Индивидуални едностъпкови инжекционни форми за разтягане и издухване (ISBM)

Ever-Power проектира и произвежда персонализирани едностъпкови инжекционно-разтегателни форми за ISBM машини, включително ASB-12M, ASB-70DPH, AOKI 250 и всички корейски платформи Ever-Power с 3/4/6 станции. Изработени вътрешно на немска 5-осна CNC машина от формовъчни стомани S136, H13, 718H и P20, всяка форма поддържа брой кухини от 1 до 28, обем на бутилките от 5 ml до 5 L и типични срокове за изпълнение от 35 до 55 работни дни. Всяка форма се изпраща след валидиране на пробно формоване на нашата вътрешнофирмена ISBM машина с включени доклади от проверката на първия артикул.
Преглед на продукта
Разликата между посредствена и отлична производствена линия за бутилки почти винаги е в инструменталната екипировка. Машината осигурява силата на затягане, топлината и въздушното налягане, но формата, прозрачността, дебелината на стената и точността на резбата на гърлото на всяка бутилка, която доставяте, идват от матрицата. Ever-Power проектира и произвежда персонализирани едностъпкови инжекционни форми за разтягане за корейски и източноазиатски фабрики за опаковане, които са надраснали стандартните инструменти и се нуждаят от размерно прецизни, машинно съобразени форми, които се поставят директно върху съществуващите им ISBM платформи без адаптерни плочи, без повторна обработка на локализиращи втулки и без въвеждане в експлоатация по метода проба-грешка.
Всеки инжекционна разтегателна форма за издухване Ние доставяме продукти, които се произвеждат вътрешно в нашия инструментален цех в Гуандун с площ от 30 000 квадратни метра, на немски 5-осни CNC обработващи центри и прецизни EDM резачки за тел Sodick. Поддържаме стоманени наличности в седем стандартни класа основа за матрици — S136, H13, 718H, 2316, P20, NAK80 и алуминий 7075 — така че можем да започнем предварителната обработка в рамките на 48 часа след одобряването на проекта. Пълният цикъл от одобрен CAD до валидирана матрица обикновено отнема от 35 до 55 работни дни, в зависимост от броя на кухините и геометричната сложност, което е приблизително с 40% по-бързо от японския еквивалент на OEM и с 60% по-бързо от европейските матрици. Всяка завършена матрица преминава през пробно валидиране на формоването на нашата вътрешна ISBM машина с посочената от вас смола, преди да напусне фабриката.

Съвместимостта на машините е единственият въпрос, който корейските купувачи задават най-често. Ние изработваме персонализирани форми, които се монтират директно върху всички разпространени ISBM платформи, включително японските ASB-12M, ASB-50MB, ASB-70DPH, ASB-70DPW, Nissei ASB, AOKI 250, AOKI 350, както и собствените семейства машини HGY и BPET на Ever-Power. Когато надграждате от остаряла японска машина към нова, достъпна за Корея платформа Ever-Power, инвестицията, която имате в съществуващи форми, не е необходимо да се отписва — ние проверяваме размерната съвместимост от вашите стари чертежи на инструменти и, ако е необходимо, изграждаме адаптерни плочи за плочи на цена на придобиване. За проекти „на зелено“, където доставяте само чертежа на готовата бутилка, нашият инженерен екип извършва симулация на коефициента на разтягане, оптимизиране на теглото на заготовката и планиране на кавитацията, преди да реже каквато и да е стомана.
Капацитетът на кухините варира от еднокухинови форми с обем 5 литра (1,3 литра) до инструменти с микро-капкомер с 28 кухини за фармацевтични приложения, ограничени само от физическите размери на плочата на вашата приемаща машина. Типичните корейски козметични и фармацевтични приложения са в диапазона от 4 до 12 кухини, докато заводите за напитки и битова химия с голям обем често използват инструменти с 8 до 16 кухини. Дебелината на стената се поддържа в рамките на 0,05 мм отклонение между комплектите кухини, толерансът на резбата на шийката остава в рамките на 0,02 мм при критични размери, а повърхностното покритие достига огледално полиране по SPI A-1 (Ra 0,05) върху кухини, където се изисква стъклена яснота за първокласни PETG и PCTG козметични опаковки.
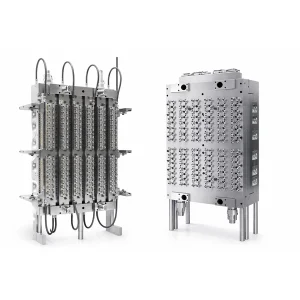
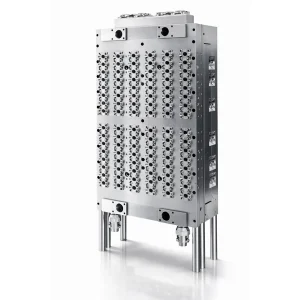
Анатомия на компонентите на матрицата — Четирите критични сглобки
Пълният комплект едноетапни ISBM форми се състои от четири отделни възела, всеки от които е изработен от различни марки стомана за различни механични изисквания. Разбирането как тези възли работят заедно е първата стъпка при определянето на правилната форма за вашето приложение.

1. Кухина за инжектиране на преформа
Това е мястото, където разтопена смола се шприцова около сърцевината на пръта, за да се образува преформата - междинният продукт с форма на епруветка, който ще се превърне в крайната бутилка. Кухината определя профила на тялото на преформата, дебелината на стената и геометрията на гърлото. Тъй като покритието на гърлото е напълно оформено на този етап и никога не се преоформя по-късно, това е най-важният компонент на матрицата за толерантност на резбата и надеждност на затварянето. Ние обработваме кухините на преформите от неръждаема стомана S136, вакуумно закалена до HRC 48-52, полирана до Ra 0.05 върху повърхности с критична чистота. За тежкотоварни PET и rPET приложения, надвишаващи 3 милиона впръсквания годишно, ние преминаваме към инструментална стомана H13 с HRC 52-54 за удължен живот.
2. Сглобка на сърцевинния прът (дорник)
Сърцевият прът пренася горещата заготовка от станцията за шприцване през следващите станции за разтягане и издухване, а също така оформя вътрешността на заготовката по време на шприцването. Размерната прецизност тук е абсолютна: всяко отклонение в диаметъра на сърцевинния прът се превръща директно в отклонение в дебелината на стената на бутилката. Ние произвеждаме сърцевинни пръти от предварително закалена инструментална стомана 718H (HRC 30-35) за повечето приложения, като за агресивно производство с много цикли се използва и студено обработена стомана Cr12MoV с HRC 58-60. Вътрешните охлаждащи канали във всеки сърцевинен прът са пробити дълбоко на машина Mori Seiki BTA, за да се поддържа праволинейност в рамките на 0,03 мм по цялата дължина.
3. Форма за издухване на кухина
Кухината за издухване определя крайната външна форма на бутилката - профил на тялото, геометрия на основата, етикетен панел, контури на захващане. Тя се отваря и затваря на всеки цикъл, за да освободи готовата бутилка, така че прецизността на свързващата повърхност определя дали ще се появи проблясък по разделителните линии. Ние обработваме кухините за издухване от неръждаема стомана S136 (за дълготрайно производство) или алуминий 7075-T6 (за краткосрочни или бързо променящи се козметични геометрии, където намаляването на теглото е от значение за серво индексиращата система на машината). Конформните охлаждащи канали се обгръщат около сложни контури на бутилката, за да извличат топлината с 15 до 20 процента по-бързо от праволинейните линии, като по този начин директно намаляват времето на цикъла.
4. Система за горещоканален колектор
Системата за горещи канали разпределя разтопена смола от пластифициращия шнек на машината до всяка кухина в многокухинна форма. При еднокухинните форми това е по-проста дюза, но при 12-кухинните или 24-кухинните инструменти, колекторът се превръща в най-големия определящ фактор за баланса на пълнене и консистенцията между бутилките. Използваме стандартна монтажна основа S45C с размери, съответстващи на машината на клиента - например, една форма за бутилка с капкомер от 15 мл, която наскоро изработихме за корейски фармацевтичен клиент, използваше основа за горещи канали с размери 430 × 140 × 30 мм с 4 проходни монтажни отвора с диаметър Ø14 мм, оразмерени за директно капване върху плоча ASB-12M. Самият колектор интегрира еквивалентни на Yudo или Hasco дюзи за горещи канали с PID-контролирано нагряване и хромирани вътрешни пътища на потока, за да се предотврати разграждането на смолата в зоните на покой на формата.
Материали за формована стомана — Избор на правилния клас
Изборът на стомана за форми е най-важният фактор за дългосрочната икономическа ефективност на производството. Висококачествената стомана струва от 30 до 50 процента повече първоначално, но издържа от 3 до 5 пъти по-дълго в производството, което значително намалява общите разходи за притежание. Поддържаме следните седем класа на склад за поръчки от корейски клиенти, като класът стомана се определя за всеки компонент въз основа на годишния ви обем на производство и характеристиките на смолата.
| Клас на стоманата | Еквивалентен стандарт | Твърдост | Най-добро за |
|---|---|---|---|
| С136 | DIN 1.2083 | HRC 48-52 | Козметични PETG кавитети с критична чистота, приложения за огледално полиране |
| H13 | ДИН 1.2344 | HRC 52-54 | Високопроизводителен PET и rPET, производство на напитки с висок цикъл |
| 718H | DIN 1.2738H | HRC 30-35 | Сърцевини и кухини за заготовки в средата на жизнения цикъл, с общо предназначение |
| 2316 | ДИН 1.2316 | HRC 30-34 | Корозионноустойчиви приложения, PVC и киселинно-реактивни смоли |
| П20 | ДИН 1.2311 | HRC 28-33 | Основи за форми, опорни плочи за плочи |
| НАК80 | JIS G4404 | HRC 37-43 | Алтернатива на S136, където заваряемостта е от значение за повторна обработка |
| Al 7075-T6 | EN AW-7075 | НВ 150 | Краткосрочни козметични кухини с издухване, приоритет за намаляване на теглото |
| S45C | JIS G4051 | НВ 190-230 | Монтажни основи за горещи канали, некритични структурни компоненти |
Добре специфицираният комплект форми обикновено комбинира от четири до пет марки стомана за различни компоненти - S136 за кухината на преформата, критична за чистотата, H13 за кухината за издухване при дългоциклово производство, 718H за сърцевинни пръти, P20 за основните плочи и S45C за монтажната основа на горещия канал. Нашият инженерен екип препоръчва оптималната комбинация за вашия специфичен чертеж на бутилка и годишен обем, след като прегледа спецификацията на вашата смола и целевия производствен график.
Матрица за съвместимост на машините
Всеки персонализирана ISBM форма Изгражданата от нас машина е оразмерена за конкретна приемаща машина. По-долу е дадена матрица за съвместимост, обхващаща японските, европейските и корейските платформи, които най-често се срещат в източноазиатските фабрики за опаковане. Ако вашата машина не е в списъка, изпратете ни чертежите на плочата и ние ще проверим разстоянието между свързващите пръти, стъпката между сърцевината и пръта и интерфейса на дюзите, преди да направим оферта.
| Машинна платформа | Произход | Станции | Съвместимост с дроп-ин |
|---|---|---|---|
| АСБ-12М | Япония (Nissei ASB) | 4 | Пълноценно включване; вграден интерфейс за плотер |
| ASB-50MB | Япония (Nissei ASB) | 3 / 4 | Пълно включване; проверено за конфигурации с 3 и 4 станции |
| ASB-70DPH | Япония (Nissei ASB) | 4 | Пълно вграждане; усилена версия от серията ASB-70 |
| ASB-70DPW | Япония (Nissei ASB) | 4 | Пълно включване; вариант с широко устие до 148 мм гърло |
| АОКИ 250 | Япония (AOKI) | 3 | Пълно включване; съчетана стъпка на пръстена на шийката и сърцевината на пръта |
| АОКИ 350 | Япония (AOKI) | 3 / 4 | Пълно вграждане; наличен е персонализиран фланцов адаптер, ако е необходимо |
| Стара европейска 3/4-станция | Европа (различни) | 3 / 4 | Адаптерни плочи, изработени на цена от себестойност; необходими са чертежи за проверка |
Диапазон на броя кухини и типични спецификации на бутилките
Кавитацията е съвместно решение между дизайнера на матрицата, спецификациите на машината и годишния обем на производство на клиента. Таблицата по-долу обобщава практическия диапазон, който обикновено доставяме, въпреки че са възможни и персонализирани конфигурации извън тези диапазони със специализирани машинни платформи.
| Брой кухини | Типичен обем на бутилката | Типично приложение | Препоръчителна машина |
|---|---|---|---|
| 1 | 2 л – 5 л | Насипни галони вода, буркани за храна, контейнери за химикали | BPET-125V4, HGY250-V4 |
| 2 | 1 л – 3 л | Буркани за кимчи, олио за готвене, препарат за пране на едро | BPET-94V3, HGY200-V4 |
| 4 | 500 мл – 1,5 л | Бутилки за напитки, козметичен лосион, домакински химикали | BPET-70V4, HGY150-V4 |
| 6 | 250 мл – 800 мл | K-beauty серум, фармацевтични флакони, спрей бутилки | HGY150-V4, BPET-94V3 |
| 8 | 100 мл – 500 мл | Малки козметични шишенца, ампули за капки за очи, шишенца за проби | HGY200-V4, BPET-94V3, HGYS280-V6 |
| 12 | 50 мл – 200 мл | Фармацевтични бутилки с капкомер, козметика с размер за пътуване | BPET-125V4, HGYS280-V6 |
| 16 | 30 мл – 120 мл | Бутилки за хотелски принадлежности, инжекционни ампули, малка капкомерка | HGY250-V4, HGY650-V4 |
| 24 – 28 | 5 мл – 50 мл | Микро фармацевтични флакони, капки за очи с единична доза | HGY650-V4, специализирани платформи |
6-стъпков работен процес за персонализирано производство
От деня, в който дизайнът на бутилката ви бъде одобрен, пълният персонализирана инжекционна форма за разтягане Производственият цикъл отнема от 35 до 55 работни дни, в зависимост от броя на кухините и геометричната сложност. Шестстъпковият работен процес по-долу е това, през което преминава всеки проект, с документирани контролни точки за одобрение между всяка фаза.
Стъпка 1 — Преглед на проекта и анализ на осъществимостта (2 – 5 дни)
Изпращате ни 3D STEP файл или физическа мостра на бутилка, плюс целеви годишен обем, спецификация на смолата и модел на приемащата машина. Нашият инженерен екип преглежда геометрията за осъществимост на разтягане с издухване, отбелязва всички необичайни конструктивни характеристики (остри ъгли, екстремни съотношения на страните, тънкостенни секции) и препоръчва оптимален брой кухини за вашия целеви обем. Писмен доклад за осъществимост с изчисление на теглото на заготовката се връща в рамките на 3 работни дни.
Стъпка 2 — 3D CAD моделиране и симулация на потока (3 – 7 дни)
След одобрението за осъществимост, нашият CAD екип изгражда пълния 3D модел на матрицата, включително кухината на преформата, профила на сърцевината на пръта, кухината за издухване, колектора на горещите канали и оформлението на охлаждащия канал. Симулацията на потока във формата и коефициента на разтягане идентифицира потенциални проблеми с дебелината на стената, преди да се пристъпи към рязане на стомана. Получавате 3D модела за одобрение на проекта, обикновено с един кръг от редакции, преди да продължите.
Стъпка 3 — Закупуване на стомана и предварителна обработка (5 – 10 дни)
Поддържаме на склад S136, H13, 718H, P20, NAK80 и S45C с обичайни размери на блоковете, така че предварителната обработка започва в рамките на 48 часа след одобрението от CAD. Грубата обработка премахва 90 процента от материала на 5-осни CNC центри с автоматизирани устройства за смяна на инструменти, след което заготовките се преместват за дълбоко пробиване на отвори за охлаждащи канали. За първокласни класове S136 и H13 върху критични компоненти с кухини, следва вакуумно закаляване, за да се достигне целевата твърдост.
Стъпка 4 — Прецизна 5-осна CNC обработка и EDM (15 – 20 дни)
Финишната обработка на немски 5-осни центри DMG Mori осигурява размерни допуски в рамките на ±0,01 мм при критични геометрии на шийките и затворите. Ерозионната обработка с нишково рязане Sodick обработва фините детайли, до които фрезоването не може да достигне, включително отвори за изхвърляне, вентилационни слотове и детайли по радиуса. Всеки CNC обработен компонент преминава през нашата CMM измервателна станция Zeiss за проверка на размерите, преди да бъде преместен в полиращата клетка.
Стъпка 5 — Полиране и термична обработка (7 – 10 дни)
Повърхностите, изискващи критична чистота, върху кухините на преформите и кухините за издухване се полират ръчно с диамантено-паста, за да се постигне оптично огледално покритие SPI A-1 (Ra 0.05). Тази стъпка не може да бъде автоматизирана — зависи от обучени полиращи машини, които прекарват от 8 до 20 часа на кухина, в зависимост от сложността. Некритичните повърхности получават покритие SPI B-2 или B-3. Крайната термична обработка стабилизира точността на размерите преди сглобяването.
Стъпка 6 — Пробно формоване и валидиране (3 – 5 дни)
Преди изпращане, всяка матрица преминава през пробно валидиране на нашата собствена ISBM машина, използвайки зададената от вас смола и целево тегло на преформата. Първите бутилки преминават през размерна CMM проверка, профилиране на дебелината на стените и оценка на оптичната чистота. Докладът за валидиране – включително мостри от бутилки, данни от измерванията и проверка на времето на цикъла – се изпраща с матрицата до вашата фабрика за окончателно приемане.

Приложения по индустрия
През последните три години поръчките на корейски и източноазиатски клиенти се групираха в пет индустриални вертикала, всяка от които с различни технически приоритети. По-долу е показано как подхождаме към... персонализирана форма за бутилки спецификация по различен начин за всеки сектор.
K-Beauty & Premium Cosmetic Packaging
Корейските козметични марки изискват повърхностно покритие с прозрачност на стъклото за PETG и PCTG бутилки със серуми, буркани за кремове и флакони с тонер. За този сектор ние определяме кухини от неръждаема стомана S136, полирани до Ra 0.05, за всички повърхности, критични за прозрачността, като обръщаме специално внимание на прецизността на резбата на гърлото за съвместимост с автоматизирана линия за затваряне. Типични са краткосрочните пускания на продукти на K-beauty (20 000 до 100 000 бройки на кампания), така че ние оптимизираме удобството за смяна с бързо освобождаващи се скоби на матрицата за преформи. Типичните конфигурации са от 4 до 8 кухини на бутилки между 30 ml и 200 ml.

Фармацевтични флакони с капки за очи и сироп
Фармацевтичните опаковки изискват абсолютна размерна прецизност за запечатване, защитено от неоторизиран достъп, и затваряния, защитени от деца. Толерансът на резбата на гърлото се поддържа в рамките на 0,02 мм, като се използва проверка със Zeiss CMM на всяка кухина преди изпращане. За производство, съвместимо с GMP чисти помещения, ние определяме устойчива на корозия неръждаема стомана 2316 за всички компоненти, които са в контакт с разтвори за измиване. Типичните корейски фармацевтични проекти включват от 8 до 16 кухини на флакони от 5 ml до 120 ml, а примерната форма за бутилка с капкомер 15 ml 12M 1×6, която наскоро изработихме за фармацевтичен клиент от Теджон, е представителен образец от тази категория.

Бутилки за напитки и минерална вода
Производството на напитки с голям обем (над 1 милион бутилки годишно на SKU) изисква дълготрайна инструментална екипировка със стабилна износоустойчивост. Тук ние определяме инструментална стомана H13 с твърдост HRC 52-54 за кухини за преформи и кухини за издухване, с дълбоко пробити конформни охлаждащи канали за минимизиране на времето за цикъл. За обработка на рециклиран PET (rPET), хромираните вътрешни повърхности на горещия колектор предпазват от абразивни замърсители. Типичните конфигурации са от 4 до 8 кухини на бутилки между 500 мл и 2 л.

Буркани за храна и контейнери за кимчи с широко гърло
Бурканите за корейско кимчи, кочуджанг, мед и сос с диаметър на гърлото до 148 мм представляват структурно различно предизвикателство по отношение на инструменталната екипировка. Проектираната площ на матрицата е от 3 до 5 пъти по-голяма от тази на стандартните козметични бутилки, което означава, че силата на затягане чрез раздуване трябва да се поддържа съответно. Ние изработваме основи на матрици P20, достатъчно дебели, за да издържат на огъване при затягане чрез раздуване от 300+ KN, и определяме големи празнини по разделителните линии с фино настроено вентилиране, за да предотвратим преливане. Типичните конфигурации са с 1 до 2 кухини в буркани между 500 мл и 3 л.

Бебешки шишета и опаковки за грижа за бебета без BPA
Производството на бебешки шишета от Tritan, PCTG и PPSU изисква термично стабилни системи с горещи канали, тъй като тези смоли работят в тесни температурни диапазони (обикновено от 260 до 340 градуса по Целзий, в зависимост от класа). Ние специфицираме дюзи с горещи канали, еквивалентни на Yudo, с индивидуален PID контрол за всяка кухина, хромирани пътища на потока за елиминиране на мъртвите зони и облицовки на цилиндъра от никелова сплав за PPSU приложения над 310 градуса по Целзий. Типичните конфигурации са с 4 до 8 кухини за бутилки между 150 мл и 330 мл.

Контрол на качеството и предспедиционни тестове
Всеки инжекционна разтегателна форма за издухване напуска нашата фабрика само след преминаване на четири стъпки за проверка на размерите и функциите. Писменият QC доклад се изпраща с матрицата до вашата фабрика и всички данни се съхраняват в нашата система за управление на качеството (QMS) за проследяване на гаранцията.
- Проверка на размерите на CMM — Координатно-измервателната машина Zeiss 3D проверява критични размери (диаметър на резбата на шийката, разпределение на дебелината на стената, дълбочина на кухината, свързващи повърхности на разделителната линия) с точност до ±0,01 мм. Всяка кухина в многокухинна матрица се измерва поотделно, а не чрез вземане на проби.
- Тест за налягане при теч на вода — Конформните охлаждащи канали се подлагат на налягане от 1,0 MPa за 15 минути, като сглобената форма е потопена в резервоар за наблюдение. Всяко образуване на мехурчета показва теч, който трябва да бъде отстранен преди следващата стъпка.
- Оптична инспекция на повърхността — Полираните кухини се проверяват под 50-кратен стереомикроскоп за микроскопия, които показват наличие на микродраскотини, остатъци от полиране или проблеми с повторно отливаните слоеве, получени чрез електроерозионна обработка. Грапавостта на повърхността Ra се проверява с контактно-сонден профилометър на три места за всяка кухина.
- Валидиране на пробно формоване — Цялата матрица се монтира на нашата собствена машина за изработка на бутилки (ISBM) и се подлага на тест с 500 бутилки със смолата, посочена от клиента. Първоначалните бутилки се проверяват за дебелина на стената, толеранс на резбата на гърлото, чистота на повърхността и стабилност на размерите. Едва след преминаване на тази проверка матрицата се изпраща.
- Опаковка и подготовка против ръжда — Преди опаковането в щайга, всяка полирана повърхност получава дълготрайно антикорозионно маслено покритие, а формата се обвива в VCI (инхибитор на летлива корозия) хартия. За опаковането се използва 18-милиметров шперплат върху термично обработени палети със сензори за удар, индикаторни за удар, за наблюдение на транспорта.

Ръководство за избор — Какво да ни изпратите за оферта
Добре обстойно запитване за калъп може да бъде изготвено в рамките на 2 до 3 работни дни. Непълно запитване обикновено се връща с уточняващи въпроси, удължавайки цикъла на офертата с една седмица или повече. Моля, предоставете следното, преди да поискате оферта.
- 3D файл на бутилка — STEP, IGES или оригинален CAD формат. Ако имате само 2D чертежи, това работи, но забавя оценката на осъществимостта.
- Целево тегло на готовата бутилка — грамове на бутилка, плюс евентуална цел за олекотяване спрямо настоящите опаковки.
- Стандартно покритие на грифа — например PCO 1881, 28-400, 24-410 или персонализиран стил на затваряне. Посочете стъпката на резбата и всички изисквания за пръстен за защита от неоторизиран достъп.
- Годишен обем на производството — дава препоръки за брой кухини и избор на марка стомана.
- Вид смола — стойност на PET IV, клас PETG, спецификация на PC или Tritan, име на доставчика, ако е известно. За rPET, посочете процента на рециклирано съдържание и източника на люспите.
- Модел на получаваща ISBM машина — Японски ASB, AOKI, Ever-Power или други. Изпратете чертежи на плочата, ако има такива; можем да извършим обратно инженерство от снимка на зоната на матрицата, ако чертежите не са налични.
- Предпочитание за брой кухини — ако имате такъв. Ако не, препоръчваме въз основа на годишния обем и капацитета на машината.
- Предпочитание за клас стомана — ако имате конкретни предпочитания. Ако не, препоръчваме въз основа на обема на производство и вида смола.
- Целева дата на доставка — за да можем да потвърдим дали 35, 45 или 55 работни дни отговарят на вашия график.
Защо да изберете Ever-Power за производство на ISBM матрици
В Китай има много цехове за леярски форми, които ще ви дадат оферта за проект за ISBM инструментална екипировка, както и няколко японски и европейски специалисти, които ще ви предложат изключително качество на премиум цени. Ever-Power е в специфична позиция: специализирана дълбочина на инструменталната екипировка ISBM, достъпно за Корея време за изпълнение и еквивалентна на японската размерна прецизност на приблизително половината от цената.
- Специализиран магазин за инструменти ISBM — нашият екип по инженерство на форми работи само върху инструменти за шприцване с разтягане и издухване, а не върху общи форми за шприцване на пластмаси. Този специализиран фокус се вижда в детайлите: ъгли на конусност на преформата, модели на вентилация на кухината за издухване, геометрия на горещоканалния затвор за PET спрямо PETG спрямо Tritan.
- Немска 5-осна CNC инфраструктура — 5-осни обработващи центрове DMG Mori, нишково-ерозионна машина Sodick, измервателна кутия Zeiss. Капиталовата инвестиция в прецизно оборудване е това, което позволява толеранс от ±0,01 мм без допълнително маркиране.
- Вътрешна ISBM машина за валидиране — всяка матрица преминава през пробно валидиране на реална машина ISBM преди доставка. Повечето цехове за формоване изпращат неизпитана инструментална екипировка; ние отказваме да правим това, защото цената за отстраняване на проблеми след доставката е 10 пъти по-висока от цената за откриването им в нашата фабрика.
- Отговорност от един източник за машини и матрици — когато закупите както машината ISBM, така и инструментите от Ever-Power, няма обвинения по време на въвеждане в експлоатация. Ако нещо не е наред, ние трябва да го решим.
- Проектиране на корейски език — двуезичните мениджъри на проекти водят преглед на дизайна и технически разяснения на корейски. Яснотата на комуникацията през първите 4 седмици от проекта за матрици е най-големият предсказващ фактор за успех на графика.
- Над 500 доставени форми от 2020 г. насам — за корейски, японски, виетнамски, тайландски и индонезийски клиенти. Предлагат се референтни посещения за корейски потенциални клиенти при поискване.
- Време за изпълнение от 35 до 55 работни дни — приблизително 40 процента по-бърз от японския еквивалент на OEM за сравним брой кухини и сложност.

Често задавани въпроси
Въпрос 1: Ще се постави ли вашата персонализирана матрица директно върху съществуващата ми машина ASB-12M или AOKI 250?
Да, за стандартни схеми на плочи ASB-12M и AOKI 250. Изработили сме стотици матрици за тези две машини и съхраняваме проверени чертежи на шаблони на плочи в нашата инженерна библиотека. За нестандартни или фабрично модифицирани машини, изпратете ни снимка на зоната на матрицата или оригиналните OEM чертежи и ние проверяваме съвместимостта, преди да режем стомана.
В2: Какъв е типичният живот на матрицата при непрекъснато производство?
Зависи от класа стомана и смолата. Кухините от инструментална стомана H13 при стандартни PET приложения издържат от 3 до 5 милиона изстрела преди ремонт. Кухините от неръждаема стомана S136 при PETG козметични приложения обикновено достигат от 2 до 3 милиона изстрела. За приложения с rPET или абразивна смола, хромираните вътрешни повърхности удължават този срок с приблизително 40 процента.
В3: Какъв е толерансът, който имате за размерите на резбата на шийката?
±0,02 мм върху критичния диаметър на резбата на шийката, измерено на Zeiss CMM, като всяка кухина е проверена поотделно. Това е допустимото отклонение, необходимо за съвместимост с автоматизирана линия за затваряне в корейското фармацевтично и хранително производство.
Въпрос 4: Можете ли да произвеждате форми за бебешки шишета Tritan и PCTG без BPA?
Да. Обработката с Tritan и PCTG изисква индивидуално PID управление на горещите канали, хромирани пътища на потока за предотвратяване на застоя на смолата и по-широка геометрия на затвора за намаляване на нагряването от срязване. Ние определяме тези характеристики като стандарт за всеки проект за инструменти за грижа за бебета. За приложения с PPSU над 310°C се монтират облицовки на цилиндъра от никелова сплав.
Въпрос 5: Каква информация ви е необходима от мен, за да изградя персонализирана матрица?
Като минимум: 3D файл на бутилка (STEP или IGES), целеви годишен обем, клас смола, модел на приемаща машина и целева дата на доставка. Можем да продължим с физическа мостра на бутилка или 2D чертежи, ако 3D файлове не са налични, но оценката на осъществимостта добавя от 3 до 5 работни дни към графика.
Въпрос 6: Каква е разликата в цената в сравнение с оригиналната японска OEM матрица?
Персонализираните форми на Ever-Power обикновено се предлагат на цена от 45 до 55 процента от цената на японските производители на оригинално оборудване (OEM) за еквивалентен брой кухини, клас стомана и повърхностна обработка. Разликата в цената идва от нашата вертикална интеграция (стоманени запаси, съхранявани на място) и по-ниските цени на труда, а не от компромиси в материалите или изработката.
В7: Предлагате ли ремонт и обновяване на матрици за съществуваща инструментална екипировка?
Да, за всяка марка инструменти ISBM. Типичните услуги включват повторно полиране на кухини, повторна обработка на разделителната линия след износване, подмяна на дюза на горещ канал, подмяна на сърцевинен прът и почистване на охлаждащия канал. Срокът за изпълнение на ремонтните дейности е от 15 до 25 работни дни. Изпратете ни снимки на повредените компоненти за първоначална оценка.
В8: Как валидирате матрицата преди изпращане?
Всяка матрица преминава през пробно валидиране на 500 бутилки на нашата собствена машина Ever-Power ISBM, използвайки зададената от вас смола и целево тегло на заготовката. Първите бутилки преминават през проверка на размерите с CMM, профилиране на дебелината на стената, проверка на резбата на гърлото и оценка на оптичната чистота. Докладът за валидиране (включващ 20 мостри от бутилки, изпратени до вашата фабрика) придружава матрицата за проверка на приемането.
Въпрос 9: Каква е вашата политика, ако матрицата не работи както е посочено след монтажа?
Стандартната гаранция покрива 12 месеца от окончателния приемо-предавателен тест на мястото на клиента срещу производствени дефекти и проблеми с размерите. Ако матрицата произвежда бутилки извън договорената спецификация, ние покриваме всички разходи за повторна обработка, включително повторна обработка на компонентите, повторно полиране и транспорт в двете посоки. Проблеми, свързани с износването извън гаранцията, се разглеждат за всеки отделен случай.
Въпрос 10: Мога ли да посетя вашия магазин за инструменти, преди да направя поръчка?
Да, и го препоръчваме на клиенти от Корея, които посещават нашия обект за първи път. Нашият завод в Гуандун е на 3 часа полет от Инчон и ние организираме посрещане от летището, обиколка на завода (включително цеха за форми, залата за пробно формоване на ISBM и лабораторията за контрол на качеството), както и референтни посещения на нашите близки клиентски бази. Посещенията обикновено отнемат 2 работни дни.
Отзиви от клиенти и обратна връзка от полето
„Имахме нужда от подмяна на 8-кухинна инструментална екипировка за нашия 10-годишен ASB-12M, след като оригиналната японска матрица най-накрая се износи. Японският производител на оригинално оборудване ни даде оферта за около 48 работни дни и два пъти по-висока цена от тази на Ever-Power. Формата на Ever-Power пристигна за 41 работни дни, доставена на машината ни на следващата сутрин, а толерансът на резбата на шийката ни всъщност се оказа по-малък от този на оригиналната японска матрица при проверка с CMM. Четири месеца след началото на производството и никакви проблеми.“
Пак Джи-хун, Технически директор, Seoul Cosmetic Contract Packaging (средата на 2025 г.)
„Поръчах матрица за бутилка с капки за очи с 12 кухини от 15 мл за нашата машина ASB-12M. Доставената от тях основа за горещ канал беше плоча S45C с размери 430 × 140 × 30 мм с четири монтажни отвора точно там, където ни бяха необходими. Нашият екип по поддръжка я инсталира за по-малко от 3 часа, пробното производство протече безпроблемно още от първия изстрел и от въвеждането в експлоатация произвеждаме 1,8 милиона бутилки на месец. Толерансът на резбата на гърлото е проверен на 0,015 мм на нашата CMM, което е по-добро от оригиналната спецификация на OEM.“
Ким Со-йон, Ръководител на завод, Daejeon Pharmaceutical Packaging (началото на 2025 г.)
„Произвеждаме бутилки за олио за готвене с обем 1 литър с конфигурация с 4 кухини на BPET-94V3. Когато първоначалният ни доставчик ни даде оферта за 75 дни за нов комплект кухини, се обадихме на Ever-Power по съвет на друг корейски клиент. Формата пристигна за 38 работни дни, като прозрачността и дебелината на стената съвпадаха или дори надминаха оригинала. Времето за цикъл всъщност намаля с 0,4 секунди в сравнение със старата ни инструментална екипировка, защото конформните охлаждащи канали извличат топлината по-бързо. За производство с голям обем, тези 0,4 секунди се равняват на приблизително 190 000 допълнителни бутилки годишно.“
Чунг Хюн-у, Собственик на фабрика, Бутилиране на готварско олио в Чонджу (средата на 2025 г.)
„Нашият клиент от K-beauty поиска бутилка за серум от 50 мл PETG със специфично правоъгълно напречно сечение с остри ъгли. Две китайски цехове за формоване отхвърлиха геометрията, тъй като тя беше невъзможна за равномерно издухване. Инженерният екип на Ever-Power проведе симулация на коефициента на разтягане, определи кои ъгли ще се изтънят и преработи конусността на заготовката, за да компенсира. Крайните бутилки преминаха теста за падане от 1,5 метра с 5 от 5 опита. Само работата по проектирането и инженерството си заслужаваше цената.“
Лий Мин-джи, Инженер по научноизследователска и развойна дейност, Seongnam Cosmetic Packaging (началото на 2025 г.)
„За нашата форма за буркан за кимчи с широк отвор 148 мм се нуждаехме от изключително здрава основа на формата, тъй като силата на затягане чрез издухване е значителна при този диаметър на гърлото. Ever-Power специфицира опорни плочи P20 с дебелина 90 мм и подсилени ъглови болтове, което е по-тежко от предишната ни форма, произведена в Корея. Инсталирахме я на нашата машина BPET-125V4 и производството започна без никакво оформяне от първия ден. Време за цикъл: 19 секунди на инструментална екипировка с 2 кухини, което отговаря точно на спецификацията.“
Ким Дже-у, Оперативен мениджър, Опаковане на храни в Гуанджу (края на 2024 г.)
„Произвеждаме бебешки шишета Tritan с обем 240 мл в конфигурация с 6 кухини. Формата е с индивидуален PID контрол на горещите канали за всяка кухина, което е необходимо за процеса Tritan. Термичната стабилност във всичките 6 кухини се поддържаше в рамките на 1,2 градуса по Целзий по време на 12-часовия ни квалификационен цикъл, а спецификацията за оптична чистота на нашия клиент беше изпълнена във всяка кухина. Шест месеца ежедневно производство, нулев пожълтяване, нулев брак за качество. Струва си всеки долар.“
Юн Мин-джи, Директор производство, Ulsan Baby Care Plastics (средата на 2025 г.)
„Нашата AOKI 250 е работна машина от 8 години, но оригиналната наличност на форми беше 12 различни артикула и разходите за подмяна изяждаха бюджета ни за поддръжка. Ever-Power възстанови трите ни най-често използвани форми на приблизително 52 процента от обявената цена на AOKI. Точността на размерите е неразличима от оригиналите при проверка със CMM, а доставката беше 42 работни дни спрямо 90-дневната оферта на AOKI. Ще преместим останалите 9 форми в Ever-Power през следващите 18 месеца.“
Чой Ю-джин, Мениджър QC, Ansan Cosmetic Contract Fillers (началото на 2025 г.)
Свързани продукти и съответстващи компоненти
А персонализирана ISBM форма достига номиналната си производителност само когато е инсталиран на правилно оразмерена машина със съответстващи спомагателни устройства. Компонентите по-долу са това, което обикновено уточняваме заедно с всяка поръчка на инструменти, като всеки от тях е наличен чрез Ever-Power или нашата проверена партньорска мрежа.
- Съвпадащи ISBM машинни платформи — пълната гама машини Ever-Power обхваща производството от пилотни научноизследователски и развойни дейности до големи галони вода. 4-станционна ISBM машина семейството се занимава с повечето корейски козметични и фармацевтични приложения, докато 3-станционна ISBM машина Линията е подходяща за производство на напитки с голям обем и кратък цикъл, както и за производство на домакински химикали.
- Безмаслен винтов въздушен компресор оразмерени според изискванията за въздух за издухване на вашата матрица, обикновено 3,5 MPa при 2 до 5 кубически метра в минута, в зависимост от размера на бутилката и броя на кухините. Сертификацията за безмаслено действие клас 0 е задължителна за приложения, свързани с контакт с храни и фармацевтични продукти. Съответстващи устройства се предлагат чрез нашия партньор за безмаслени компресори.
- Чилър и охладителна кула подаване на охладена вода с температура от 12 градуса по Целзий към конформните охлаждащи канали на матрицата при определеното налягане и дебит. Правилно оразмереното охлаждане често е разликата между достигането на номиналното време на цикъла на матрицата или работата ѝ с 10 до 15 процента по-бавно в реално производство.
- Контролери за температура на матрицата — един модул за матрицата за преформи (типична зададена точка от 15 до 25 Целзий за PET) и един за кухината за издухване (от 10 до 18 Целзий за PET, до 95 Целзий за PC). Двузоновите модули обработват дебелостенни PCTG и PPSU без локализирани горещи точки.
- Компоненти за прецизна трансмисия — за задвижването на въртящата се маса за индексиране и затягащия механизъм на машината. Закалени валове от легирана стомана и тежкотоварни лагери се предлагат чрез нашия партньор за прецизен задвижващ вал за обекти, нуждаещи се от бързо локално попълване на запасите.
- Сушилня със смола за адсорбция с интегрирано следене на точката на оросяване. От решаващо значение за преработката на PET, PC и PPSU, където дори 0,05% излишък на влага причинява хидролизно предизвикани сребърни следи в готовата бутилка.
- Роботизиран конвейер за изнасяне и визуална инспекция — за висококачествени фармацевтични и козметични серии, където се очаква доставка до пълнене с нулеви дефекти. Системите за зрение маркират всички бутилки извън допустимите отклонения, преди да достигнат до опаковането надолу по веригата.

Готови ли сте да посочите следващата си персонализирана ISBM матрица?
Изпратете ни 3D файл на вашата бутилка, целеви годишен обем, клас смола и модел на приемаща машина. Нашият инженерен екип ще ви върне пълен доклад за осъществимост и прозрачна оферта в рамките на 3 работни дни, включително препоръка за клас стомана, оптимизация на броя на кухините, оценка на времето за цикъл и потвърден график за доставка от 35 до 55 работни дни.
Свържете се с нашия инженерен екип в Корея за предложение за персонализирани инструменти.
Допълнителна информация
| Редактор | Cxm |
|---|