Kundenspezifische einstufige Spritzstreckblasformen (ISBM)

Ever-Power entwickelt und fertigt kundenspezifische, einstufige Spritzstreckblasformen für ISBM-Maschinen, darunter ASB-12M, ASB-70DPH, AOKI 250 und alle für den koreanischen Markt bestimmten Ever-Power 3/4/6-Stationen-Plattformen. Die Formen werden im eigenen Haus auf deutschen 5-Achs-CNC-Maschinen aus den Werkzeugstählen S136, H13, 718H und P20 gefertigt und unterstützen Kavitätenanzahlen von 1 bis 28, Flaschenvolumina von 5 ml bis 5 l sowie typische Lieferzeiten von 35 bis 55 Werktagen. Jede Form wird nach erfolgreicher Validierung im Probeformverfahren auf unserer hauseigenen ISBM-Maschine inklusive Erstmusterprüfbericht ausgeliefert.
Produktübersicht
Der Unterschied zwischen einer mittelmäßigen und einer exzellenten Flaschenproduktionslinie liegt fast immer im Werkzeug. Die Maschine liefert die Schließkraft, die Hitze und den Luftdruck – doch Form, Klarheit, Wandstärke und Gewindegenauigkeit jeder einzelnen Flasche, die Sie ausliefern, hängen von der Form ab. Ever-Power entwickelt und fertigt diese. kundenspezifische einstufige Spritzstreckblasformen für koreanische und ostasiatische Verpackungsfabriken, die über Standardwerkzeuge hinausgewachsen sind und maßgenaue, maschinell angepasste Formen benötigen, die ohne Adapterplatten, ohne Nachbearbeitung der Positionierbuchsen und ohne Versuch-und-Irrtum-Inbetriebnahme direkt auf ihre bestehenden ISBM-Plattformen passen.
Jeder Spritzstreckblasform Die von uns versendeten Formen werden in unserer 30.000 Quadratmeter großen Werkzeugmacherei in Guangdong auf deutschen 5-Achs-CNC-Bearbeitungszentren und Sodick-Präzisions-Drahterodiermaschinen gefertigt. Wir halten Stahl in sieben Standard-Formenrohlingen – S136, H13, 718H, 2316, P20, NAK80 und Aluminium 7075 – vorrätig, sodass wir innerhalb von 48 Stunden nach Freigabe der Konstruktion mit der Vorbearbeitung beginnen können. Der gesamte Zyklus von der CAD-Freigabe bis zur validierten Form dauert in der Regel 35 bis 55 Arbeitstage, abhängig von der Anzahl der Kavitäten und der geometrischen Komplexität. Das ist rund 40 Prozent schneller als bei vergleichbaren japanischen OEM-Herstellern und 60 Prozent schneller als bei europäischen Formen. Jede fertige Form wird vor Auslieferung auf unserer hauseigenen ISBM-Maschine mit dem von Ihnen spezifizierten Harz einem Probelauf unterzogen.

Maschinenkompatibilität ist die am häufigsten gestellte Frage koreanischer Käufer. Wir fertigen kundenspezifische Formen, die direkt auf alle gängigen ISBM-Plattformen passen, darunter die japanischen Modelle ASB-12M, ASB-50MB, ASB-70DPH, ASB-70DPW, Nissei ASB, AOKI 250 und AOKI 350 sowie die Maschinenfamilien HGY und BPET von Ever-Power. Wenn Sie von einer älteren japanischen Maschine auf eine neue, in Korea verfügbare Ever-Power-Plattform umsteigen, müssen Sie Ihre Investitionen in bestehende Formen nicht abschreiben. Wir prüfen die Maßkompatibilität anhand Ihrer vorhandenen Werkzeugzeichnungen und fertigen bei Bedarf Plattenadapterplatten zum Selbstkostenpreis. Bei Greenfield-Projekten, bei denen Sie uns lediglich die Zeichnung der fertigen Flasche liefern, führt unser Ingenieurteam Streckverhältnissimulationen, Vorformlingsgewichtsoptimierungen und Kavitationsplanungen durch, bevor der Stahl geschnitten wird.
Die Anzahl der Kavitäten reicht von Einzelkavitäten für 5-Liter-Wasserkanister bis hin zu 28-Kavitäten-Mikrotropfsystemen für pharmazeutische Anwendungen. Die einzige Begrenzung ergibt sich aus den Abmessungen der Formplatte Ihrer Verarbeitungsmaschine. Typische Anwendungen in der koreanischen Kosmetik- und Pharmaindustrie liegen im Bereich von 4 bis 12 Kavitäten, während in der Getränke- und Haushaltschemikalienindustrie mit hohem Produktionsvolumen häufig Werkzeuge mit 8 bis 16 Kavitäten zum Einsatz kommen. Die Wandstärke weicht über alle Kavitätensätze hinweg maximal 0,05 mm ab, die Gewindetoleranz am Hals liegt bei kritischen Abmessungen innerhalb von 0,02 mm, und die Oberflächengüte erreicht SPI A-1 (Ra 0,05) Spiegelglanz bei Kavitäten, in denen für hochwertige PETG- und PCTG-Kosmetikverpackungen glasartige Klarheit erforderlich ist.
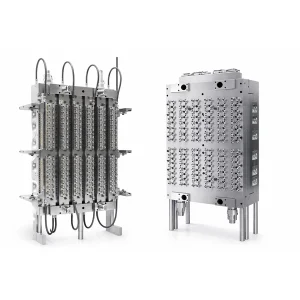
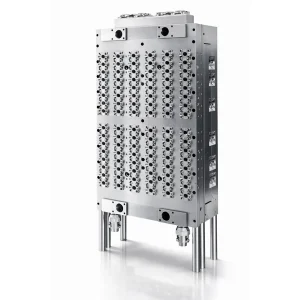
Anatomie der Formkomponenten – Die vier kritischen Baugruppen
Ein vollständiger ISBM-Formensatz besteht aus vier separaten Baugruppen, die jeweils aus unterschiedlichen Stahlsorten für verschiedene mechanische Anforderungen gefertigt werden. Das Verständnis des Zusammenspiels dieser Baugruppen ist der erste Schritt zur Auswahl der richtigen Form für Ihre Anwendung.

1. Vorformling-Injektionskavität
Hier wird geschmolzenes Harz um den Kernstab spritzgegossen, um den Vorformling – das reagenzglasförmige Zwischenprodukt, aus dem die endgültige Flasche entsteht – zu formen. Der Formhohlraum definiert das Profil des Vorformlingskörpers, die Wandstärke und die Geometrie des Flaschenhalses. Da der Flaschenhals in diesem Stadium vollständig geformt und später nicht mehr nachbearbeitet wird, ist er das mit Abstand kritischste Formteil hinsichtlich Gewindetoleranz und Verschlusssicherheit. Wir fertigen Vorformling-Formhohlräume aus vakuumgehärtetem Edelstahl S136 mit einer Härte von HRC 48–52 und polierten Oberflächen mit einer Oberflächenrauheit von Ra 0,05. Für Anwendungen mit hoher Beanspruchung im PET- und rPET-Bereich mit mehr als 3 Millionen Schüssen pro Jahr verwenden wir Werkzeugstahl H13 mit einer Härte von HRC 52–54 für eine längere Lebensdauer.
2. Kernstabbaugruppe (Dorn)
Der Kernstab transportiert den heißen Vorformling von der Einspritzstation durch die nachfolgenden Streckblasstationen und formt dabei auch dessen Inneres. Maßgenauigkeit ist hier absolut entscheidend: Jede Abweichung im Kernstabdurchmesser führt direkt zu Schwankungen der Flaschenwandstärke. Für die meisten Anwendungen fertigen wir Kernstäbe aus vorgehärtetem Werkzeugstahl 718H (HRC 30–35). Für die Produktion mit hohem Durchsatz verwenden wir Kaltarbeitsstahl Cr12MoV mit HRC 58–60. Die internen Kühlkanäle jedes Kernstabs werden auf einer Mori Seiki BTA-Maschine tiefgebohrt, um eine Geradheit von maximal 0,03 mm über die gesamte Länge zu gewährleisten.
3. Blasform
Die Blasform definiert die endgültige äußere Flaschenform – Korpusprofil, Bodengeometrie, Etikettenfeld und Griffkonturen. Sie öffnet und schließt sich bei jedem Zyklus, um die fertige Flasche freizugeben. Die Präzision der Passflächen entscheidet daher darüber, ob an den Trennlinien Grate entstehen. Wir fertigen Blasformen entweder aus Edelstahl S136 (für die Produktion mit langer Lebensdauer) oder aus Aluminium 7075-T6 (für Kleinserien oder schnell wechselnde Flaschengeometrien, bei denen eine Gewichtsreduzierung für das Servo-Indexiersystem der Maschine wichtig ist). Konturnahe Kühlkanäle umschließen komplexe Flaschenkonturen und führen die Wärme 15 bis 20 Prozent schneller ab als geradlinig gebohrte Kanäle. Dadurch wird die Zykluszeit direkt verkürzt.
4. Heißkanalverteilersystem
Das Heißkanalsystem verteilt das geschmolzene Harz von der Plastifizierschnecke der Maschine auf die einzelnen Kavitäten einer Mehrkavitätenform. Bei Einkavitätenformen ist die Düse einfacher, bei 12- oder 24-kavitätenförmigen Werkzeugen hingegen ist der Verteiler der wichtigste Faktor für die Füllbalance und die Konsistenz der einzelnen Flaschen. Wir verwenden eine Standard-Montagebasis S45C, deren Abmessungen an die Maschine des Kunden angepasst sind. Beispielsweise nutzte eine kürzlich von uns für einen koreanischen Pharmakunden gefertigte 15-ml-Tropfflaschenform eine 430 × 140 × 30 mm große Heißkanalbasis mit vier durchgehenden Befestigungslöchern von Ø 14 mm, die für die direkte Montage auf einer ASB-12M-Platte ausgelegt ist. Der Verteiler selbst integriert Heißkanaldüsen von Yudo oder Hasco (oder vergleichbare Modelle) mit PID-geregelter Heizung und verchromten internen Fließwegen, um Harzabbau in den Leerlaufzonen der Form zu verhindern.
Werkstoffe für Formstahl – Die richtige Güteklasse auswählen
Die Wahl des Formstahls ist der wichtigste Faktor für die langfristige Wirtschaftlichkeit der Produktion. Hochwertiger Stahl kostet zwar 30 bis 50 Prozent mehr in der Anschaffung, hält aber 3- bis 5-mal länger, wodurch die Gesamtbetriebskosten erheblich sinken. Für Kundenaufträge aus Korea halten wir die folgenden sieben Stahlsorten vorrätig. Die Stahlsorte wird komponentenbezogen anhand Ihres jährlichen Produktionsvolumens und der Harzeigenschaften festgelegt.
| Stahlgüte | Äquivalenter Standard | Härte | Am besten geeignet für |
|---|---|---|---|
| S136 | DIN 1.2083 | HRC 48-52 | Kosmetische PETG-Kavitäten mit kritischen Klarheitsanforderungen, Hochglanzpolitur-Anwendungen |
| H13 | DIN 1.2344 | HRC 52-54 | Hochleistungsfähige PET- und rPET-Getränkeproduktion mit hohem Durchsatz |
| 718H | DIN 1.2738H | HRC 30-35 | Kernstäbe und Vorformlinge mittlerer Lebensdauer, allgemeine Verwendung |
| 2316 | DIN 1.2316 | HRC 30-34 | Korrosionsbeständige Anwendungen, PVC und säurereaktive Harze |
| P20 | DIN 1.2311 | HRC 28-33 | Formbasen, Plattenrückplatten |
| NAK80 | JIS G4404 | HRC 37-43 | Alternative zu S136, wenn die Schweißbarkeit für Nacharbeiten wichtig ist |
| Al 7075-T6 | EN AW-7075 | HB 150 | Kurzfristige kosmetische Korrekturen von Mundhöhlen, Priorität bei der Gewichtsreduktion |
| S45C | JIS G4051 | HB 190-230 | Heißkanal-Montagebasen, nicht kritische Strukturbauteile |
Ein optimal spezifizierter Werkzeugsatz kombiniert typischerweise vier bis fünf Stahlsorten für verschiedene Komponenten: S136 für den auf Klarheit kritischen Vorformling, H13 für den Blasformhohlraum bei der Produktion mit langen Zyklen, 718H für die Kernstäbe, P20 für die Grundplatten und S45C für die Heißkanal-Montagebasis. Unser Ingenieurteam empfiehlt Ihnen nach Prüfung Ihrer Harzspezifikation und Ihres geplanten Produktionsplans die optimale Kombination für Ihre spezifischen Flaschenzeichnungen und Ihr Jahresvolumen.
Maschinenkompatibilitätsmatrix
Jeder kundenspezifische ISBM-Form Unsere Konstruktion ist auf eine bestimmte Empfangsmaschine ausgelegt. Die untenstehende Kompatibilitätsmatrix umfasst die in ostasiatischen Verpackungsfabriken am häufigsten anzutreffenden japanischen, europäischen und koreanischen Plattformen. Sollte Ihre Maschine nicht aufgeführt sein, senden Sie uns bitte die Plattenzeichnungen. Wir überprüfen dann vor der Angebotserstellung den Abstand der Holme, die Kernstangenteilung und die Düsenschnittstelle.
| Maschinenplattform | Herkunft | Bahnhöfe | Direkte Kompatibilität |
|---|---|---|---|
| ASB-12M | Japan (Nissei ASB) | 4 | Vollständige Integration; native Walzenschnittstelle |
| ASB-50 MB | Japan (Nissei ASB) | 3 / 4 | Vollständige Installation möglich; getestet für 3- und 4-Stationen-Konfigurationen. |
| ASB-70DPH | Japan (Nissei ASB) | 4 | Komplett einbaufertig; Hochleistungsversion der ASB-70-Serie |
| ASB-70DPW | Japan (Nissei ASB) | 4 | Vollständiger Einbau; Weithalsvariante bis 148 mm Hals |
| AOKI 250 | Japan (AOKI) | 3 | Vollständiger Einbau; passender Halsring und Kernstangenabstand |
| AOKI 350 | Japan (AOKI) | 3 / 4 | Komplett passgenau; kundenspezifischer Flanschadapter bei Bedarf erhältlich |
| Legacy European 3/4-Station | Europa (verschiedene) | 3 / 4 | Adapterplatten zum Selbstkostenpreis gefertigt; Zeichnungen zur Überprüfung erforderlich |
Anzahl der Kavitäten und typische Flaschenspezifikationen
Die Entscheidung für Kavitation hängt von der Zusammenarbeit zwischen Werkzeugkonstrukteur, Maschinenspezifikationen und dem jährlichen Produktionsvolumen des Kunden ab. Die folgende Tabelle fasst die üblicherweise von uns realisierten praktischen Spezifikationen zusammen. Kundenspezifische Konfigurationen außerhalb dieser Bereiche sind mit spezialisierten Maschinenplattformen möglich.
| Karieszahl | Typisches Flaschenvolumen | Typische Anwendung | Empfohlene Maschine |
|---|---|---|---|
| 1 | 2 l – 5 l | Wasserkanister, Lebensmittelgläser, Chemikalienbehälter | BPET-125V4, HGY250-V4 |
| 2 | 1 l – 3 l | Kimchi-Gläser, Speiseöl, Waschmittel in Großpackungen | BPET-94V3, HGY200-V4 |
| 4 | 500 ml – 1,5 l | Getränkeflaschen, Kosmetiklotion, Haushaltschemikalien | BPET-70V4, HGY150-V4 |
| 6 | 250 ml – 800 ml | K-Beauty-Serum, pharmazeutische Ampullen, Sprühflaschen | HGY150-V4, BPET-94V3 |
| 8 | 100 ml – 500 ml | Kleine Kosmetikfläschchen, Augentropfenampullen, Probenfläschchen | HGY200-V4, BPET-94V3, HGYS280-V6 |
| 12 | 50 ml – 200 ml | Pharmazeutische Tropfflaschen, Kosmetik in Reisegröße | BPET-125V4, HGYS280-V6 |
| 16 | 30 ml – 120 ml | Hotel-Amenity-Fläschchen, Injektionsampullen, kleine Pipette | HGY250-V4, HGY650-V4 |
| 24 – 28 | 5 ml – 50 ml | Mikropharmazeutische Ampullen, Einzeldosis-Augentropfen | HGY650-V4, Spezialplattformen |
6-stufiger kundenspezifischer Fertigungsablauf
Vom Tag der Freigabe Ihres Flaschendesigns an bis zum vollständigen kundenspezifische Spritzguss-Streckblasform Der Fertigungszyklus dauert je nach Anzahl der Kavitäten und geometrischer Komplexität 35 bis 55 Arbeitstage. Der unten beschriebene sechsstufige Arbeitsablauf ist für jedes Projekt vorgesehen und beinhaltet dokumentierte Abnahmepunkte zwischen den einzelnen Phasen.
Schritt 1 – Designprüfung & Machbarkeitsanalyse (2 – 5 Tage)
Sie senden uns eine 3D-STEP-Datei oder ein physisches Flaschenmuster sowie die angestrebte Jahresmenge, die Harzspezifikation und das Modell Ihrer Empfangsmaschine. Unser Ingenieurteam prüft die Geometrie auf die Machbarkeit des Streckblasverfahrens, kennzeichnet ungewöhnliche Designmerkmale (scharfe Ecken, extreme Seitenverhältnisse, dünnwandige Abschnitte) und empfiehlt die optimale Kavitätenanzahl für Ihre angestrebte Produktionsmenge. Innerhalb von drei Werktagen erhalten Sie einen schriftlichen Machbarkeitsbericht inklusive Berechnung des Vorformlingsgewichts.
Schritt 2 – 3D-CAD-Modellierung & Strömungssimulation (3 – 7 Tage)
Nach der Genehmigung der Machbarkeitsstudie erstellt unser CAD-Team das vollständige 3D-Formmodell inklusive Vorformkavität, Kernstabprofil, Blasform, Heißkanalverteiler und Kühlkanalanordnung. Moldflow- und Streckverhältnissimulationen identifizieren potenzielle Wandstärkenprobleme, bevor der Stahl zugeschnitten wird. Sie erhalten das 3D-Modell zur Designfreigabe, üblicherweise mit einer Korrekturrunde vor der Weiterproduktion.
Schritt 3 – Stahlbeschaffung & Vorbearbeitung (5 – 10 Tage)
Wir halten S136, H13, 718H, P20, NAK80 und S45C in gängigen Blockgrößen auf Lager, sodass die Vorbearbeitung innerhalb von 48 Stunden nach CAD-Freigabe beginnt. Die Schruppbearbeitung entfernt 90 Prozent des Materials auf 5-Achs-CNC-Bearbeitungszentren mit automatischen Werkzeugwechslern. Anschließend werden die Rohlinge für die Kühlkanäle tiefgebohrt. Bei den hochwertigen S136- und H13-Sorten für kritische Bauteile folgt die Vakuumhärtung, um die Zielhärte zu erreichen.
Schritt 4 – Präzisions-5-Achs-CNC-Bearbeitung & EDM (15 – 20 Tage)
Die Endbearbeitung auf deutschen DMG Mori 5-Achs-Bearbeitungszentren ermöglicht Maßtoleranzen von ±0,01 mm bei kritischen Hals- und Angussgeometrien. Das Drahterodieren mit Sodick-Technologie übernimmt die Bearbeitung feiner Details, die beim Fräsen nicht erreichbar sind, wie Auswerferbohrungen, Entlüftungsschlitze und Radiusdetails. Jedes CNC-bearbeitete Bauteil durchläuft vor dem Polieren unsere Zeiss-Koordinatenmessstation zur Maßprüfung.
Schritt 5 – Polieren & Wärmebehandlung (7 – 10 Tage)
Reinheitskritische Oberflächen an Vorformlingen und Blasformen werden manuell mit Diamantpaste poliert, um eine optische Spiegelglanzoberfläche nach SPI A-1 (Ra 0,05) zu erreichen. Dieser Schritt ist nicht automatisierbar und erfordert geschulte Handpolierer, die je nach Komplexität 8 bis 20 Stunden pro Formteil benötigen. Nicht-kritische Oberflächen erhalten eine Oberflächengüte nach SPI B-2 oder B-3. Eine abschließende Wärmebehandlung stabilisiert die Maßgenauigkeit vor der Montage.
Schritt 6 – Probeformung & Validierung (3 – 5 Tage)
Vor dem Versand wird jede Form auf unserer hauseigenen ISBM-Maschine mit Ihrem spezifizierten Harz und dem gewünschten Vorformlinggewicht einem Probeformtest unterzogen. Die Flaschen des ersten Musters werden einer dimensionalen CMM-Prüfung, einer Wandstärkenmessung und einer Bewertung der optischen Klarheit unterzogen. Der Validierungsbericht – inklusive Musterflaschen, Messdaten und Zykluszeitnachweis – wird zusammen mit der Form zur Endabnahme an Ihr Werk geliefert.

Anwendungen nach Branche
In den letzten drei Jahren haben sich die Kundenaufträge aus Korea und Ostasien in fünf Branchen konzentriert, die jeweils unterschiedliche technische Prioritäten aufweisen. Im Folgenden beschreiben wir unseren Ansatz. kundenspezifische Flaschenform Die Spezifikationen variieren je nach Sektor.
K-Beauty & Premium-Kosmetikverpackungen
Koreanische Kosmetikmarken fordern eine glasklare Oberflächenveredelung für Serumflaschen, Cremetiegel und Tonerflakons aus PETG und PCTG. Für diesen Bereich verwenden wir Formhohlräume aus Edelstahl S136, die auf allen reinheitskritischen Oberflächen auf Ra 0,05 poliert sind. Besonderes Augenmerk legen wir dabei auf die Präzision des Halsgewindes, um die Kompatibilität mit automatisierten Verschließanlagen zu gewährleisten. Da K-Beauty-Produkte typischerweise in kleinen Auflagen (20.000 bis 100.000 Einheiten pro Kampagne) auf den Markt gebracht werden, optimieren wir die Umrüstfreundlichkeit durch Schnellspannvorrichtungen an der Vorformling-Form. Üblicherweise werden 4 bis 8 Formhohlräume für Flaschen mit einem Volumen zwischen 30 ml und 200 ml verwendet.

Pharmazeutische Augentropfen- und Sirupfläschchen
Pharmazeutische Verpackungen erfordern höchste Maßgenauigkeit für manipulationssichere Verschlüsse und kindersichere Verschlüsse. Die Toleranz des Halsgewindes wird durch eine Zeiss-Koordinatenmessmaschine (CMM) an jeder Kavität vor dem Versand auf 0,02 mm genau eingehalten. Für die GMP-konforme Reinraumproduktion verwenden wir für alle Komponenten, die mit Reinigungslösungen in Kontakt kommen, korrosionsbeständigen Edelstahl 2316. Typische Projekte der koreanischen Pharmaindustrie umfassen 8 bis 16 Kavitäten für Vials von 5 ml bis 120 ml. Die kürzlich von uns für einen Pharmakunden in Daejeon gefertigte 15-ml-Tropfflaschenform (12M 1×6) ist ein typisches Beispiel für diese Kategorie.

Getränke- und Mineralwasserflaschen
Die Produktion großer Mengen an Getränken (über 1 Million Flaschen pro Jahr und Artikelnummer) erfordert langlebige Werkzeuge mit hoher Verschleißfestigkeit. Hier verwenden wir Werkzeugstahl H13 mit einer Härte von HRC 52–54 für Vorformlinge und Blasformen. Tief gebohrte, konturnahe Kühlkanäle minimieren die Zykluszeit. Bei der Verarbeitung von recyceltem PET (rPET) schützen verchromte Innenflächen des Heißkanalverteilers vor abrasiven Verunreinigungen. Typische Konfigurationen umfassen 4 bis 8 Kavitäten für Flaschen zwischen 500 ml und 2 l.

Weithalsige Lebensmittelgläser & Kimchi-Behälter
Koreanische Kimchi-, Gochujang-, Honig- und Saucengläser mit Halsdurchmessern bis zu 148 mm stellen aufgrund ihrer besonderen Konstruktion eine besondere Herausforderung an die Werkzeugherstellung dar. Die projizierte Formfläche ist 3- bis 5-mal größer als bei Standard-Kosmetikflaschen, wodurch die Schließkraft beim Blasvorgang entsprechend hoch sein muss. Wir fertigen P20-Formböden mit ausreichender Dicke, um einer Verformung unter einer Schließkraft von über 300 kN standzuhalten, und verwenden großzügig dimensionierte Trennfugen mit fein abgestimmter Entlüftung, um Gratbildung zu vermeiden. Typische Konfigurationen umfassen 1 bis 2 Kavitäten für Gläser zwischen 500 ml und 3 l.

BPA-freie Babyflaschen & Babypflegeverpackungen
Die Herstellung von Babyflaschen aus Tritan, PCTG und PPSU erfordert thermisch stabile Heißkanalsysteme, da diese Kunststoffe nur in engen Temperaturbereichen (typischerweise 260 bis 340 °C, abhängig von der Sorte) verarbeitet werden. Wir verwenden Heißkanaldüsen, die Yudo-Standard entsprechen und über eine individuelle PID-Regelung pro Kavität, verchromte Fließwege zur Vermeidung von Totzonen sowie Zylinderauskleidungen aus Nickellegierung für PPSU-Anwendungen mit Temperaturen über 310 °C verfügen. Typische Konfigurationen umfassen 4 bis 8 Kavitäten für Flaschen mit einem Volumen zwischen 150 ml und 330 ml.

Qualitätskontrolle & Versandprüfung
Jeder Spritzstreckblasform Die Form verlässt unser Werk erst nach erfolgreichem Durchlaufen von vier dimensionalen und funktionalen Prüfschritten. Der schriftliche Qualitätskontrollbericht wird zusammen mit der Form an Ihr Werk geliefert, und alle Daten werden in unserem Qualitätsmanagementsystem (QMS) zur Gewährleistungsabwicklung gespeichert.
- CMM-Dimensionsprüfung Die 3D-Koordinatenmessmaschine von Zeiss prüft kritische Abmessungen (Gewindedurchmesser am Hals, Wandstärkenverteilung, Kavitätentiefe, Trennfugen) mit einer Genauigkeit von ±0,01 mm. Jede Kavität in einem Mehrkavitätenwerkzeug wird einzeln vermessen, nicht stichprobenartig.
- Wasserleck-Drucktest — Die konturnahen Kühlkanäle werden 15 Minuten lang mit 1,0 MPa unter Druck gesetzt, während sich die montierte Form in einem Kontrolltank befindet. Blasenbildung deutet auf ein Leck hin, das vor dem nächsten Arbeitsschritt behoben werden muss.
- Optische Oberflächenprüfung Die polierten Kavitäten werden unter einem 50-fach vergrößernden Stereomikroskop auf Mikrokratzer, Polierrückstände oder Probleme mit der EDM-Umwandlungsschicht untersucht. Die Oberflächenrauheit Ra wird mit einem Kontaktprofilometer an drei Stellen pro Kavität überprüft.
- Validierung der Probeformung Die komplette Form wird auf unserer hauseigenen ISBM-Maschine montiert und einem Testlauf mit 500 Flaschen unter Verwendung des vom Kunden spezifizierten Harzes unterzogen. Die Flaschen des ersten Musters werden auf Wandstärke, Gewindetoleranz am Flaschenhals, Oberflächenreinheit und Dimensionsstabilität geprüft. Erst nach erfolgreicher Prüfung wird die Form ausgeliefert.
- Verpackung & Rostschutzvorbereitung Vor dem Verpacken wird jede polierte Oberfläche mit einem Langzeit-Rostschutzöl behandelt, und die Form wird in VCI-Papier (mit flüchtigem Korrosionsinhibitor) eingewickelt. Für die Verpackung werden 18 mm starke Sperrholzplatten auf wärmebehandelten Paletten mit Stoßsensoren zur Transportüberwachung verwendet.

Auswahlleitfaden – Was Sie uns für ein Angebot senden müssen
Eine gut formulierte Anfrage zu Formen kann innerhalb von 2 bis 3 Werktagen bearbeitet werden. Unvollständige Anfragen führen in der Regel zu Rückfragen und verlängern die Angebotserstellung um eine Woche oder länger. Bitte geben Sie daher vor Ihrer Angebotsanfrage die folgenden Informationen an.
- 3D-Datei für die Flasche — STEP, IGES oder natives CAD-Format. Wenn Sie nur 2D-Zeichnungen haben, ist das zwar möglich, verlangsamt aber die Machbarkeitsprüfung.
- Zielgewicht der fertigen Flasche — Gramm pro Flasche, zuzüglich etwaiger Gewichtseinsparungen im Vergleich zur aktuellen Verpackung.
- Standard-Halsfinish – zum Beispiel PCO 1881, 28-400, 24-410 oder eine kundenspezifische Verschlussart. Geben Sie die Gewindesteigung und etwaige Anforderungen an den Originalitätsverschluss an.
- Jährliches Produktionsvolumen — bestimmt die Empfehlung zur Anzahl der Hohlräume und die Auswahl der Stahlsorte.
- Harzqualität — PET-IV-Wert, PETG-Sorte, PC- oder Tritan-Spezifikation, Name des Lieferanten (falls bekannt). Bei rPET bitte den Recyclinganteil und die Herkunft der Flocken angeben.
- Empfangsmaschinenmodell ISBM — Japanische ASB, AOKI, Ever-Power oder andere. Bitte senden Sie uns, falls vorhanden, Plattenzeichnungen; andernfalls können wir die Form anhand eines Fotos des Formbereichs nachkonstruieren.
- Präferenz für eine bestimmte Anzahl von Hohlräumen — falls Sie bereits eine haben. Falls nicht, empfehlen wir Ihnen eine basierend auf dem jährlichen Produktionsvolumen und der Maschinenkapazität.
- Stahlgütepräferenz — falls Sie eine bestimmte Präferenz haben. Andernfalls empfehlen wir Ihnen basierend auf Produktionsvolumen und Harztyp.
- Geplanter Liefertermin — damit wir bestätigen können, ob 35, 45 oder 55 Arbeitstage Ihrem Zeitplan entsprechen.
Warum Ever-Power für die ISBM-Formenfertigung wählen?
In China gibt es zahlreiche allgemeine Formenbauunternehmen, die Angebote für ISBM-Werkzeugprojekte erstellen, sowie einige japanische und europäische Spezialisten, die außergewöhnliche Qualität zu Premiumpreisen liefern. Ever-Power zeichnet sich durch eine besondere Position aus: spezielle ISBM-Werkzeugtiefe, kurze Lieferzeiten wie in Korea und eine mit japanischen vergleichbare Maßgenauigkeit zu etwa der Hälfte der Kosten.
- Spezialisierter ISBM-Werkzeugladen Unser Werkzeugkonstruktionsteam arbeitet ausschließlich an Streckblaswerkzeugen und nicht an allgemeinen Kunststoffspritzgussformen. Diese Spezialisierung zeigt sich in den Details: Vorform-Konuswinkel, Entlüftungsmuster der Blasform, Heißkanalgeometrie für PET, PETG und Tritan.
- Deutsche 5-Achs-CNC-Infrastruktur — DMG Mori 5-Achs-Bearbeitungszentren, Sodick Drahterodiermaschine, Zeiss Koordinatenmessmaschine. Die Investition in Präzisionsausrüstung ermöglicht eine Toleranz von ±0,01 mm ohne Aufpreis.
- Hauseigene ISBM-Maschine zur Validierung Jede Form wird vor dem Versand auf einer realen ISBM-Maschine einem Probeformprozess unterzogen. Die meisten Formenbauer liefern ungetestete Werkzeuge; wir lehnen dies ab, da die Kosten für die Behebung von Mängeln nach der Lieferung zehnmal so hoch sind wie die Kosten für deren Erkennung in unserem Werk.
- Maschinen- und Formen-Einzelquellenverantwortung Wenn Sie sowohl die ISBM-Maschine als auch die Werkzeuge von Ever-Power kaufen, gibt es bei der Inbetriebnahme keine Schuldzuweisungen. Sollte etwas nicht passen, kümmern wir uns um die Lösung.
- Projektmanagement in koreanischer Sprache — Zweisprachige Projektmanager führen Designprüfungen und technische Klärungen auf Koreanisch durch. Klare Kommunikation in den ersten vier Wochen eines Formenbauprojekts ist der wichtigste Faktor für den Erfolg des Projekts.
- Seit 2020 wurden über 500 Formen ausgeliefert. — für koreanische, japanische, vietnamesische, thailändische und indonesische Kunden. Referenzbesuche sind für koreanische Interessenten auf Anfrage möglich.
- Lieferzeit 35 bis 55 Werktage — etwa 40 Prozent schneller als das japanische OEM-Pendant bei vergleichbarer Anzahl an Kavitäten und Komplexität.

Häufig gestellte Fragen
Frage 1: Passt Ihre kundenspezifische Form direkt auf meine bestehende ASB-12M oder AOKI 250 Maschine?
Ja, für Standard-Plattenlayouts der ASB-12M und AOKI 250. Wir haben Hunderte von Formen für diese beiden Maschinen gefertigt und verfügen über geprüfte Plattenmusterzeichnungen in unserer Konstruktionsbibliothek. Bei Sonderanfertigungen oder werkseitig modifizierten Maschinen senden Sie uns bitte ein Foto des Formbereichs oder die Originalzeichnungen des Herstellers. Wir prüfen dann die Kompatibilität, bevor wir mit dem Stahlschneiden beginnen.
Frage 2: Wie lange ist die typische Lebensdauer einer Form bei kontinuierlicher Produktion?
Die Lebensdauer hängt von der Stahlsorte und dem verwendeten Harz ab. Kavitäten aus H13-Werkzeugstahl erreichen bei Standard-PET-Anwendungen 3 bis 5 Millionen Schüsse vor der Überholung. Kavitäten aus S136-Edelstahl erzielen bei PETG-Kosmetikanwendungen typischerweise 2 bis 3 Millionen Schüsse. Bei rPET- oder abrasiven Harzanwendungen verlängern verchromte Innenflächen diese Lebensdauer um etwa 40 Prozent.
Frage 3: Welche Toleranz halten Sie bei den Maßen des Halsgewindes ein?
±0,02 mm beim kritischen Gewindedurchmesser am Hals, gemessen auf einer Zeiss-Koordinatenmessmaschine, wobei jede Kavität einzeln geprüft wurde. Dies ist die Toleranz, die für die Kompatibilität mit automatisierten Verschließanlagen in der koreanischen Pharma- und Lebensmittelproduktion erforderlich ist.
Frage 4: Können Sie Formen für BPA-freie Tritan- und PCTG-Babyflaschen herstellen?
Ja. Die Verarbeitung von Tritan und PCTG erfordert eine individuelle PID-Heißkanalsteuerung, verchromte Fließwege zur Vermeidung von Harzstagnation und eine breitere Angussgeometrie zur Reduzierung der Scherwärme. Diese Merkmale sind bei uns Standard für jedes Werkzeugprojekt im Bereich Babypflege. Für PPSU-Anwendungen über 310 °C werden Zylinderauskleidungen aus Nickellegierung verwendet.
Frage 5: Welche Informationen benötigen Sie von mir, um eine kundenspezifische Form herzustellen?
Mindestens benötigen wir eine 3D-Flaschendatei (STEP oder IGES), die angestrebte Jahresmenge, die Harzsorte, das Modell der Empfangsmaschine und den gewünschten Liefertermin. Falls keine 3D-Dateien verfügbar sind, können wir auch mit einem physischen Flaschenmuster oder 2D-Zeichnungen arbeiten. Die Machbarkeitsprüfung verlängert den Zeitplan jedoch um 3 bis 5 Werktage.
Frage 6: Wie hoch ist der Kostenunterschied im Vergleich zur originalen japanischen OEM-Form?
Die kundenspezifischen Formen von Ever-Power kosten in der Regel 45 bis 55 Prozent des Preises japanischer Originalhersteller (OEM) bei vergleichbarer Kavitätenanzahl, Stahlsorte und Oberflächenbeschaffenheit. Die Kostenersparnis resultiert aus unserer vertikalen Integration (eigene Stahllagerhaltung) und niedrigeren Lohnkosten, nicht aus Kompromissen bei Material oder Verarbeitung.
Frage 7: Bieten Sie Reparatur und Überholung von Formen für bestehende Werkzeuge an?
Ja, für alle ISBM-Werkzeugmarken. Zu unseren typischen Leistungen gehören das Nachpolieren von Kavitäten, das Nachbearbeiten von Trennfugen nach Verschleiß, der Austausch von Heißkanaldüsen und Kernstäben sowie die Reinigung von Kühlkanälen. Die Bearbeitungszeit für die Überholung beträgt 15 bis 25 Werktage. Senden Sie uns bitte Fotos der beschädigten Bauteile zur ersten Beurteilung.
Frage 8: Wie prüfen Sie die Form vor dem Versand?
Jede Form durchläuft einen Validierungslauf mit 500 Flaschen auf unserer hauseigenen Ever-Power ISBM-Maschine. Dabei verwenden wir Ihr spezifiziertes Harz und das gewünschte Vorformlinggewicht. Die Flaschen der ersten Serie werden einer Maßprüfung mittels Koordinatenmessmaschine (KMG), einer Wandstärkenmessung, einer Gewindeprüfung am Flaschenhals und einer Bewertung der optischen Klarheit unterzogen. Der Validierungsbericht (inklusive 20 Musterflaschen, die an Ihr Werk geliefert werden) wird der Form zur Abnahme beigefügt.
Frage 9: Wie gehen Sie vor, wenn die Form nach der Installation nicht die spezifizierte Leistung erbringt?
Die Standardgarantie deckt 12 Monate ab der Endabnahmeprüfung beim Kunden Herstellungsfehler und Maßabweichungen ab. Sollten mit der Form Flaschen produziert werden, die nicht den vereinbarten Spezifikationen entsprechen, übernehmen wir alle Nachbearbeitungskosten, einschließlich Nachbearbeitung der Komponenten, Nachpolieren und Hin- und Rückversand. Verschleißbedingte Mängel außerhalb der Garantie werden individuell berechnet.
F10: Kann ich Ihren Werkzeugladen vor der Bestellung besichtigen?
Ja, und wir empfehlen es insbesondere koreanischen Neukunden. Unser Werk in Guangdong ist drei Flugstunden von Incheon entfernt. Wir organisieren die Abholung vom Flughafen, eine Werksbesichtigung (inklusive Formenbau, ISBM-Probeformraum und Qualitätskontrolllabor) sowie Besuche bei unseren nahegelegenen Kundenstandorten. Die Besuche dauern in der Regel zwei Werktage.
Kundenrezensionen und Feedback aus dem Feld
„Wir benötigten Ersatzwerkzeuge für unsere 10 Jahre alte ASB-12M mit 8 Kavitäten, nachdem die originale japanische Form endgültig verschlissen war. Der japanische OEM veranschlagte uns etwa 48 Werktage Lieferzeit und den doppelten Preis von Ever-Power. Die Ever-Power-Form traf innerhalb von 41 Werktagen ein, wurde am nächsten Morgen in unsere Maschine eingesetzt, und die Gewindetoleranz am Hals war bei der CMM-Verifizierung sogar enger als bei der originalen japanischen Form. Vier Monate Produktion – bisher keinerlei Probleme.“
Park Ji-hoonTechnischer Direktor, Seoul Cosmetic Contract Packaging (Mitte 2025)
„Wir haben eine 12-fach-Form für 15-ml-Augentropfenfläschchen für unsere ASB-12M-Maschine bestellt. Die gelieferte Heißkanalbasis war eine 430 × 140 × 30 mm große S45C-Platte mit vier Befestigungslöchern genau an den benötigten Stellen. Unser Wartungsteam installierte die Form in weniger als drei Stunden, die Testproduktion verlief auf Anhieb einwandfrei, und seit der Inbetriebnahme produzieren wir 1,8 Millionen Fläschchen pro Monat. Die Toleranz des Halsgewindes wurde mit 0,015 mm auf unserer Koordinatenmessmaschine überprüft, was besser ist als die ursprüngliche OEM-Spezifikation.“
Kim Seo-yeonWerksleiter, Daejeon Pharmaceutical Packaging (Anfang 2025)
„Wir produzieren 1-Liter-Speiseölflaschen in Vierfachkonfiguration auf einer BPET-94V3. Nachdem unser ursprünglicher Lieferant uns 75 Tage für einen neuen Formsatz nannte, wandten wir uns auf Empfehlung eines anderen koreanischen Kunden an Ever-Power. Die neue Form traf innerhalb von 38 Werktagen ein, und Klarheit und Wandstärke entsprachen den Originalwerten oder waren sogar besser. Die Zykluszeit verkürzte sich im Vergleich zu unseren alten Werkzeugen um 0,4 Sekunden, da die konturnahen Kühlkanäle die Wärme schneller abführen. Bei der Serienproduktion summieren sich diese 0,4 Sekunden auf rund 190.000 zusätzliche Flaschen pro Jahr.“
Jung Hyun-wooFabrikbesitzer, Jeonju Speiseölabfüllung (Mitte 2025)
„Unser K-Beauty-Kunde benötigte eine 50-ml-PETG-Serumflasche mit einem speziellen, scharfkantigen, rechteckigen Querschnitt. Zwei chinesische Formenbauer lehnten die Geometrie als unmöglich gleichmäßig zu blasen ab. Das Ingenieurteam von Ever-Power führte eine Streckungssimulation durch, identifizierte die Ecken mit der geringsten Materialverjüngung und passte die Vorformverjüngung entsprechend an. Die fertigen Flaschen bestanden den Falltest aus 1,5 Metern Höhe in allen fünf Versuchen. Allein die Entwicklungsarbeit war den Preis wert.“
Lee Min-jiForschungs- und Entwicklungsingenieur, Seongnam Cosmetic Packaging (Anfang 2025)
„Für unsere Kimchi-Glasform mit 148 mm breiter Öffnung benötigten wir eine besonders hohe Formbasis, da die Schließkraft bei diesem Halsdurchmesser erheblich ist. Ever-Power spezifizierte 90 mm dicke P20-Trägerplatten und verstärkte Eckbolzen, die stabiler sind als bei unserer vorherigen, in Korea gefertigten Form. Wir installierten sie auf unserer BPET-125V4-Maschine, und die Produktion lief vom ersten Tag an gratfrei. Zykluszeit: 19 Sekunden bei 2-facher Werkzeugausführung, exakt nach Vorgabe.“
Kim Jae-wooBetriebsleiter, Gwangju Food Packaging (Ende 2024)
„Wir stellen 240-ml-Tritan-Babyflaschen in einer 6-fach-Form her. Die Form wurde mit individueller PID-Heißkanalsteuerung für jede Kavität geliefert, was für das Tritan-Verfahren erforderlich ist. Die thermische Stabilität aller 6 Kavitäten blieb während unseres 12-stündigen Qualifizierungslaufs innerhalb von 1,2 Grad Celsius, und die Spezifikation unseres Kunden für die optische Klarheit wurde in jeder Kavität erfüllt. Sechs Monate tägliche Produktion, keine Vergilbung, keine Ausschussware. Jeder Cent hat sich gelohnt.“
Yoon Min-jiProduktionsleiter, Ulsan Baby Care Plastics (Mitte 2025)
„Unsere AOKI 250 hat uns acht Jahre lang treue Dienste geleistet, doch der ursprüngliche Formenbestand umfasste zwölf verschiedene Artikelnummern, und die Ersatzkosten belasteten unser Wartungsbudget. Ever-Power hat unsere drei am häufigsten genutzten Formen zu etwa 52 Prozent des von AOKI genannten Preises überholt. Die Maßgenauigkeit ist bei der Überprüfung mit dem Koordinatenmessgerät nicht von den Originalen zu unterscheiden, und die Lieferung erfolgte innerhalb von 42 Werktagen statt der von AOKI angegebenen 90 Tage. Wir werden die verbleibenden neun Formen in den nächsten 18 Monaten an Ever-Power übertragen.“
Choi Yu-jinQC-Manager, Ansan Cosmetic Contract Fillers (Anfang 2025)
Verwandte Produkte und passende Komponenten
A kundenspezifische ISBM-Form Die Nennleistung wird nur erreicht, wenn das System in einer korrekt dimensionierten Maschine mit passenden Zusatzkomponenten installiert ist. Die unten aufgeführten Komponenten werden üblicherweise zusammen mit jeder Werkzeugbestellung spezifiziert und sind über Ever-Power oder unser Netzwerk zertifizierter Partner erhältlich.
- Passende ISBM-Maschinenplattformen — Das gesamte Ever-Power-Maschinensortiment deckt die Produktion von Pilotprojekten in der Forschung und Entwicklung bis hin zu großen Wassermengen ab. 4-Stationen-ISBM-Maschine Die Familie bearbeitet die meisten koreanischen Kosmetik- und Pharmazeutika-Anträge, während die 3-Stationen-ISBM-Maschine Die Produktionslinie eignet sich für die Herstellung von Getränken und Haushaltschemikalien in großen Mengen und mit kurzen Produktionszyklen.
- Ölfreier Schraubenkompressor Die Blasluftzufuhr ist auf den Bedarf Ihrer Form abgestimmt, typischerweise 3,5 MPa bei 2 bis 5 Kubikmetern pro Minute, abhängig von Flaschengröße und Kavitätenanzahl. Für Anwendungen mit Lebensmittelkontakt und in der pharmazeutischen Industrie ist eine Ölfreiheitszertifizierung der Klasse 0 obligatorisch. Passende Einheiten sind über unseren Partner für ölfreie Kompressoren.
- Kältemaschine und Kühlturmpaar Die Kühlung der Formkanäle erfolgt mit 12 °C kaltem Wasser bei vorgegebenem Druck und Durchfluss. Eine korrekte Dimensionierung der Kühlung ist oft entscheidend dafür, ob die Form ihre Nennzykluszeit erreicht oder in der realen Produktion 10 bis 15 Prozent langsamer läuft.
- Formtemperaturregler — Eine Einheit für die Vorformling-Form (typischer Sollwert 15 bis 25 °C für PET) und eine für den Blasformhohlraum (10 bis 18 °C für PET, bis zu 95 °C für PC). Zwei-Zonen-Einheiten verarbeiten dickwandiges PCTG und PPSU ohne lokale Überhitzung.
- Präzisionsgetriebekomponenten — für den Indexierantrieb und den Klemmmechanismus des Drehtellers der Maschine. Wellen aus gehärtetem legiertem Stahl und Hochleistungslager sind über unseren Shop erhältlich. Präzisionsantriebswellenpartner für Standorte, die eine schnelle lokale Nachschubversorgung benötigen.
- Trockenmittelharz Mit integrierter Taupunktüberwachung. Unverzichtbar für die Verarbeitung von PET, PC und PPSU, wo bereits ein Feuchtigkeitsüberschuss von 0,05 Prozent zu hydrolysebedingten Silberstreifen in der fertigen Flasche führt.
- Robotergestütztes Entnahmeförderband und Bildverarbeitung – Für hochwertige Pharma- und Kosmetikproduktionen, bei denen eine fehlerfreie Auslieferung bis zur Abfüllung erwartet wird. Bildverarbeitungssysteme kennzeichnen alle Flaschen, die außerhalb der Toleranz liegen, bevor sie die nachgelagerte Verpackung erreichen.

Sind Sie bereit, Ihre nächste kundenspezifische ISBM-Form zu spezifizieren?
Senden Sie uns Ihre 3D-Datei der Flasche, das angestrebte Jahresvolumen, die Harzqualität und das Modell Ihrer Empfangsmaschine. Unser Ingenieurteam erstellt Ihnen innerhalb von 3 Werktagen einen umfassenden Machbarkeitsbericht und ein transparentes Angebot inklusive Empfehlung zur Stahlsorte, Optimierung der Kavitätenanzahl, Zykluszeitprognose und einem bestätigten Liefertermin von 35 bis 55 Werktagen.
Kontaktieren Sie unser koreanisches Ingenieurteam. für ein maßgeschneidertes Werkzeugangebot.
Zusätzliche Informationen
| Editor | Cxm |
|---|