30 000 квадратных метров, на немецких 5-осевых обрабатывающих центрах с ЧПУ и прецизионных электроэрозионных проволочно-резательных станках Sodick. Мы поддерживаем складской запас стали семи стандартных марок для изготовления пресс-форм — S136, H13, 718H, 2316, P20, NAK80 и алюминия 7075 — что позволяет нам начать предварительную обработку в течение 48 часов после утверждения проекта. Полный цикл от утвержденного CAD-проекта до проверенной пресс-формы обычно занимает от 35 до 55 рабочих дней в зависимости от количества полостей и геометрической сложности, что примерно на 40 процентов быстрее, чем у японских OEM-производителей, и на 60 процентов быстрее, чем у европейских пресс-форм. Каждая готовая пресс-форма проходит пробную отливку на нашем собственном станке ISBM с использованием указанной вами смолы, прежде чем покинуть завод.

Наиболее часто задаваемый корейскими покупателями вопрос — совместимость оборудования. Мы изготавливаем пресс-формы на заказ, которые устанавливаются непосредственно на все распространенные платформы ISBM, включая японские ASB-12M, ASB-50MB, ASB-70DPH, ASB-70DPW, Nissei ASB, AOKI 250, AOKI 350, а также собственные семейства машин Ever-Power HGY и BPET. При переходе с устаревшей японской машины на новую корейскую платформу Ever-Power, ваши инвестиции в существующие пресс-формы не нужно списывать — мы проверяем совместимость размеров по вашим старым чертежам оснастки и, при необходимости, изготавливаем переходные пластины для плит по себестоимости. Для новых проектов, где вы предоставляете только чертеж готовой бутылки, наша инженерная команда проводит моделирование коэффициента растяжения, оптимизацию веса заготовки и планирование кавитации перед резкой стали.
Возможности по количеству полостей варьируются от одногнездных форм для 5-литровых бутылок с водой до 28-гнездных микрокапельных форм для фармацевтической промышленности, и ограничиваются только физическими размерами плиты принимающей машины. Типичные корейские косметические и фармацевтические производства используют формы с 4-12 гнездами, в то время как крупные заводы по производству напитков и бытовой химии часто используют формы с 8-16 гнездами. Толщина стенок не превышает 0,05 мм, допуск на резьбу горловины не превышает 0,02 мм по критическим размерам, а качество поверхности достигает зеркальной полировки SPI A-1 (Ra 0,05) в тех гнездах, где требуется безупречная прозрачность для высококачественной косметической упаковки из PETG и PCTG.
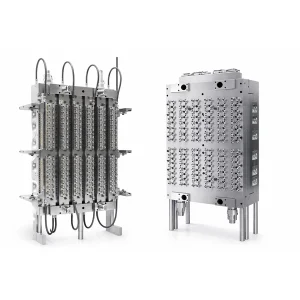
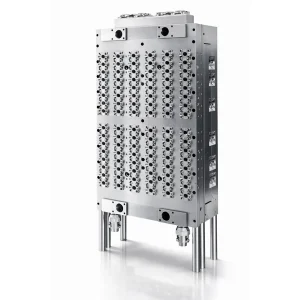
Анатомия компонентов пресс-формы — четыре важнейших узла.
Полный комплект пресс-форм ISBM, изготовленный за один этап, состоит из четырех отдельных узлов, каждый из которых изготовлен из стали разных марок для удовлетворения различных механических требований. Понимание того, как эти узлы взаимодействуют друг с другом, является первым шагом к выбору подходящей пресс-формы для вашего применения.

1. Полость для литья заготовки под давлением
На этом этапе расплавленная смола впрыскивается вокруг стержня литья под давлением, образуя заготовку — промежуточный элемент в форме пробирки, который станет конечной бутылкой. Полость определяет профиль корпуса заготовки, толщину стенок и геометрию горлышка. Поскольку горлышко полностью формируется на этом этапе и никогда не изменяется впоследствии, это наиболее важный компонент пресс-формы с точки зрения точности резьбы и надежности укупорки. Мы изготавливаем полости для заготовок из нержавеющей стали S136, закаленной в вакууме до твердости HRC 48-52 и отполированной до Ra 0,05 на поверхностях, критически важных для чистоты. Для тяжелых условий эксплуатации ПЭТ и rPET, превышающих 3 миллиона циклов в год, мы переходим на инструментальную сталь H13 с твердостью HRC 52-54 для увеличения срока службы.
2. Сборка стержня сердечника (оправка)
Шток перемещает горячую заготовку от станции впрыска через последующие станции растяжения-продувки, а также формирует внутреннюю часть заготовки во время впрыска. Точность размеров здесь абсолютная: любое отклонение диаметра штока напрямую приводит к изменению толщины стенки бутылки. Для большинства применений мы производим штоки из предварительно закаленной инструментальной стали 718H (HRC 30-35), а для интенсивного высокоциклового производства — из холоднокатаной стали Cr12MoV с твердостью HRC 58-60. Внутренние каналы охлаждения внутри каждого штокового стержня просверлены на станке Mori Seiki BTA для обеспечения прямолинейности в пределах 0,03 мм по всей длине.
3. Выдувная форма
Выдувная полость определяет окончательную внешнюю форму бутылки — профиль корпуса, геометрию основания, этикетку, контуры захвата. Она открывается и закрывается при каждом цикле, чтобы извлечь готовую бутылку, поэтому точность сопрягаемых поверхностей определяет, появится ли заусенец на линиях разъема. Мы обрабатываем выдувные полости либо из нержавеющей стали S136 (для длительного срока службы), либо из алюминия 7075-T6 (для мелкосерийного производства или быстро меняющейся геометрии косметических изделий, где снижение веса имеет значение для сервоприводной системы индексации станка). Конформные каналы охлаждения обволакивают сложные контуры бутылки, отводя тепло на 15–20 процентов быстрее, чем прямые линии сверления, что напрямую сокращает время цикла.
4. Система горячего впуска
Система горячего канала распределяет расплавленную смолу от пластифицирующего шнека машины по каждой полости многогнездной пресс-формы. В одногнездных пресс-формах это более простая форсунка, но в пресс-формах с 12 или 24 полостями коллектор становится единственным наиболее важным фактором, определяющим баланс наполнения и однородность бутылок. Мы используем стандартное монтажное основание из стали S45C размерами, соответствующими оборудованию заказчика — например, в пресс-форме для 15-миллилитровых флаконов-капельниц, которую мы недавно изготовили для корейского фармацевтического клиента, использовалось основание горячего канала размером 430 × 140 × 30 мм с 4 сквозными монтажными отверстиями диаметром Ø14 мм, предназначенными для прямой установки на плиту из стали ASB-12M. Сам коллектор включает в себя форсунки горячего канала, аналогичные Yudo или Hasco, с ПИД-регулированием нагрева и хромированными внутренними каналами для предотвращения деградации смолы в зонах простоя пресс-формы.
Материалы для изготовления пресс-форм — выбор правильного сорта стали
Выбор стали для формовок является важнейшим фактором долгосрочной экономической эффективности производства. Высококачественная сталь стоит на 30-50% дороже на начальном этапе, но служит в 3-5 раз дольше в процессе производства, существенно снижая общую стоимость владения. Для заказов корейских клиентов мы поддерживаем на складе следующие семь марок стали, при этом марка стали указывается для каждого компонента в зависимости от вашего годового объема производства и характеристик смолы.
| Марка стали | Эквивалентный стандарт | Твердость | Лучше всего подходит для |
|---|---|---|---|
| С136 | DIN 1.2083 | HRC 48-52 | Для создания критически важных по прозрачности косметических полостей из ПЭТГ и нанесения зеркальной полировки. |
| H13 | DIN 1.2344 | HRC 52-54 | Высокопрочный ПЭТ и переработанный ПЭТ для высокопроизводительного производства напитков. |
| 718H | DIN 1.2738H | HRC 30-35 | Стержни и заготовки для полостей среднего срока службы, общего назначения. |
| 2316 | DIN 1.2316 | HRC 30-34 | Коррозионностойкие материалы, ПВХ и кислотоустойчивые смолы. |
| П20 | DIN 1.2311 | HRC 28-33 | Основания пресс-форм, опорные плиты пресс-форм. |
| NAK80 | JIS G4404 | HRC 37-43 | Альтернатива стали S136 в случаях, когда свариваемость имеет значение при доработке. |
| Al 7075-T6 | EN AW-7075 | HB 150 | Сокращенное производство косметических вакуумных полостей, приоритет — снижение веса. |
| S45C | JIS G4051 | HB 190-230 | Монтажные основания для горячеканальных систем, некритичные конструктивные элементы |
Как правило, правильно подобранный комплект пресс-форм включает в себя четыре-пять марок стали для различных компонентов: S136 для критически важной по прозрачности полости заготовки, H13 для полости выдувного формования при длительном цикле производства, 718H для стержней сердечника, P20 для опорных плит и S45C для основания горячеканальной системы. Наша инженерная команда рекомендует оптимальное сочетание марок стали для вашего конкретного чертежа бутылки и годового объема производства после анализа спецификации смолы и целевого производственного графика.
Матрица совместимости машин
Каждый изготовленная на заказ пресс-форма ISBM Размеры изготавливаемых нами изделий рассчитаны на конкретную приемную машину. Ниже приведена таблица совместимости, охватывающая наиболее распространенные японские, европейские и корейские платформы на упаковочных фабриках Восточной Азии. Если вашей машины нет в списке, пришлите нам чертежи плит, и мы проверим расстояние между стяжными стержнями, шаг стержня и интерфейс сопла перед тем, как предложить вам цену.
| Машинная платформа | Источник | Станции | Совместимость без доработок |
|---|---|---|---|
| ASB-12M | Япония (Ниссей ASB) | 4 | Полностью готовая к использованию; встроенный интерфейс прижимной пластины. |
| ASB-50MB | Япония (Ниссей ASB) | 3 / 4 | Полностью готов к установке; проверено для конфигураций с 3 и 4 станциями. |
| ASB-70DPH | Япония (Ниссей ASB) | 4 | Полностью готовая к установке; усиленная версия серии ASB-70. |
| ASB-70DPW | Япония (Ниссей ASB) | 4 | Полностью вставляемая; вариант с широким горлышком, ширина шейки до 148 мм. |
| AOKI 250 | Япония (Аоки) | 3 | Полностью готовая к установке; согласованный шаг шейного кольца и стержня сердечника. |
| AOKI 350 | Япония (Аоки) | 3 / 4 | Полностью готовая к установке конструкция; при необходимости доступен адаптер с фланцем нестандартной формы. |
| Устаревшая европейская 3/4-станционная система | Европа (различные) | 3 / 4 | Переходные пластины изготавливаются по себестоимости; для проверки требуются чертежи. |
Диапазон количества полостей и типичные характеристики бутылок
Вопрос кавитации решается совместно конструктором пресс-формы, техническими характеристиками оборудования и годовым объемом производства заказчика. В таблице ниже приведена сводная информация о типичном диапазоне параметров, которые мы обычно поставляем, хотя возможны и индивидуальные конфигурации за пределами этих диапазонов при использовании специализированных машин.
| Количество кариесов | Типичный объем бутылки | Типичное применение | Рекомендуемая машина |
|---|---|---|---|
| 1 | 2 л – 5 л | Большие бутылки с водой, банки с продуктами, емкости для химикатов. | BPET-125V4, HGY250-V4 |
| 2 | 1 л – 3 л | Банки для кимчи, растительное масло, моющие средства оптом. | BPET-94V3, HGY200-V4 |
| 4 | 500 мл – 1,5 л | Бутылки для напитков, косметический лосьон, бытовая химия | BPET-70V4, HGY150-V4 |
| 6 | 250 мл – 800 мл | Сыворотка для корейской косметики, фармацевтические флаконы, флаконы-распылители. | HGY150-V4, BPET-94V3 |
| 8 | 100 мл – 500 мл | Небольшие косметические флаконы, флаконы для глазных капель, пробные флаконы. | ХГИ200-В4, БПЭТ-94В3, ХГИС280-В6 |
| 12 | 50 мл – 200 мл | Фармацевтические флаконы-капельницы, косметика дорожного размера. | BPET-125V4, HGYS280-V6 |
| 16 | 30 мл – 120 мл | Флаконы с косметическими принадлежностями для отеля, ампулы для инъекций, маленькая пипетка. | HGY250-V4, HGY650-V4 |
| 24 – 28 | 5 мл – 50 мл | Микрофармацевтические флаконы, глазные капли в индивидуальной дозировке | HGY650-V4, специализированные платформы |
6-шаговый рабочий процесс индивидуального производства
С момента утверждения дизайна вашей бутылки, весь процесс... литье под давлением с растяжением и выдувным формованием на заказ Производственный цикл составляет от 35 до 55 рабочих дней в зависимости от количества полостей и геометрической сложности. Ниже представлен шестиэтапный рабочий процесс, который проходит каждый проект, с документированными контрольными точками утверждения между этапами.
Этап 1 — Анализ проекта и оценка его осуществимости (2–5 дней)
Вы присылаете нам 3D STEP-файл или физический образец бутылки, а также целевой годовой объем производства, спецификацию смолы и модель приемного оборудования. Наша инженерная команда проверяет геометрию на предмет возможности применения технологии выдувного формования, отмечает любые необычные конструктивные особенности (острые углы, экстремальные соотношения сторон, тонкие стенки) и рекомендует оптимальное количество полостей для достижения целевого объема производства. Письменный отчет о возможности применения с расчетом веса заготовки предоставляется в течение 3 рабочих дней.
Этап 2 — 3D CAD-моделирование и моделирование потоков (3–7 дней)
После утверждения технико-экономического обоснования наша команда CAD-специалистов создает полную 3D-модель пресс-формы, включая полость заготовки, профиль стержня сердечника, полость для продувки, коллектор горячего канала и схему расположения каналов охлаждения. Моделирование потока расплава и коэффициента растяжения позволяет выявить потенциальные проблемы с толщиной стенок до начала резки стали. Вы получаете 3D-модель для утверждения проекта, как правило, с одним раундом доработок перед продолжением работы.
Этап 3 — Закупка стали и предварительная обработка (5–10 дней)
Мы поддерживаем складской запас сталей марок S136, H13, 718H, P20, NAK80 и S45C стандартных размеров, поэтому предварительная обработка начинается в течение 48 часов после утверждения CAD-модели. Черновая обработка удаляет 90% материала на 5-осевых станках с ЧПУ и автоматической сменой инструмента, после чего заготовки перемещаются на сверление глубоких отверстий для каналов охлаждения. Для высококачественных сталей S136 и H13, используемых в ответственных деталях полостей, следует вакуумная закалка для достижения заданной твердости.
Этап 4 — Высокоточная 5-осевая обработка на станках с ЧПУ и электроэрозионная обработка (15–20 дней)
Чистовая обработка на немецких 5-осевых обрабатывающих центрах DMG Mori обеспечивает допуски по размерам в пределах ±0,01 мм для критически важных геометрических форм шейки и затвора. Электроэрозионная обработка проволокой Sodick позволяет обрабатывать тонкие детали, недоступные для фрезерования, включая отверстия для выталкивателей, вентиляционные щели и радиусные элементы. Каждый компонент, обработанный на станке с ЧПУ, проходит через нашу измерительную станцию Zeiss CMM для проверки размеров перед отправкой в полировальный цех.
Этап 5 — Полировка и термообработка (7–10 дней)
Поверхности, критически важные для чистоты, в заготовках и выдувных полостях подвергаются ручной полировке алмазной пастой до достижения оптической зеркальной поверхности SPI A-1 (Ra 0,05). Этот этап не может быть автоматизирован — он зависит от квалифицированных полировщиков, которые тратят от 8 до 20 часов на каждую полость в зависимости от сложности. Некритичные поверхности получают поверхность SPI B-2 или B-3. Заключительная термообработка стабилизирует точность размеров перед сборкой.
Шаг 6 — Пробное формование и проверка (3–5 дней)
Перед отгрузкой каждая пресс-форма проходит пробную проверку на нашем собственном оборудовании ISBM с использованием указанной вами смолы и целевого веса заготовки. Первые образцы бутылок проходят проверку размеров с помощью координатно-измерительной машины, профилирование толщины стенок и оценку оптической прозрачности. Отчет о проверке, включающий образцы бутылок, данные измерений и подтверждение времени цикла, отправляется вместе с пресс-формой на ваш завод для окончательной приемки.

Применение в различных отраслях промышленности
За последние три года заказы корейских и восточноазиатских клиентов сгруппировались в пять отраслевых сегментов, каждый из которых имеет свои особые технические приоритеты. Ниже описан наш подход к этому вопросу. форма для бутылок на заказ Технические характеристики различаются для каждого сектора.
Корейская косметика и премиальная косметическая упаковка
Корейские косметические бренды требуют идеально гладкой поверхности флаконов для сывороток, кремов и тоников из ПЭТГ и ПКТГ. Для этого сектора мы используем полости из нержавеющей стали S136 с шероховатостью Ra 0,05 на всех критически важных для прозрачности поверхностях, уделяя особое внимание точности резьбы горлышка для совместимости с автоматизированными линиями укупорки. Типичными являются небольшие партии корейской косметики (от 20 000 до 100 000 единиц за кампанию), поэтому мы оптимизируем удобство переналадки, используя быстросъемные зажимы на пресс-форме для заготовок. Типичные конфигурации — от 4 до 8 полостей на флаконах объемом от 30 мл до 200 мл.

Флаконы с фармацевтическими глазными каплями и сиропами
Для фармацевтической упаковки требуется абсолютная точность размеров, необходима защита от вскрытия и от детей. Допуск на резьбу горловины составляет 0,02 мм, что обеспечивается проверкой каждой ячейки с помощью координатно-измерительной машины Zeiss перед отгрузкой. Для производства, соответствующего стандартам GMP для чистых помещений, мы используем коррозионностойкую нержавеющую сталь 2316 для всех компонентов, контактирующих с растворами для промывки. Типичные проекты в корейской фармацевтической промышленности включают от 8 до 16 ячеек на флаконах объемом от 5 до 120 мл, и пример пресс-формы для флакона-капельницы 15 мл 12M 1×6, которую мы недавно изготовили для фармацевтического клиента из Тэджона, является типичным образцом этой категории.

Бутылки с напитками и минеральной водой
Крупномасштабное производство напитков (более 1 миллиона бутылок в год на одну наименование продукции) требует долговечной оснастки с высокой износостойкостью. В данном случае мы используем инструментальную сталь H13 с твердостью HRC 52-54 для полостей заготовок и выдувных полостей, а также глубоко просверленные конформные каналы охлаждения для минимизации времени цикла. Для обработки переработанного ПЭТ (rPET) хромированные внутренние поверхности коллектора горячего канала защищают от абразивных загрязнений. Типичные конфигурации включают от 4 до 8 полостей на бутылках объемом от 500 мл до 2 л.

Банки для еды с широким горлышком и контейнеры для кимчи
Банки для корейской кимчи, кочуджанга, меда и соусов с диаметром горлышка до 148 мм представляют собой сложную задачу с точки зрения конструкции. Площадь пресс-формы в 3-5 раз больше, чем у стандартных косметических флаконов, а это значит, что усилие сжимающего выхлопа должно быть соответствующим. Мы изготавливаем основания пресс-форм из стали P20 достаточной толщины, чтобы противостоять деформации при усилии сжимающего выхлопа более 300 кН, и используем увеличенные зазоры разъема с точно настроенной вентиляцией для предотвращения образования облоя. Типичные конфигурации включают от 1 до 2 полостей на банках объемом от 500 мл до 3 л.

Детские бутылочки и упаковка для ухода за младенцами без бисфенола-А
Для производства детских бутылочек из тритана, поликарбоната и ППСУ требуются термостабильные системы горячего литья, поскольку эти смолы обрабатываются в узком температурном диапазоне (обычно от 260 до 340 градусов Цельсия в зависимости от марки). Мы используем форсунки горячего литья, аналогичные Yudo, с индивидуальным ПИД-регулированием для каждой полости, хромированные каналы для устранения застойных зон и никелевые вкладыши для ППСУ, работающие при температурах выше 310 градусов Цельсия. Типичные конфигурации включают от 4 до 8 полостей на бутылках объемом от 150 до 330 мл.

Контроль качества и предпродажные испытания
Каждый литье под давлением с растяжением и выдувным формованием Изделия покидают наш завод только после прохождения четырех этапов проверки размеров и функциональности. Письменный отчет о контроле качества отправляется вместе с пресс-формой на ваш завод, и все данные сохраняются в нашей системе управления качеством для обеспечения гарантийного обслуживания.
- Проверка размеров на КИМ — 3D-координатно-измерительная машина Zeiss контролирует критически важные размеры (диаметр резьбы шейки, распределение толщины стенки, глубина полости, линии разъема сопрягаемых поверхностей) с точностью ±0,01 мм. Каждая полость в многогнездной пресс-форме измеряется индивидуально, а не выборочно.
- Испытание на герметичность под давлением воды — Каналы конформного охлаждения подвергаются давлению 1,0 МПа в течение 15 минут, при этом собранная форма погружена в контрольную ванну. Образование любых пузырьков указывает на утечку, которую необходимо устранить перед следующим этапом.
- Оптический контроль поверхности — Отполированные полости осматриваются под стереомикроскопом с 50-кратным увеличением на наличие микроцарапин, остатков полировки или следов переплавленного слоя, образовавшегося в результате электроэрозионной обработки. Шероховатость поверхности Ra проверяется контактным профилометром в трех точках на каждой полости.
- Проверка пробного формования — Полностью собранная форма устанавливается на наш собственный станок ISBM, и на ней проводится пробное производство 500 бутылок с использованием смолы, указанной заказчиком. Первые образцы бутылок проверяются на толщину стенок, допуск резьбы горлышка, прозрачность поверхности и стабильность размеров. Только после успешного прохождения этой проверки форма отгружается.
- Упаковка и антикоррозийная обработка — Перед упаковкой каждая полированная поверхность покрывается долговременным антикоррозийным маслом, а форма обернута бумагой с летучими ингибиторами коррозии (VCI). Для упаковки используется 18-миллиметровая фанера на термообработанных поддонах с датчиками удара для контроля транспортировки.

Руководство по выбору — Что нам нужно отправить для получения ценового предложения
Тщательно подготовленный запрос на изготовление изделия из плесени может быть оценен в течение 2-3 рабочих дней. Неполный запрос обычно сопровождается уточняющими вопросами, что увеличивает срок подготовки сметы на неделю или более. Перед запросом сметы, пожалуйста, предоставьте следующую информацию.
- 3D-файл бутылки — Формат STEP, IGES или собственный формат САПР. Если у вас есть только 2D-чертежи, это тоже подойдет, но замедлит оценку целесообразности.
- Целевой вес готовой бутылки — граммов на бутылку, плюс любые целевые показатели снижения веса по сравнению с существующей упаковкой.
- Стандарт отделки грифа — например, PCO 1881, 28-400, 24-410 или нестандартный тип затвора. Укажите шаг резьбы и любые требования к кольцу, обеспечивающему защиту от вскрытия.
- Годовой объем производства — определяет рекомендуемое количество полостей и выбор марки стали.
- смоляного качества — Значение IV для ПЭТ, марка ПЭТГ, спецификация ПК или тритана, название поставщика (если известно). Для переработанного ПЭТ укажите процентное содержание переработанного материала и источник хлопьев.
- Модель приемного устройства ISBM — Японские ASB, AOKI, Ever-Power или другие. Приложите чертежи плиты, если они есть; если чертежи отсутствуют, мы можем выполнить обратное проектирование по фотографии области пресс-формы.
- Предпочтение по количеству полостей — если он у вас есть. Если нет, мы рекомендуем исходя из годового объема и возможностей оборудования.
- Предпочтение отдается определенному сорту стали. — если у вас есть особые предпочтения. В противном случае, мы рекомендуем исходя из объёма производства и типа смолы.
- Целевая дата доставки — чтобы мы могли подтвердить, соответствует ли 35, 45 или 55 рабочих дней вашему графику.
Почему стоит выбрать Ever-Power для производства пресс-форм ISBM?
В Китае множество обычных цехов по изготовлению пресс-форм, которые предлагают услуги по проектированию оснастки для ISBM, а также несколько японских и европейских специалистов, которые обеспечивают исключительное качество по высоким ценам. Компания Ever-Power занимает особое положение: специализированная оснастка для ISBM, доступные сроки поставки (как в Корее) и точность размеров, эквивалентная японской, при примерно вдвое меньшей стоимости.
- Специализированная инструментальная мастерская для межконтинентальных баллистических ракет — Наша команда инженеров-конструкторов пресс-форм работает исключительно с оснасткой для литья под давлением с растяжением и выдуванием, а не с обычными пресс-формами для литья пластмасс под давлением. Эта специализация проявляется в деталях: углы конусности заготовки, схемы вентиляции полости для выдувания, геометрия литникового канала для ПЭТ, ПЭТГ и тритана.
- Немецкая инфраструктура 5-осевых станков с ЧПУ — Пятиосевые обрабатывающие центры DMG Mori, проволочно-электроэрозионные станки Sodick, координатно-измерительные машины Zeiss. Капитальные вложения в прецизионное оборудование позволяют достичь допуска ±0,01 мм без завышенной наценки.
- Собственный аппарат ISBM для валидации. — Перед отправкой каждая пресс-форма проходит пробную проверку на реальном станке ISBM. Большинство цехов по производству пресс-форм отправляют непроверенную оснастку; мы отказываемся это делать, потому что стоимость устранения неполадок после доставки в 10 раз превышает стоимость их обнаружения на нашем заводе.
- Ответственность за производство оборудования и пресс-форм от одного поставщика — Когда вы приобретаете у Ever-Power и станок ISBM, и оснастку, на этапе ввода в эксплуатацию не будет никаких взаимных обвинений. Если что-то не подходит, это наша проблема, которую мы должны решить.
- Проектирование на корейском языке — Двуязычные менеджеры проектов проводят обзоры проекта и технические разъяснения на корейском языке. Четкость коммуникации в течение первых 4 недель проекта по изготовлению пресс-формы является важнейшим фактором, определяющим успешность соблюдения сроков.
- С 2020 года поставлено более 500 пресс-форм. — клиентам из Кореи, Японии, Вьетнама, Таиланда и Индонезии. По запросу потенциальным клиентам из Кореи возможна ознакомительная поездка.
- Срок выполнения заказа: от 35 до 55 рабочих дней. — примерно на 40 процентов быстрее, чем аналогичный продукт японского производителя при сопоставимом количестве полостей и сложности конструкции.

Часто задаваемые вопросы
В1: Можно ли установить вашу пресс-форму непосредственно на мой существующий станок ASB-12M или AOKI 250?
Да, для стандартных конфигураций плит ASB-12M и AOKI 250. Мы изготовили сотни пресс-форм для этих двух машин и храним проверенные чертежи конфигураций плит в нашей инженерной библиотеке. Для нестандартных или модифицированных на заводе машин пришлите нам фотографию области пресс-формы или оригинальные чертежи производителя, и мы проверим совместимость перед резкой стали.
В2: Каков типичный срок службы пресс-формы в условиях непрерывного производства?
Зависит от марки стали и смолы. Полости из инструментальной стали H13, используемые в стандартных процессах обработки ПЭТ, обеспечивают от 3 до 5 миллионов циклов обработки до необходимости ремонта. Полости из нержавеющей стали S136, используемые в косметических процессах с ПЭТГ, обычно достигают 2–3 миллионов циклов обработки. Для процессов обработки переработанного ПЭТ или абразивных смол хромированные внутренние поверхности увеличивают этот показатель примерно на 40 процентов.
В3: Какой допуск вы допускаете для размеров резьбы шейки?
Допуск ±0,02 мм на критический диаметр резьбы горловины, измеренный на координатно-измерительной машине Zeiss, при этом каждая полость проверялась индивидуально. Это допуск, необходимый для совместимости с автоматизированными линиями укупорки в корейском фармацевтическом и пищевом производстве.
Вопрос 4: Можете ли вы изготовить формы для детских бутылочек из тритана и PCTG, не содержащих бисфенол А?
Да. Для обработки тритана и PCTG требуется индивидуальное ПИД-регулирование горячего канала, хромированные каналы подачи для предотвращения застоя смолы и более широкая геометрия литникового канала для снижения нагрева от сдвига. Мы указываем эти характеристики в стандартной комплектации для любого проекта по изготовлению оснастки для детских товаров. Для применения в производстве PPSU при температурах выше 310 градусов Цельсия устанавливаются никелевые вкладыши цилиндра.
В5: Какая информация вам от меня нужна для изготовления пресс-формы на заказ?
Минимальный объем работ: файл 3D-модели бутылки (STEP или IGES), целевой годовой объем производства, марка смолы, модель приемного оборудования и целевая дата поставки. Если 3D-файлы недоступны, мы можем использовать физический образец бутылки или 2D-чертежи, но анализ целесообразности добавит к сроку от 3 до 5 рабочих дней.
В6: В чем разница в стоимости по сравнению с оригинальной японской OEM-пресс-формой?
Изготовление пресс-форм на заказ компанией Ever-Power обычно обходится в 45-55 процентов от цены японских OEM-производителей при эквивалентном количестве полостей, марке стали и качестве обработки поверхности. Разница в стоимости обусловлена нашей вертикальной интеграцией (склад стали на собственном производстве) и более низкими расценками на рабочую силу, а не компромиссами в отношении материалов или качества изготовления.
В7: Предлагаете ли вы ремонт и восстановление пресс-форм для имеющегося оборудования?
Да, для инструментов ISBM любой марки. Типичные услуги включают повторную полировку полостей, повторную обработку линии разъема после износа, замену сопла горячеканальной системы, замену стержня сердечника и очистку каналов охлаждения. Срок выполнения работ по восстановлению составляет от 15 до 25 рабочих дней. Пришлите нам фотографии поврежденных компонентов для предварительной оценки.
В8: Как вы проверяете пресс-форму перед отгрузкой?
Каждая пресс-форма проходит проверку качества литья 500 бутылок на нашем собственном оборудовании Ever-Power ISBM с использованием указанной вами смолы и целевого веса заготовки. Первые образцы бутылок проходят проверку размеров с помощью координатно-измерительной машины (CMM), профилирование толщины стенок, проверку резьбы горлышка и оценку оптической прозрачности. Отчет о проверке качества (включая 20 образцов бутылок, отправленных на ваш завод) прилагается к пресс-форме для подтверждения приемки.
В9: Какова ваша политика в случае, если после установки пресс-форма не будет работать должным образом?
Стандартная гарантия действует в течение 12 месяцев с момента окончательной приемки на предприятии заказчика и распространяется на производственные дефекты и несоответствия размерам. Если пресс-форма производит бутылки, не соответствующие согласованным спецификациям, мы покрываем все расходы на доработку, включая повторную механическую обработку компонентов, повторную полировку и доставку в обе стороны. Вопросы износа, не покрываемые гарантией, рассматриваются индивидуально.
В10: Могу ли я посетить ваш инструментальный магазин перед оформлением заказа?
Да, и мы рекомендуем это для корейских клиентов, которые обращаются к нам впервые. Наш завод в провинции Гуандун находится в 3 часах полета от Инчхона, и мы организуем встречу в аэропорту, экскурсию по предприятию (включая цех пресс-форм, пробную формовочную комнату ISBM и лабораторию контроля качества), а также ознакомительные визиты к нашим клиентам, которые уже используют нашу продукцию. Визиты обычно занимают 2 рабочих дня.
Отзывы клиентов и обратная связь с места событий.
«Нам потребовалась замена 8-гнездной оснастки для нашего 10-летнего станка ASB-12M после того, как оригинальная японская пресс-форма окончательно износилась. Японский производитель запросил примерно 48 рабочих дней и вдвое больше, чем у Ever-Power. Пресс-форма Ever-Power прибыла за 41 рабочий день, была установлена на наш станок на следующее утро, и допуск на резьбу в шейке оказался даже точнее, чем у оригинальной японской пресс-формы, что подтвердилось при проверке на КИМ. Четыре месяца производства — и никаких проблем».
Пак Джи-хунТехнический директор, контрактная упаковка косметики в Сеуле (середина 2025 г.)
«Заказали пресс-форму для 12-гнездных флаконов для глазных капель объемом 15 мл для нашей машины ASB-12M. Поставленная ими основа для горячеканальной системы представляла собой плиту из стали S45C размером 430 × 140 × 30 мм с четырьмя монтажными отверстиями, расположенными точно там, где нам было нужно. Наша команда технического обслуживания установила ее менее чем за 3 часа, пробное производство прошло без проблем с первого раза, и с момента ввода в эксплуатацию мы производим 1,8 миллиона флаконов в месяц. Допуск на резьбу горлышка проверен на нашем КИМ на уровне 0,015 мм, что лучше, чем указано в первоначальных спецификациях производителя».
Ким Со ЁнРуководитель производства, компания Daejeon Pharmaceutical Packaging (начало 2025 г.)
«Мы производим литровые бутылки для растительного масла с 4 ячейками на прессе BPET-94V3. Когда наш первоначальный поставщик запросил 75 дней на изготовление нового комплекта ячеек, мы обратились в Ever-Power по совету другого корейского клиента. Пресс-форма прибыла через 38 рабочих дней, прозрачность и толщина стенок соответствовали или превосходили оригинал. Время цикла фактически сократилось на 0,4 секунды по сравнению со старой оснасткой, поскольку конформные каналы охлаждения быстрее отводят тепло. При крупносерийном производстве эти 0,4 секунды в сумме дают примерно 190 000 дополнительных бутылок в год».
Чон Хён-уВладелец завода по розливу растительного масла в Чонджу (середина 2025 года)
«Наш клиент из корейской косметической индустрии потребовал флакон для сыворотки объемом 50 мл из ПЭТГ со специфическим прямоугольным поперечным сечением с острыми углами. Две китайские компании по изготовлению пресс-форм отклонили эту геометрию, посчитав, что ее невозможно равномерно выдуть. Инженерная команда Ever-Power провела моделирование коэффициента растяжения, выявила, какие углы будут истончаться, и перепроектировала конусность заготовки для компенсации. Готовые флаконы прошли испытание на падение с высоты 1,5 метра с 5 попыток из 5. Одна только работа по проектированию оправдала затраты».
Ли Мин-джиИнженер по исследованиям и разработкам, компания Seongnam Cosmetic Packaging (начало 2025 г.)
«Для нашей формы для банок кимчи с широким горлышком диаметром 148 мм нам потребовалась сверхпрочная основа, поскольку усилие смыкания при таком диаметре горлышка значительное. Компания Ever-Power указала в спецификации опорные пластины из стали P20 толщиной 90 мм и усиленные угловые болты, что тяжелее, чем наша предыдущая форма корейского производства. Мы установили ее на наш станок BPET-125V4, и производство шло без образования облоя с первого дня. Время цикла: 19 секунд на двухгнездной оснастке, что точно соответствует спецификации».
Ким Чжэ-уОперационный менеджер, компания Gwangju Food Packaging (конец 2024 г.)
«Мы производим детские бутылочки из тритана объемом 240 мл на 6-гнездной конфигурации. Пресс-форма поставляется с индивидуальным ПИД-регулированием горячей линии для каждого гнезда, что и требуется для процесса производства из тритана. Термическая стабильность во всех 6 гнездах сохранялась в пределах 1,2 градуса Цельсия в течение 12-часового квалификационного цикла, и требования заказчика к оптической прозрачности были соблюдены в каждом гнезде. Шесть месяцев ежедневного производства, ни одного пожелтения, ни одного брака. Стоит каждой потраченной копейки».
Юн Мин-джиДиректор по производству, Ulsan Baby Care Plastics (середина 2025 г.)
«Наш пресс-форма AOKI 250 служила нам верой и правдой 8 лет, но первоначальный парк пресс-форм насчитывал 12 различных наименований, и затраты на их замену съедали весь наш бюджет на техническое обслуживание. Компания Ever-Power восстановила три наиболее часто используемые нами пресс-формы примерно за 52% от цены, указанной AOKI. Точность размеров неотличима от оригинальных при проверке на координатно-измерительной машине, а срок поставки составил 42 рабочих дня против 90-дневного срока, указанного в предложении AOKI. В течение следующих 18 месяцев мы передадим оставшиеся 9 пресс-форм компании Ever-Power».
Чхве Ю-джинМенеджер по контролю качества, Ansan Cosmetic Contract Fillers (начало 2025 г.)
Сопутствующие товары и подходящие компоненты
А изготовленная на заказ пресс-форма ISBM Наилучшие характеристики достигаются только при установке на станок соответствующего размера с подобранным вспомогательным оборудованием. Ниже перечислены компоненты, которые мы обычно указываем при каждом заказе инструмента; каждый из них доступен через Ever-Power или нашу проверенную партнерскую сеть.
- Согласованные платформы машин ISBM — Полный модельный ряд машин Ever-Power охватывает производство от опытно-конструкторских работ до крупногабаритных партий воды в галлонах. 4-станционная машина ISBM Семья занимается большей частью корейской косметической и фармацевтической продукции, в то время как 3-станционная машина ISBM Эта линия подходит для крупномасштабного производства напитков и бытовой химии с коротким циклом.
- Безмасляный винтовой воздушный компрессор Размеры соответствуют требованиям вашей формы к подаче воздуха, обычно 3,5 МПа при расходе от 2 до 5 кубических метров в минуту в зависимости от размера бутылки и количества ячеек. Сертификация класса 0 по отсутствию масла обязательна для применения в пищевой промышленности и фармацевтике. Подходящие устройства можно приобрести у нас. партнер по безмасляным компрессорам.
- пара чиллер и градирня Подача охлажденной воды температурой 12 градусов Цельсия в конформные охлаждающие каналы пресс-формы при заданном давлении и расходе. Правильно подобранная система охлаждения часто является решающим фактором, определяющим, достигнет ли пресс-форма номинального времени цикла или будет работать на 10-15 процентов медленнее в реальном производстве.
- Регуляторы температуры пресс-форм — Один блок для пресс-формы преформы (типичная заданная температура от 15 до 25 градусов Цельсия для ПЭТ) и один для выдувной камеры (от 10 до 18 градусов Цельсия для ПЭТ, до 95 градусов Цельсия для ПК). Двухзонные блоки обрабатывают толстостенный PCTG и PPSU без локальных перегревов.
- Компоненты прецизионной передачи — для привода поворотного стола станка и зажимного механизма. Валы из закаленной легированной стали и подшипники повышенной прочности можно приобрести у нас. партнер по прецизионным приводным валам для объектов, нуждающихся в быстром локальном пополнении запасов.
- Осушитель на основе смолы со встроенным контролем точки росы. Критически важно для обработки ПЭТ, ПК и ППСУ, где даже избыток влаги в 0,05% вызывает образование серебристых полос, вызванных гидролизом, в готовой бутылке.
- Роботизированный конвейер для извлечения и визуальный контроль — для высокоценных фармацевтических и косметических партий, где ожидается безупречное качество продукции на этапе розлива. Системы машинного зрения маркируют любые бутылки, не соответствующие допустимым параметрам, до того, как они попадут на последующую упаковку.

Готовы заказать пресс-форму ISBM по индивидуальному проекту?
Отправьте нам 3D-файл вашей бутылки, целевой годовой объем производства, марку смолы и модель приемного оборудования. Наша инженерная команда предоставит полный отчет о целесообразности и прозрачное коммерческое предложение в течение 3 рабочих дней, включая рекомендации по марке стали, оптимизацию количества полостей, оценку времени цикла и подтвержденный график поставки в течение 35-55 рабочих дней.
Свяжитесь с нашей корейской инженерной командой. для индивидуального предложения по инструментам.
Детали
| Редактор | Cxm |
|---|