Brugerdefinerede et-trins strækblæseforme (ISBM)

Ever-Power designer og fremstiller specialfremstillede et-trins sprøjtestøbningsforme til ISBM-maskiner, herunder ASB-12M, ASB-70DPH, AOKI 250 og alle koreanske Ever-Power 3/4/6-stations platforme. Formen er bygget internt på tysk 5-akset CNC fra S136, H13, 718H og P20 støbestål, og hver form understøtter kavitetsantal fra 1 til 28, flaskevolumener fra 5 ml til 5 L og typiske leveringstider på 35 til 55 arbejdsdage. Hver form sendes efter validering af prøvestøbning på vores interne ISBM-maskine med inspektionsrapporter for den første artikel inkluderet.
Produktoversigt
Forskellen mellem en middelmådig og en fremragende flaskeproduktionslinje er næsten altid værktøjet. Maskinen leverer klemkraften, varmen og lufttrykket - men formen, klarheden, vægtykkelsen og halsgevindets nøjagtighed på hver flaske, du sender, kommer fra formen. Ever-Power designer og producerer brugerdefinerede et-trins injektionsstrækblæseforme til koreanske og østasiatiske emballagefabrikker, der er vokset fra standardværktøj og har brug for dimensionspræcise, maskintilpassede forme, der falder direkte ned på deres eksisterende ISBM-platforme uden adapterplader, ingen ombearbejdning af styrebøsninger og ingen forsøgsbaseret idriftsættelse.
Hver sprøjtestøbningsform De produkter, vi leverer, er bygget internt i vores 30.000 kvadratmeter store værktøjsværksted i Guangdong, på tyske 5-aksede CNC-bearbejdningscentre og Sodick præcisions-EDM-trådskærere. Vi har stål på lager i syv standard formbaserede kvaliteter - S136, H13, 718H, 2316, P20, NAK80 og aluminium 7075 - så vi kan starte forbearbejdning inden for 48 timer efter designgodkendelse. Den fulde cyklus fra godkendt CAD til valideret form tager typisk 35 til 55 arbejdsdage afhængigt af antal kaviteter og geometrisk kompleksitet, hvilket er cirka 40 procent hurtigere end den japanske OEM-ækvivalent og 60 procent hurtigere end europæiske forme. Hver færdig form gennemgår en prøvestøbningsvalideringskørsel på vores interne ISBM-maskine med din specificerede harpiks, før den forlader fabrikken.

Maskinkompatibilitet er det eneste spørgsmål, koreanske købere oftest stiller. Vi bygger specialfremstillede forme, der placeres direkte på alle almindelige ISBM-platforme, herunder japanske ASB-12M, ASB-50MB, ASB-70DPH, ASB-70DPW, Nissei ASB, AOKI 250, AOKI 350, samt Ever-Powers egne HGY- og BPET-maskinfamilier. Når du opgraderer fra en aldrende japansk maskine til en ny koreansk-tilgængelig Ever-Power-platform, behøver du ikke at afskrive din investering i eksisterende forme - vi verificerer dimensionskompatibilitet fra dine ældre værktøjstegninger og bygger om nødvendigt pladeadapterplader til kostpris. For nye projekter, hvor du kun medbringer den færdige flasketegning, kører vores ingeniørteam strækforholdssimulering, præformvægtoptimering og kavitationsplanlægning, før der skæres stål.
Kapaciteten af kavitetsantal spænder fra 5 liters bulk-vand-gallon-forme med enkelt kavitet op til mikrodråbetællere med 28 kaviteter til farmaceutiske applikationer, kun begrænset af de fysiske pladedimensioner på din modtagemaskine. Typiske koreanske kosmetik- og farmaceutiske applikationer ligger i området 4 til 12 kaviteter, mens store mængder drikkevare- og husholdningskemikaliefabrikker ofte bruger 8 til 16 kavitetsværktøjer. Vægtykkelsen holder sig inden for 0,05 mm variation på tværs af kavitetssæt, halsgevindtolerancen forbliver inden for 0,02 mm på kritiske dimensioner, og overfladefinishen når SPI A-1 (Ra 0,05) spejlblank på kaviteter, hvor glaslignende klarhed er påkrævet til premium PETG- og PCTG-kosmetikemballage.
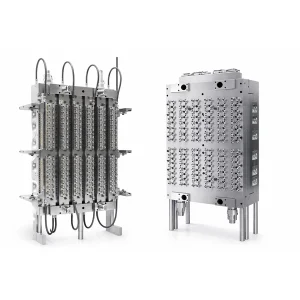
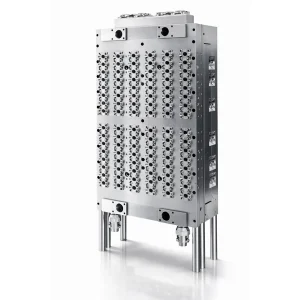
Formkomponenternes anatomi — De fire kritiske samlinger
Et komplet ISBM-formsæt i ét trin består af fire forskellige enheder, der hver især er bearbejdet af forskellige stålkvaliteter til forskellige mekaniske krav. At forstå, hvordan disse enheder fungerer sammen, er det første skridt i at specificere den rigtige form til din applikation.

1. Præforminjektionshulrum
Det er her, hvor smeltet harpiks sprøjtestøbes omkring kernestangen for at danne præformen - det reagensglasformede mellemprodukt, der bliver den endelige flaske. Hulrummet definerer præformens kropsprofil, vægtykkelse og halsfinishens geometri. Fordi halsfinishen er fuldt formet på dette trin og aldrig omformes senere, er dette den mest kritiske støbekomponent for gevindtolerance og pålidelighed af kapslingen. Vi bearbejder præformhulrum fra S136 rustfrit stål, vakuumhærdet til HRC 48-52, poleret til Ra 0,05 på klarhedskritiske overflader. Til kraftige PET- og rPET-applikationer, der overstiger 3 millioner skud årligt, opgraderer vi til H13 værktøjsstål ved HRC 52-54 for forlænget levetid.
2. Kernestangsamling (dorn)
Kernestangen fører den varme præform fra injektionsstationen gennem de efterfølgende stræk-blæsestationer, og den danner også præformens indre under injektionen. Dimensionspræcisionen er absolut her: enhver afvigelse på kernestangens diameter oversættes direkte til variationen i flaskens vægtykkelse. Vi fremstiller kernestange af 718H forhærdet værktøjsstål (HRC 30-35) til de fleste anvendelser og opgraderer til Cr12MoV koldarbejdsstål ved HRC 58-60 for aggressiv højcyklusproduktion. Indvendige kølekanaler inde i hver kernestang er dybt boret på en Mori Seiki BTA-maskine for at opretholde en retlinjethed inden for 0,03 mm over hele længden.
3. Blæsehulrumsform
Blæsehulrummet definerer den endelige ydre flaskeform – kropsprofil, bundgeometri, etiketpanel, grebskonturer. Det åbner og lukker i hver cyklus for at frigøre den færdige flaske, så præcisionen af den passende overflade bestemmer, om der opstår blink ved skillelinjerne. Vi bearbejder blæsehulrum af enten S136 rustfrit stål (til langtidsproduktion) eller aluminium 7075-T6 (til korte serier eller hurtigt skiftende kosmetiske geometrier, hvor vægtreduktion er vigtig for maskinens servoindekseringssystem). Konforme kølekanaler omslutter komplekse flaskekonturer for at udvinde varme 15 til 20 procent hurtigere end ligeborede linjer, hvilket direkte reducerer cyklustiden.
4. Varmløbermanifoldsystem
Varmkanalsystemet fordeler smeltet harpiks fra maskinens blødgøringsskrue til hvert hulrum i en støbeform med flere hulrum. I støbeforme med ét hulrum er dette en enklere dyse, men i værktøjskonstruktioner med 12 eller 24 hulrum bliver manifolden den største enkeltstående faktor for fyldningsbalance og konsistens fra flaske til flaske. Vi bruger en standard S45C monteringsbase i dimensioner, der matcher kundens maskine - for eksempel brugte en 15 ml dråbeflaskestøbeform, som vi for nylig byggede til en koreansk farmaceutisk klient, en 430 × 140 × 30 mm varmkanalbase med 4 gennemgående monteringshuller på Ø14 mm, dimensioneret til direkte påføring på en ASB-12M plade. Selve manifolden integrerer Yudo- eller Hasco-ækvivalente varmkanaldyser med PID-styret opvarmning og forkromede interne strømningsveje for at forhindre harpiksens nedbrydning i formens tomgangszoner.
Materialer til støbeformstål — Valg af den rigtige kvalitet
Valg af støbestål er den største enkeltstående faktor i den langsigtede produktionsøkonomi. Premiumstål koster 30 til 50 procent mere i starten, men holder 3 til 5 gange længere i produktion, hvilket reducerer de samlede ejeromkostninger betydeligt. Vi har følgende syv kvaliteter på lager til koreanske kundeordrer, hvor stålkvaliteten er specificeret pr. komponent baseret på din årlige produktionsvolumen og harpiksens egenskaber.
| Stålkvalitet | Ækvivalent standard | Hårdhed | Bedst til |
|---|---|---|---|
| S136 | DIN 1.2083 | HRC 48-52 | Klarhedskritiske kosmetiske PETG-hulrum, spejlpoleringsapplikationer |
| H13 | DIN 1.2344 | HRC 52-54 | Kraftig PET og rPET, højcyklusproduktion af drikkevarer |
| 718H | DIN 1.2738H | HRC 30-35 | Kernestænger og præformhulrum i midten af levetiden, til generelle formål |
| 2316 | DIN 1.2316 | HRC 30-34 | Korrosionsbestandige anvendelser, PVC og syrereaktive harpikser |
| P20 | DIN 1.2311 | HRC 28-33 | Formbaser, pladebagplader |
| NAK80 | JIS G4404 | HRC 37-43 | Alternativ til S136, hvor svejsbarhed er vigtig ved efterbearbejdning |
| Al 7075-T6 | EN AW-7075 | HB 150 | Kortvarige kosmetiske huller i tænderne, prioritet for vægtreduktion |
| S45C | JIS G4051 | HB 190-230 | Monteringsbaser til varmekanalanlæg, ikke-kritiske strukturelle komponenter |
Et velspecificeret støbeformsæt blander typisk fire til fem stålkvaliteter på tværs af forskellige komponenter - S136 til det klarhedskritiske præformhulrum, H13 til blæsehulrummet ved langcyklusproduktion, 718H til kernestænger, P20 til bundpladerne og S45C til monteringsbasen til varmkanalrøret. Vores ingeniørteam anbefaler den optimale kombination til din specifikke flasketegning og årlige volumen efter at have gennemgået din harpiksspecifikation og målproduktionsplan.
Maskinkompatibilitetsmatrix
Hver brugerdefineret ISBM-form Den maskine, vi bygger, er dimensioneret til en specifik modtagemaskine. Nedenfor er kompatibilitetsmatricen, der dækker de japanske, europæiske og koreanske platforme, der oftest forekommer i østasiatiske emballagefabrikker. Hvis din maskine ikke er på listen, bedes du sende os pladetegningerne, så verificerer vi afstanden mellem forbindelsesstænger, kerne-stangafstand og dysegrænsefladen, før vi afgiver et tilbud.
| Maskinplatform | Oprindelse | Stationer | Drop-in-kompatibilitet |
|---|---|---|---|
| ASB-12M | Japan (Nissei ASB) | 4 | Fuld drop-in; indbygget pladegrænseflade |
| ASB-50MB | Japan (Nissei ASB) | 3 / 4 | Fuld drop-in; verificeret for både 3-stations og 4-stations konfigurationer |
| ASB-70DPH | Japan (Nissei ASB) | 4 | Fuld drop-in; kraftig version af ASB-70-serien |
| ASB-70DPW | Japan (Nissei ASB) | 4 | Fuld drop-in; wide-mouth variant op til 148 mm hals |
| AOKI 250 | Japan (AOKI) | 3 | Fuld drop-in; matchende halsring og kernestangafstand |
| AOKI 350 | Japan (AOKI) | 3 / 4 | Fuld drop-in; brugerdefineret flangeadapter tilgængelig efter behov |
| Ældre europæisk 3/4-station | Europa (forskellige) | 3 / 4 | Adapterplader bygget til kostpris; tegninger kræves til verifikation |
Hulrumstællingsområde og typiske flaskespecifikationer
Kavitation er en fælles beslutning mellem formdesigneren, maskinens specifikationer og kundens årlige produktionsvolumen. Tabellen nedenfor opsummerer det praktiske rammeområde, vi typisk leverer, selvom brugerdefinerede konfigurationer uden for disse områder er mulige med specialiserede maskinplatforme.
| Hulrumsantal | Typisk flaskevolumen | Typisk anvendelse | Anbefalet maskine |
|---|---|---|---|
| 1 | 2 liter – 5 liter | Vand i galloner, madglas, kemikaliebeholdere | BPET-125V4, HGY250-V4 |
| 2 | 1 liter – 3 liter | Kimchi-glas, madolie, vaskemiddel i løs vægt | BPET-94V3, HGY200-V4 |
| 4 | 500 ml – 1,5 l | Drikkeflasker, kosmetisk lotion, husholdningskemikalier | BPET-70V4, HGY150-V4 |
| 6 | 250 ml – 800 ml | K-beauty serum, farmaceutiske hætteglas, sprayflasker | HGY150-V4, BPET-94V3 |
| 8 | 100 ml – 500 ml | Små kosmetikflasker, øjendråbeflasker, prøveflasker | HGY200-V4, BPET-94V3, HGYS280-V6 |
| 12 | 50 ml – 200 ml | Farmaceutiske dråbeflasker, kosmetik i rejsestørrelse | BPET-125V4, HGYS280-V6 |
| 16 | 30 ml – 120 ml | Hotel amenity flasker, injektionsampuller, lille dropper | HGY250-V4, HGY650-V4 |
| 24 – 28 | 5 ml – 50 ml | Mikrofarmaceutiske hætteglas, enkeltdosis øjendråber | HGY650-V4, specialplatforme |
6-trins arbejdsgang til brugerdefineret fremstilling
Fra den dag, dit flaskedesign er godkendt, er det fulde brugerdefineret injektionsstrækblæseform Produktionscyklussen varer 35 til 55 arbejdsdage afhængigt af antallet af kaviteter og den geometriske kompleksitet. Arbejdsgangen i seks trin nedenfor er, hvad hvert projekt gennemgår, med dokumenterede godkendelseskontrolpunkter mellem hver fase.
Trin 1 — Designgennemgang og gennemførlighedsanalyse (2-5 dage)
Du sender os en 3D STEP-fil eller en fysisk flaskeprøve plus det ønskede årlige volumen, harpiksspecifikation og modtagermaskinens model. Vores ingeniørteam gennemgår geometrien for at sikre, at den er gennemførlig ved strækblæsning, markerer eventuelle usædvanlige designfunktioner (skarpe hjørner, ekstreme billedformater, tyndvæggede sektioner) og anbefaler det optimale antal kaviteter for dit volumenmål. En skriftlig gennemførlighedsrapport med beregning af præformens vægt returneres inden for 3 arbejdsdage.
Trin 2 — 3D CAD-modellering og flowsimulering (3 – 7 dage)
Når gennemførlighedsvurderingen er godkendt, bygger vores CAD-team den komplette 3D-formmodel, inklusive præformhulrum, kernestangprofil, blæsehulrum, varmløbermanifold og kølekanallayout. Simulering af støbeformen og strækforholdet identificerer potentielle problemer med vægtykkelsen, før der skæres stål. Du modtager 3D-modellen til designgodkendelse, typisk med én runde revisioner, før du fortsætter.
Trin 3 — Indkøb af stål og forbearbejdning (5-10 dage)
Vi har S136, H13, 718H, P20, NAK80 og S45C på lager i almindelige blokstørrelser, så forbearbejdningen starter inden for 48 timer efter CAD-godkendelse. Grovbearbejdning fjerner 90 procent af materialet på 5-aksede CNC-centre med automatiserede værktøjsvekslere, hvorefter emnerne flyttes til dybhulsboring for at opnå kølekanaler. For premium S136- og H13-kvaliteter på kritiske kavitetskomponenter følger vakuumkølening for at nå den ønskede hårdhed.
Trin 4 — Præcisions 5-akset CNC-bearbejdning og EDM (15-20 dage)
Finbearbejdning på tyske DMG Mori 5-aksede centre giver dimensionstolerancer inden for ±0,01 mm på kritiske hals- og portgeometrier. Sodick trådskåret EDM håndterer de fine funktioner, som fræsning ikke kan nå, herunder udstødningshuller, ventilationsslidser og radiusdetaljer. Hver CNC-færdiggjort komponent passerer gennem vores Zeiss CMM-målestation til dimensionsverifikation, før den flyttes til poleringscellen.
Trin 5 — Polering og varmebehandling (7-10 dage)
Klarhedskritiske overflader på præformkaviteter og blæsekaviteter gennemgår manuel diamantpastapolering for at opnå SPI A-1 (Ra 0,05) optisk spejlfinish. Dette trin kan ikke automatiseres — det afhænger af uddannede håndpolerere, der bruger 8 til 20 timer pr. kavitet afhængigt af kompleksiteten. Ikke-kritiske overflader får SPI B-2 eller B-3 finish. Den endelige varmebehandling stabiliserer dimensionsnøjagtigheden før samling.
Trin 6 — Prøvestøbning og validering (3-5 dage)
Før afsendelse udføres en prøvestøbningsvalidering på vores interne ISBM-maskine ved hjælp af din specificerede harpiks og målpræformvægt. Flasker i den første artikel gennemgår dimensionel CMM-inspektion, vægtykkelsesprofilering og vurdering af optisk klarhed. Valideringsrapporten – inklusive prøveflasker, måledata og cyklustidsverifikation – sendes med formen til din fabrik til endelig godkendelse.

Anvendelser efter branche
I løbet af de seneste tre år har koreanske og østasiatiske kundeordrer samlet sig i fem brancher, hver med forskellige tekniske prioriteter. Nedenfor kan du se, hvordan vi griber det an: brugerdefineret flaskeform specifikationer forskelligt for hver sektor.
K-Beauty & Premium Kosmetikemballage
Koreanske kosmetikmærker kræver glasklar overfladefinish på PETG- og PCTG-serumflasker, cremebeholdere og tonerflakoner. Til denne sektor specificerer vi S136 rustfri hulrum poleret til Ra 0,05 på alle klarhedskritiske overflader, med særlig vægt på præcision i halsgevind for automatiseret kompatibilitet med kapslingslinjer. Korte oplag af K-beauty-produktlanceringer (20.000 til 100.000 enheder pr. kampagne) er typiske, så vi optimerer omskifteligheden med hurtigudløsende klemmer på præformformen. Typiske konfigurationer er 4 til 8 hulrum på flasker mellem 30 ml og 200 ml.

Farmaceutiske øjendråber og sirupflasker
Farmaceutisk emballage kræver absolut dimensionel præcision for at sikre manipulationssikret forsegling og børnesikre lukninger. Tolerancen på halsgevindet holdes inden for 0,02 mm ved hjælp af Zeiss CMM-verifikation på hvert hulrum før forsendelse. For GMP-renrumskompatibel produktion specificerer vi 2316 korrosionsbestandigt rustfrit stål til alle komponenter, der kommer i kontakt med afvaskningsopløsninger. Typiske koreanske farmaceutiske projekter bruger 8 til 16 hulrum på 5 ml til 120 ml hætteglas, og den eksempelform på en 15 ml 12M 1×6 dråbeflaske, som vi for nylig byggede til en farmaceutisk kunde i Daejeon, er et repræsentativt eksemplar af denne kategori.

Drikkevare- og mineralvandsflasker
Højvolumenproduktion af drikkevarer (1 million+ flasker om året pr. SKU) kræver værktøj med lang levetid og robust slidstyrke. Her specificerer vi H13 værktøjsstål ved HRC 52-54 til præformhulrum og blæsehulrum med dybe huller, konforme kølekanaler for at minimere cyklustiden. Til forarbejdning af genbrugs-PET (rPET) beskytter forkromede indvendige overflader på varmkanalmanifolden mod slibende forurenende stoffer. Typiske konfigurationer er 4 til 8 hulrum på flasker mellem 500 ml og 2 L.

Madglas med bred åbning og kimchibeholdere
Koreanske kimchi-, gochujang-, honning- og sauceglas med halsdiametre på op til 148 mm præsenterer en strukturelt anderledes værktøjsudfordring. Det projekterede formareal er 3 til 5 gange større end standard kosmetikflasker, hvilket betyder, at blæsekraften skal holde tilsvarende. Vi bygger P20-formbaser, der er tykke nok til at modstå afbøjning under 300+ KN blæsekraft, og vi specificerer overdimensionerede skillelinjegab med finjusteret udluftning for at forhindre affladning. Typiske konfigurationer er 1 til 2 hulrum på glas mellem 500 ml og 3 L.

BPA-fri sutteflasker og emballage til spædbørnspleje
Produktion af Tritan-, PCTG- og PPSU-babyflasker kræver termisk stabile hot runner-systemer, fordi disse harpikser behandles inden for snævre temperaturvinduer (typisk 260 til 340 Celsius afhængigt af kvaliteten). Vi specificerer Yudo-ækvivalente hot runner-dyser med individuel PID-kontrol pr. hulrum, forkromede strømningsveje for at eliminere døde zoner og nikkellegerings-tøndeforinger til PPSU-applikationer over 310 Celsius. Typiske konfigurationer er 4 til 8 hulrum på flasker mellem 150 ml og 330 ml.

Kvalitetskontrol og test før forsendelse
Hver sprøjtestøbningsform forlader kun vores fabrik efter at have gennemgået firedimensionelle og funktionelle verifikationstrin. Den skriftlige kvalitetskontrolrapport sendes med formen til din fabrik, og alle data opbevares i vores kvalitetsstyringssystem for sporbarhed under garantien.
- CMM-dimensionsverifikation — Zeiss 3D-koordinatmålemaskine inspicerer kritiske dimensioner (halsgevinddiameter, vægtykkelsesfordeling, hulrumsdybde, skillelinjemønsterflader) med en nøjagtighed på ±0,01 mm. Hvert hulrum i en form med flere hulrum måles individuelt, ikke ved prøveudtagning.
- Vandlækagetryktest — Konforme kølekanaler tryksættes til 1,0 MPa i 15 minutter, mens den samlede form er nedsænket i en testtank. Enhver bobledannelse indikerer en lækage, der skal udbedres inden næste trin.
- Optisk overfladeinspektion — Polerede hulrum inspiceres under et 50x stereomikroskop for mikroskopiske ridser, poleringsrester eller problemer med EDM-genstøbningslaget. Ra-overfladeruheden verificeres med et kontaktprobeprofilometer på tre steder pr. hulrum.
- Validering af prøvestøbning — Den komplette form monteres på vores interne ISBM-maskine og kører en prøve på 500 flasker med kundens specificerede harpiks. Flasker fra den første vare inspiceres for vægtykkelse, halsgevindtolerance, overfladeklarhed og dimensionsstabilitet. Først efter denne validering sendes formen.
- Emballering og rustbeskyttelsesforberedelse — Før kasseopfyldning får hver poleret overflade en langvarig rustbeskyttelsesoliebelægning, og formen pakkes ind i VCI-papir (flygtig korrosionsinhibitor). Ved kasseopfyldning anvendes 18 mm krydsfiner på varmebehandlede paller med stødindikerende stødsensorer til transportovervågning.

Udvælgelsesguide — Hvad skal vi sende for at få et tilbud?
En velafgrænset forespørgsel om skimmelsvamp kan gives inden for 2 til 3 arbejdsdage. En ufuldstændig forespørgsel resulterer normalt i afklarende spørgsmål, hvilket forlænger tilbudsperioden med en uge eller mere. Angiv venligst følgende, før du anmoder om et tilbud.
- Flaske 3D-fil — STEP, IGES eller native CAD-format. Hvis du kun har 2D-tegninger, fungerer det, men det forsinker gennemførlighedsvurderingen.
- Målvægt for færdig flaske — gram pr. flaske plus eventuelt letvægtsmål i forhold til nuværende emballage.
- Halsfinish standard — for eksempel PCO 1881, 28-400, 24-410 eller en specialfremstillet lukketype. Angiv gevindstigning og eventuelle krav til manipulationssikre ring.
- Årlig produktionsvolumen — styrer anbefalinger om kavitetsantal og valg af stålkvalitet.
- Harpikskvalitet — PET IV-værdi, PETG-kvalitet, PC- eller Tritan-specifikation, leverandørnavn hvis kendt. For rPET skal du angive procentdelen af genbrugsindholdet og flagernes kilde.
- Modtager ISBM-maskinmodel — Japansk ASB, AOKI, Ever-Power eller andet. Send pladetegninger, hvis tilgængelige; vi kan lave reverse engineering ud fra et fotografi af formområdet, hvis tegninger ikke er tilgængelige.
- Præference for hulrumsantal — hvis du har en. Hvis ikke, anbefaler vi baseret på årlig volumen og maskinens kapacitet.
- Præference for stålkvalitet — hvis du har en specifik præference. Hvis ikke, anbefaler vi baseret på produktionsvolumen og harpikstype.
- Målleveringsdato — så vi kan bekræfte, om 35, 45 eller 55 arbejdsdage passer til din tidsplan.
Hvorfor vælge Ever-Power til ISBM-formproduktion
Der er masser af generelle formværksteder i Kina, der kan tilbyde et ISBM-værktøjsprojekt, og et par japanske og europæiske specialister, der leverer exceptionel kvalitet til premiumpriser. Ever-Power har en specifik position: dedikeret ISBM-værktøjsdybde, koreansk tilgængelig leveringstid og japansk-ækvivalent dimensionel præcision til omtrent halvdelen af prisen.
- Dedikeret ISBM-værktøjsværksted — Vores støbeteknikteam arbejder kun med sprøjtestøbningsværktøj, ikke med generelle plastsprøjtestøbeforme. Dette specialiserede fokus viser sig i detaljerne: præformens konusvinkler, blæsehulrumsventilationsmønstre, hot runner-portgeometri for PET vs. PETG vs. Tritan.
- Tysk 5-akset CNC-infrastruktur — DMG Mori 5-aksede bearbejdningscentre, Sodick trådskåret EDM, Zeiss CMM-måling. Kapitalinvesteringen i præcisionsudstyr er det, der muliggør en tolerance på ±0,01 mm uden ekstra avance.
- Intern ISBM-maskine til validering — Hver støbeform kører en prøvestøbningsvalidering på en faktisk ISBM-maskine før afsendelse. De fleste støbeformsværksteder sender uafprøvede værktøjer; det nægter vi at gøre, fordi omkostningerne ved at løse problemer efter levering er 10 gange så høje som omkostningerne ved at opdage dem på vores fabrik.
- Maskine-og-form-enkeltkildeansvarlighed — Når du køber både ISBM-maskinen og værktøjet fra Ever-Power, er der ingen pegefinger under idriftsættelsen. Hvis noget ikke passer, er det vores problem at løse det.
- Projektteknik på koreansk — tosprogede projektledere gennemgår designgennemgange og tekniske afklaringer på koreansk. Klar kommunikation i løbet af de første 4 uger af et formprojekt er den største enkeltstående indikator for succes med tidsplanen.
- 500+ forme leveret siden 2020 — til koreanske, japanske, vietnamesiske, thailandske og indonesiske kunder. Referencebesøg er tilgængelige for koreanske potentielle kunder efter anmodning.
- Leveringstid på 35 til 55 arbejdsdage — cirka 40 procent hurtigere end den japanske OEM-ækvivalent med hensyn til sammenligneligt antal kaviteter og kompleksitet.

Ofte stillede spørgsmål
Q1: Vil din specialfremstillede form falde direkte ned på min eksisterende ASB-12M- eller AOKI 250-maskine?
Ja, til standard ASB-12M og AOKI 250 pladelayouts. Vi har bygget hundredvis af forme til disse to maskiner og har verificerede plademønstertegninger i vores tekniske bibliotek. For ikke-standardiserede eller fabriksmodificerede maskiner, send os et fotografi af formområdet eller de originale OEM-tegninger, så verificerer vi kompatibiliteten, før vi skærer stål.
Q2: Hvad er den typiske levetid for formen i kontinuerlig produktion?
Afhænger af stålkvalitet og harpiks. H13 værktøjsstålhulrum på standard PET-applikationer giver 3 til 5 millioner skud før renovering. S136 rustfrit stålhulrum på PETG kosmetiske applikationer når typisk 2 til 3 millioner skud. Til rPET- eller slibende harpiksapplikationer forlænger forkromede indvendige overflader dette med cirka 40 procent.
Q3: Hvilken tolerance har I på halsgevinddimensionerne?
±0,02 mm på kritisk halsgevinddiameter, målt på en Zeiss CMM, hvor hvert hulrum verificeres individuelt. Dette er den tolerance, der kræves for kompatibilitet med automatiserede kapslingslinjer i koreansk farmaceutisk og fødevareproduktion.
Q4: Kan I fremstille forme til BPA-fri Tritan- og PCTG-babyflasker?
Ja. Tritan- og PCTG-behandling kræver individuel PID-varmkanalstyring, forkromede strømningsveje for at forhindre harpiksstagnation og bredere portgeometri for at reducere forskydningsopvarmning. Vi specificerer disse funktioner som standard på alle værktøjsprojekter til babypleje. Til PPSU-applikationer over 310 Celsius er der monteret nikkellegeringsforinger.
Q5: Hvilke oplysninger har du brug for fra mig for at bygge en specialfremstillet form?
Som minimum: en 3D-flaskefil (STEP eller IGES), mål for årlig volumen, harpikskvalitet, model af modtagermaskinen og mål for leveringsdato. Vi kan gå ud fra en fysisk flaskeprøve eller 2D-tegninger, hvis 3D-filer ikke er tilgængelige, men gennemførlighedsvurderingen tilføjer 3 til 5 arbejdsdage til tidsplanen.
Q6: Hvad er prisforskellen i forhold til den originale japanske OEM-form?
Ever-Power specialfremstillede forme koster typisk 45 til 55 procent af den japanske OEM-pris for tilsvarende hulrumsantal, stålkvalitet og overfladefinish. Omkostningsdeltaet kommer fra vores vertikale integration (stållager opbevares internt) og lavere lønomkostninger, ikke fra kompromiser med materialer eller udførelse.
Q7: Tilbyder I reparation og renovering af forme til eksisterende værktøj?
Ja, til alle mærker af ISBM-værktøj. Typiske tjenester omfatter polering af kavitet, genbearbejdning af delelinjer efter slid, udskiftning af varmløberdyser, udskiftning af kernestang og rengøring af kølekanaler. Leveringstid for renoveringskørsler er 15 til 25 arbejdsdage. Send os fotografier af de beskadigede komponenter for en indledende vurdering.
Q8: Hvordan validerer du formen før forsendelse?
Hver form kører en prøvestøbningsvalidering på 500 flasker på vores interne Ever-Power ISBM-maskine ved hjælp af din specificerede harpiks og målpræformvægt. Flasker af den første vare gennemgår CMM-dimensionsinspektion, vægtykkelsesprofilering, verifikation af halsgevind og vurdering af optisk klarhed. Valideringsrapporten (inklusive 20 prøveflasker sendt til din fabrik) ledsager formen til godkendelsesverifikation.
Q9: Hvad er jeres politik, hvis formen ikke fungerer som angivet efter installationen?
Standardgarantien dækker 12 måneder fra den endelige godkendelsestest hos kunden mod fabrikationsfejl og dimensionsproblemer. Hvis formen producerer flasker uden for den aftalte specifikation, dækker vi alle omkostninger til omarbejdning, herunder ombearbejdning af komponenter, polering og fragt begge veje. Slidrelaterede problemer uden for garantien oplyses fra sag til sag.
Q10: Kan jeg besøge jeres værktøjsbutik, før jeg afgiver en ordre?
Ja, og vi anbefaler det til førstegangskunder i Korea. Vores fabrik i Guangdong ligger 3 timers flyvning fra Incheon, og vi arrangerer afhentning i lufthavnen, rundvisning i fabriken (inklusive støbeværkstedet, ISBM-prøvestøberum og kvalitetskontrollaboratorium) samt referencebesøg hos vores kunder i nærheden. Besøgene tager typisk 2 arbejdsdage.
Kundeanmeldelser og feedback i felten
"Vi havde brug for udskiftning af værktøj med 8 hulrum til vores 10 år gamle ASB-12M, efter at den originale japanske form endelig var slidt op. Den japanske OEM gav os et tilbud på cirka 48 arbejdsdage og dobbelt så meget som Ever-Power. EverPower-formen ankom på 41 arbejdsdage, blev sat på vores maskine den næste morgen, og vores halsgevindtolerance viste sig faktisk at være strammere end den originale japanske form ved CMM-verifikation. Fire måneder inde i produktionen og nul problemer."
Park Ji-hoon, Teknisk direktør, Seoul Cosmetic Contract Packaging (medio 2025)
"Bestilte en 12-hulrums 15 ml øjendråbeflaskeform til vores ASB-12M-maskine. Den varmekanalbase, de leverede, var en 430 × 140 × 30 mm S45C-plade med fire monteringshuller præcis der, hvor vi havde brug for dem. Vores vedligeholdelsesteam installerede den på under 3 timer, prøveproduktionen kørte perfekt på første skud, og vi har produceret 1,8 millioner flasker om måneden siden idriftsættelsen. Halsgevindtolerancen blev verificeret til 0,015 mm på vores CMM, hvilket er bedre end den originale OEM-specifikation."
Kim Seo-yeon, Fabrikschef, Daejeon Pharmaceutical Packaging (starten af 2025)
"Vi producerer 1-liters madolieflasker i 4-hulrumskonfiguration på en BPET-94V3. Da vores oprindelige leverandør gav en pris på 75 dage for et nyt hulrumssæt, ringede vi til Ever-Power efter råd fra en anden koreansk kunde. Formen ankom på 38 arbejdsdage, klarheden og vægtykkelsen matchede eller overgik originalen. Cyklustiden faldt faktisk med 0,4 sekunder i forhold til vores gamle værktøj, fordi de konforme kølekanaler udvinder varme hurtigere. Ved produktion i store mængder giver de 0,4 sekunder cirka 190.000 ekstra flasker om året."
Jung Hyun-wooFabriksejer, Jeonju Madolie Aftapning (medio 2025)
"Vores K-beauty-kunde krævede en 50 ml PETG-serumflaske med et specifikt, skarpt hjørnet, rektangulært tværsnit. To kinesiske støbeværksteder afviste geometrien som umulig at blæse jævnt. Ever-Powers ingeniørteam kørte en strækforholdssimulering, markerede hvilke hjørner der ville blive tynde, og redesignede præformens tilspidsning for at kompensere. De endelige flasker består 1,5 meter faldtesten i 5 ud af 5 forsøg. Alene det tekniske designarbejde var prisen værd."
Lee Min-ji, Forsknings- og udviklingsingeniør, Seongnam Cosmetic Packaging (starten af 2025)
"Til vores 148 mm bredmundede kimchi-krukkeform havde vi brug for en ekstra kraftig formbund, fordi blæsekraften er betydelig ved den halsdiameter. Ever-Power specificerede 90 mm tykke P20-bagplader og forstærkede hjørnebolte, hvilket er tungere end vores tidligere koreanskfremstillede form. Vi installerede den på vores BPET-125V4-maskine, og produktionen kørte uden inddækning fra dag ét. Cyklustid: 19 sekunder på 2-hulrumsværktøj, hvilket matchede specifikationen præcist."
Kim Jae-woo, Driftschef, Gwangju Food Packaging (slutningen af 2024)
"Vi fremstiller 240 ml Tritan-babyflasker i en konfiguration med 6 hulrum. Formen ankom med individuel PID-varmkanalstyring pr. hulrum, hvilket er, hvad Tritan-processen kræver. Termisk stabilitet på tværs af alle 6 hulrum blev holdt inden for 1,2 Celsius under vores 12-timers kvalifikationskørsel, og vores kundes specifikationer for optisk klarhed blev opfyldt i hvert hulrum. Seks måneders daglig produktion, nul gulning, nul kvalitetsafvisning. Hver en krone værd."
Yoon Min-jiProduktionsdirektør, Ulsan Baby Care Plastics (medio 2025)
"Vores AOKI 250 har været en arbejdshest i 8 år, men det oprindelige formlager bestod af 12 forskellige SKU'er, og udskiftningsomkostningerne tærede på vores vedligeholdelsesbudget. Ever-Power genopbyggede vores tre mest brugte forme til cirka 52 procent af AOKIs tilbudte pris. Dimensionspræcisionen kan ikke skelnes fra originalerne ved CMM-verifikation, og leveringen var 42 arbejdsdage i forhold til AOKIs 90-dages tilbud. Vi flytter de resterende 9 forme til Ever-Power i løbet af de næste 18 måneder."
Choi Yu-jin, QC-chef, Ansan Cosmetic Contract Fillers (starten af 2025)
Relaterede produkter og matchende komponenter
EN brugerdefineret ISBM-form Når kun sin nominelle ydeevne, når den er installeret på en maskine af korrekt størrelse med matchende hjælpeudstyr. Komponenterne nedenfor er, hvad vi typisk specificerer sammen med hver værktøjsordre, som hver især er tilgængelig via Ever-Power eller vores verificerede partnernetværk.
- Matchede ISBM-maskinplatforme — hele Ever-Power-maskinserien dækker produktion fra pilotprojekter inden for forskning og udvikling til store mængder vand i galloner. 4-stations ISBM-maskine familien håndterer de fleste koreanske kosmetiske og farmaceutiske applikationer, mens 3-stations ISBM-maskine Linjen er egnet til produktion af store mængder drikkevarer med kort cyklus og husholdningskemikalier.
- Oliefri skrueluftkompressor dimensioneret til din forms blæseluftbehov, typisk 3,5 MPa ved 2 til 5 kubikmeter pr. minut afhængigt af flaskestørrelse og antal hulrum. Klasse 0 oliefri certificering er obligatorisk for fødevarekontakt- og farmaceutiske applikationer. Matchende enheder er tilgængelige gennem vores oliefri kompressorpartner.
- Køler og køletårnpar Leverer 12 graders koldt vand til formens konforme kølekanaler ved det specificerede tryk og den specificerede flowhastighed. Korrekt dimensioneret køling er ofte forskellen på, om formen når sin nominelle cyklustid, eller om den kører 10 til 15 procent langsommere i den faktiske produktion.
- Formtemperaturregulatorer — én enhed til præformformen (typisk sætpunkt 15 til 25 Celsius for PET) og én til blæsehulrummet (10 til 18 Celsius for PET, op til 95 Celsius for PC). To-zone enheder håndterer tykvægget PCTG og PPSU uden lokale hotspots.
- Præcisionstransmissionskomponenter — til maskinens drejebordsindekseringsdrev og klemmemekanisme. Aksler i hærdet legeret stål og kraftige lejer er tilgængelige gennem vores præcisions drivakselpartner til steder, der har brug for hurtig lokal genopfyldning.
- Tørremiddel til harpiks med integreret dugpunktsovervågning. Kritisk til PET-, PC- og PPSU-forarbejdning, hvor selv 0,05 procents fugtighedsoverskud forårsager hydrolysedrevne sølvstriber i den færdige flaske.
- Robotudtagningstransportør og visionsinspektion — til farmaceutiske og kosmetiske produktionsforløb af høj værdi, hvor der forventes fejlfri levering til påfyldning. Visuelle systemer mærker alle flasker, der ligger uden for tolerancegrænserne, før de når downstream-emballagen.

Klar til at specificere din næste brugerdefinerede ISBM-form?
Send os din 3D-fil med flasken, det årlige målvolumen, harpikskvaliteten og modtagermaskinens model. Vores ingeniørteam returnerer en komplet forundersøgelse og et transparent tilbud inden for 3 arbejdsdage, inklusive anbefaling af stålkvalitet, optimering af kavitetstallet, estimat af cyklustid og en bekræftet leveringsplan på 35 til 55 arbejdsdage.
Kontakt vores koreanske ingeniørteam for et skræddersyet værktøjsforslag.
Yderligere information
| Redaktør | Cxm |
|---|