แม่พิมพ์ฉีดขึ้นรูปและเป่าขึ้นรูปขั้นตอนเดียวแบบกำหนดเอง (ISBM)

Ever-Power ออกแบบและผลิตแม่พิมพ์ฉีดพลาสติกแบบยืดและเป่าขึ้นรูปขั้นตอนเดียวตามสั่ง สำหรับเครื่อง ISBM รวมถึงรุ่น ASB-12M, ASB-70DPH, AOKI 250 และแพลตฟอร์ม Ever-Power 3/4/6 สถานีทั้งหมดที่จำหน่ายในตลาดเกาหลี แม่พิมพ์แต่ละชิ้นผลิตขึ้นภายในบริษัทโดยใช้เครื่อง CNC 5 แกนจากประเทศเยอรมนี โดยใช้วัสดุเหล็ก S136, H13, 718H และ P20 แม่พิมพ์แต่ละชิ้นรองรับจำนวนช่องตั้งแต่ 1 ถึง 28 ช่อง ปริมาตรขวดตั้งแต่ 5 มล. ถึง 5 ลิตร และระยะเวลาการผลิตโดยทั่วไป 35 ถึง 55 วันทำการ แม่พิมพ์ทุกชิ้นจะถูกจัดส่งหลังจากตรวจสอบความถูกต้องของการทดลองขึ้นรูปบนเครื่อง ISBM ภายในบริษัท พร้อมรายงานการตรวจสอบชิ้นงานแรก
ภาพรวมผลิตภัณฑ์
ความแตกต่างระหว่างสายการผลิตขวดธรรมดาและสายการผลิตขวดที่ยอดเยี่ยมนั้น แทบจะอยู่ที่เครื่องมือเสมอ เครื่องจักรเป็นผู้ให้แรงกด ความร้อน และแรงดันอากาศ แต่รูปทรง ความใส ความหนาของผนัง และความแม่นยำของเกลียวคอขวดของขวดทุกขวดที่คุณจัดส่งนั้น มาจากแม่พิมพ์ Ever-Power ออกแบบและผลิตแม่พิมพ์ แม่พิมพ์ฉีดขึ้นรูปและเป่าขึ้นรูปขั้นตอนเดียวแบบกำหนดเอง สำหรับโรงงานผลิตบรรจุภัณฑ์ในเกาหลีและเอเชียตะวันออกที่เติบโตเกินกว่าเครื่องมือสำเร็จรูปที่มีอยู่ และต้องการแม่พิมพ์ที่มีความแม่นยำสูง เข้ากันได้กับเครื่องจักร และสามารถติดตั้งลงบนแท่น ISBM เดิมได้โดยตรงโดยไม่ต้องใช้แผ่นอะแดปเตอร์ ไม่ต้องดัดแปลงบูชกำหนดตำแหน่ง และไม่ต้องลองผิดลองถูกในระหว่างการใช้งาน
ทั้งหมด การฉีดขึ้นรูปยืดเป่าขึ้นรูป แม่พิมพ์ที่เราจัดส่งนั้นผลิตขึ้นเองภายในโรงงานของเราในมณฑลกวางตุ้ง ซึ่งมีพื้นที่ 30,000 ตารางเมตร โดยใช้เครื่องจักร CNC 5 แกนจากเยอรมนี และเครื่องตัดลวด EDM ความแม่นยำสูงของ Sodick เรามีสต็อกเหล็ก 7 เกรดมาตรฐานสำหรับทำแม่พิมพ์ ได้แก่ S136, H13, 718H, 2316, P20, NAK80 และอลูมิเนียม 7075 ทำให้เราสามารถเริ่มการเตรียมงานก่อนการผลิตได้ภายใน 48 ชั่วโมงหลังจากได้รับการอนุมัติแบบ การผลิตครบวงจรตั้งแต่ CAD ที่ได้รับการอนุมัติจนถึงแม่พิมพ์ที่ผ่านการตรวจสอบแล้ว โดยทั่วไปจะใช้เวลา 35 ถึง 55 วันทำการ ขึ้นอยู่กับจำนวนช่องและรายละเอียดทางเรขาคณิต ซึ่งเร็วกว่าผู้ผลิต OEM ของญี่ปุ่นประมาณ 40 เปอร์เซ็นต์ และเร็วกว่าแม่พิมพ์ของยุโรปประมาณ 60 เปอร์เซ็นต์ แม่พิมพ์สำเร็จรูปทุกชิ้นจะผ่านการทดสอบการขึ้นรูปเบื้องต้นบนเครื่อง ISBM ภายในโรงงานของเรา โดยใช้เรซินที่คุณระบุ ก่อนออกจากโรงงาน

Machine compatibility is the single question Korean buyers ask most often. We build custom moulds that drop directly onto all common ISBM platforms including Japanese ASB-12M, ASB-50MB, ASB-70DPH, ASB-70DPW, Nissei ASB, AOKI 250, AOKI 350, as well as Ever-Power's own HGY and BPET machine families. When you upgrade from an aging Japanese machine to a new Korean-accessible Ever-Power platform, the investment you have in existing moulds does not need to be written off — we verify dimensional compatibility from your legacy tooling drawings and, if needed, build platen adapter plates at cost. For greenfield projects where you bring only the finished-bottle drawing, our engineering team runs stretch-ratio simulation, preform weight optimization, and cavitation planning before cutting any steel.
จำนวนช่องแม่พิมพ์มีตั้งแต่แม่พิมพ์น้ำดื่มขนาด 5 ลิตรแบบช่องเดียว ไปจนถึงแม่พิมพ์สำหรับขวดหยดขนาดเล็ก 28 ช่องสำหรับอุตสาหกรรมยา โดยขึ้นอยู่กับขนาดของแท่นพิมพ์ของเครื่องรับแม่พิมพ์เท่านั้น โดยทั่วไปแล้ว การผลิตเครื่องสำอางและยาในเกาหลีมักใช้แม่พิมพ์ 4-12 ช่อง ในขณะที่โรงงานผลิตเครื่องดื่มและสารเคมีในครัวเรือนขนาดใหญ่ มักใช้แม่พิมพ์ 8-16 ช่อง ความหนาของผนังแม่พิมพ์มีความคลาดเคลื่อนไม่เกิน 0.05 มม. ความคลาดเคลื่อนของเกลียวคอแม่พิมพ์อยู่ในช่วง 0.02 มม. ในขนาดที่สำคัญ และผิวสำเร็จมีความเงางามระดับ SPI A-1 (Ra 0.05) เหมือนกระจกในช่องแม่พิมพ์ที่ต้องการความใสเหมือนกระจกสำหรับบรรจุภัณฑ์เครื่องสำอาง PETG และ PCTG ระดับพรีเมียม
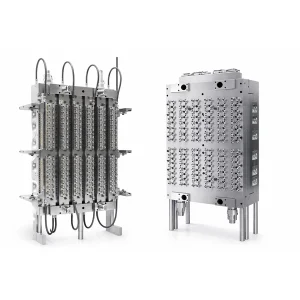
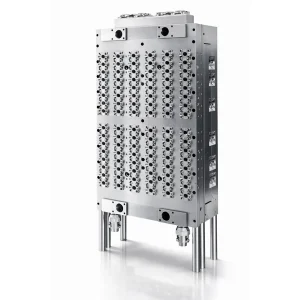
ส่วนประกอบของแม่พิมพ์ — ส่วนประกอบสำคัญทั้งสี่ส่วน
ชุดแม่พิมพ์ ISBM แบบขั้นตอนเดียวที่สมบูรณ์ประกอบด้วยชิ้นส่วนประกอบที่แตกต่างกันสี่ส่วน โดยแต่ละส่วนผลิตจากเหล็กเกรดต่างกันเพื่อตอบสนองความต้องการทางกลที่แตกต่างกัน การทำความเข้าใจวิธีการทำงานร่วมกันของชิ้นส่วนประกอบเหล่านี้เป็นขั้นตอนแรกในการเลือกแม่พิมพ์ที่เหมาะสมสำหรับงานของคุณ

1. โพรงฉีดขึ้นรูปพรีฟอร์ม
นี่คือขั้นตอนที่เรซินหลอมเหลวถูกฉีดขึ้นรูปไปรอบๆ แกนกลางเพื่อสร้างพรีฟอร์ม ซึ่งเป็นชิ้นส่วนตัวกลางรูปทรงหลอดทดลองที่จะกลายเป็นขวดสำเร็จรูป ช่องว่างในแม่พิมพ์จะกำหนดรูปทรงของตัวพรีฟอร์ม ความหนาของผนัง และรูปทรงของคอขวด เนื่องจากรูปทรงของคอขวดถูกขึ้นรูปอย่างสมบูรณ์ในขั้นตอนนี้และจะไม่ถูกปรับแต่งอีกในภายหลัง นี่จึงเป็นส่วนประกอบของแม่พิมพ์ที่สำคัญที่สุดสำหรับความคลาดเคลื่อนของเกลียวและความน่าเชื่อถือในการปิดฝา เราใช้เหล็กกล้าไร้สนิม S136 ที่ผ่านการอบชุบสุญญากาศจนมีความแข็ง HRC 48-52 และขัดเงาจนได้ค่า Ra 0.05 บนพื้นผิวที่สำคัญต่อความใส สำหรับงาน PET และ rPET ที่มีความทนทานสูงและมีปริมาณการผลิตเกิน 3 ล้านครั้งต่อปี เราจะเลือกใช้เหล็กกล้าเครื่องมือ H13 ที่มีความแข็ง HRC 52-54 เพื่ออายุการใช้งานที่ยาวนานขึ้น
2. ชุดแกนแกน (แมนเดรล)
แกนแท่งทำหน้าที่ลำเลียงชิ้นงานขึ้นรูปที่ร้อนจากสถานีฉีดขึ้นรูป ผ่านสถานีเป่าขึ้นรูปและยืดขึ้นรูปถัดไป และยังทำหน้าที่ขึ้นรูปภายในของชิ้นงานขึ้นรูปในระหว่างการฉีดขึ้นรูปด้วย ความแม่นยำของขนาดในส่วนนี้เป็นสิ่งสำคัญอย่างยิ่ง: การเบี่ยงเบนใดๆ ในเส้นผ่านศูนย์กลางของแกนแท่งจะส่งผลโดยตรงต่อความแปรปรวนของความหนาของผนังขวด เราผลิตแกนแท่งจากเหล็กกล้าเครื่องมือชุบแข็ง 718H (HRC 30-35) สำหรับการใช้งานส่วนใหญ่ และเพิ่มเป็นเหล็กกล้าขึ้นรูปเย็น Cr12MoV ที่ HRC 58-60 สำหรับการผลิตที่มีรอบการทำงานสูงและต้องการความทนทานสูง ช่องระบายความร้อนภายในแกนแท่งแต่ละอันถูกเจาะรูลึกด้วยเครื่อง Mori Seiki BTA เพื่อรักษาความตรงภายใน 0.03 มม. ตลอดความยาวทั้งหมด
3. แม่พิมพ์เป่าขึ้นรูป
The blow cavity defines the final external bottle shape — body profile, base geometry, label panel, grip contours. It opens and closes on every cycle to release the finished bottle, so mating surface precision determines whether flashing appears at parting lines. We machine blow cavities from either S136 stainless (for long-life production) or Aluminum 7075-T6 (for short-run or rapidly-changing cosmetic geometries where weight reduction matters for the machine's servo indexing system). Conformal cooling channels wrap around complex bottle contours to extract heat 15 to 20 percent faster than straight-drilled lines, directly reducing cycle time.
4. ระบบท่อร่วมไอดีแบบ Hot Runner
The hot runner system distributes molten resin from the machine's plasticizing screw to each cavity in a multi-cavity mould. In single-cavity moulds this is a simpler nozzle, but in 12-cavity or 24-cavity tooling the manifold becomes the single largest determinant of fill balance and bottle-to-bottle consistency. We use a standard S45C mounting base in dimensions matched to the customer's machine — for example, one 15 ml dropper bottle mould we recently built for a Korean pharmaceutical client used a 430 × 140 × 30 mm hot runner base with 4 through-bore mounting holes of Ø14 mm, dimensioned for direct drop-onto an ASB-12M platen. The manifold itself integrates Yudo or Hasco-equivalent hot runner nozzles with PID-controlled heating and chrome-plated internal flow paths to prevent resin degradation at the mould's idle zones.
วัสดุเหล็กสำหรับแม่พิมพ์ — การเลือกเกรดที่เหมาะสม
การเลือกใช้เหล็กสำหรับแม่พิมพ์เป็นปัจจัยสำคัญที่สุดที่มีผลต่อเศรษฐศาสตร์การผลิตในระยะยาว เหล็กคุณภาพสูงมีราคาสูงกว่าในตอนแรก 30 ถึง 50 เปอร์เซ็นต์ แต่ใช้งานได้นานกว่า 3 ถึง 5 เท่า ช่วยลดต้นทุนรวมในการเป็นเจ้าของได้อย่างมาก เรามีเหล็ก 7 เกรดต่อไปนี้ในสต็อกสำหรับคำสั่งซื้อของลูกค้าชาวเกาหลี โดยระบุเกรดเหล็กตามแต่ละชิ้นส่วนตามปริมาณการผลิตต่อปีและคุณลักษณะของเรซิน
| เกรดเหล็ก | มาตรฐานเทียบเท่า | ความแข็ง | เหมาะสำหรับ |
|---|---|---|---|
| เอส136 | DIN 1.2083 | HRC 48-52 | แม่พิมพ์ PETG สำหรับเครื่องสำอางที่ต้องการความใสสูง และงานขัดเงาแบบกระจก |
| เอช13 | DIN 1.2344 | HRC 52-54 | พลาสติก PET และ rPET คุณภาพสูง สำหรับการผลิตเครื่องดื่มที่มีรอบการใช้งานสูง |
| 718H | DIN 1.2738H | HRC 30-35 | แท่งแกนและโพรงขึ้นรูปชิ้นงานระยะกลาง อเนกประสงค์ |
| 2316 | DIN 1.2316 | HRC 30-34 | การใช้งานที่ทนต่อการกัดกร่อน พีวีซี และเรซินที่ทำปฏิกิริยากับกรด |
| พี20 | DIN 1.2311 | HRC 28-33 | ฐานแม่พิมพ์, แผ่นรองแท่นพิมพ์ |
| นาค80 | จีไอเอส จี4404 | HRC 37-43 | ทางเลือกอื่นแทน S136 ในกรณีที่ความสามารถในการเชื่อมมีความสำคัญสำหรับงานซ่อมแซม |
| อัล 7075-ที6 | EN AW-7075 | เอชบี 150 | การเป่าฟันเพื่อความสวยงามในระยะสั้น เน้นการลดน้ำหนักเป็นสำคัญ |
| เอส45ซี | จีไอเอส จี4051 | HB 190-230 | ฐานยึดฮอตรันเนอร์ ส่วนประกอบโครงสร้างที่ไม่สำคัญ |
โดยทั่วไปแล้ว ชุดแม่พิมพ์ที่มีคุณสมบัติเหมาะสมจะผสมเหล็กเกรดต่างๆ สี่ถึงห้าเกรดในส่วนประกอบต่างๆ เช่น S136 สำหรับโพรงขึ้นรูปที่ต้องการความใสเป็นพิเศษ H13 สำหรับโพรงเป่าขึ้นรูปในการผลิตแบบรอบยาว 718H สำหรับแกนกลาง P20 สำหรับแผ่นฐาน และ S45C สำหรับฐานยึดระบบฮอตรันเนอร์ ทีมวิศวกรของเราจะแนะนำส่วนผสมที่เหมาะสมที่สุดสำหรับแบบขวดและปริมาณการผลิตต่อปีของคุณ หลังจากตรวจสอบข้อกำหนดของเรซินและตารางการผลิตเป้าหมายของคุณแล้ว
ตารางความเข้ากันได้ของเครื่องจักร
ทั้งหมด แม่พิมพ์ ISBM แบบกำหนดเอง เราสร้างแผ่นรองพิมพ์ที่ออกแบบมาให้เหมาะสมกับเครื่องรับบรรจุภัณฑ์เฉพาะรุ่น ตารางด้านล่างนี้แสดงความเข้ากันได้ ซึ่งครอบคลุมแพลตฟอร์มของญี่ปุ่น ยุโรป และเกาหลี ที่พบได้บ่อยที่สุดในโรงงานบรรจุภัณฑ์ในเอเชียตะวันออก หากเครื่องของคุณไม่อยู่ในรายการ โปรดส่งแบบร่างแผ่นรองพิมพ์มาให้เรา และเราจะตรวจสอบระยะห่างของเหล็กยึด ระยะห่างของแกน และส่วนต่อประสานของหัวฉีดก่อนเสนอราคา
| แท่นเครื่องจักร | ต้นทาง | สถานี | ความเข้ากันได้แบบเสียบใช้งานได้ทันที |
|---|---|---|---|
| เอเอสบี-12เอ็ม | ญี่ปุ่น (นิสเซย์ เอเอสบี) | 4 | ติดตั้งง่ายสมบูรณ์แบบ; อินเทอร์เฟซแผ่นรองแบบดั้งเดิม |
| เอเอสบี-50เอ็มบี | ญี่ปุ่น (นิสเซย์ เอเอสบี) | 3 / 4 | สามารถติดตั้งได้ทันทีโดยไม่ต้องดัดแปลงใดๆ ผ่านการทดสอบแล้วทั้งสำหรับระบบ 3 สถานีและ 4 สถานี |
| เอเอสบี-70ดีพีเอช | ญี่ปุ่น (นิสเซย์ เอเอสบี) | 4 | ติดตั้งได้พอดีเป๊ะ รุ่นสำหรับงานหนักของซีรีส์ ASB-70 |
| เอเอสบี-70ดีพีดับบลิว | ญี่ปุ่น (นิสเซย์ เอเอสบี) | 4 | แบบใส่ได้พอดีเป๊ะ; รุ่นปากกว้างรองรับคอขวดได้ถึง 148 มม. |
| อาโอกิ 250 | ญี่ปุ่น (AOKI) | 3 | ติดตั้งง่ายพอดีเป๊ะ; วงแหวนคอและระยะห่างของแกนกลางเข้ากันอย่างลงตัว |
| อาโอกิ 350 | ญี่ปุ่น (AOKI) | 3 / 4 | ติดตั้งได้ทันทีโดยไม่ต้องดัดแปลงใดๆ มีอะแดปเตอร์หน้าแปลนแบบสั่งทำพิเศษหากต้องการ |
| เครื่องเล่น Legacy European แบบ 3/4 สถานี | ยุโรป (ต่างๆ) | 3 / 4 | แผ่นอะแดปเตอร์ผลิตตามต้นทุนจริง ต้องมีแบบร่างเพื่อตรวจสอบความถูกต้อง |
ช่วงจำนวนโพรงและข้อมูลจำเพาะทั่วไปของขวด
Cavitation is a joint decision between the mould designer, the machine specifications, and the customer's annual production volume. The table below summarizes the practical envelope we typically deliver, though custom configurations outside these ranges are feasible with specialized machine platforms.
| จำนวนฟันผุ | ปริมาตรขวดโดยทั่วไป | การใช้งานทั่วไป | เครื่องจักรที่แนะนำ |
|---|---|---|---|
| 1 | 2 ลิตร – 5 ลิตร | น้ำดื่มบรรจุแกลลอน, ขวดบรรจุอาหาร, ภาชนะบรรจุสารเคมี | บีพีที-125วี4, เอชจี250-วี4 |
| 2 | 1 ลิตร – 3 ลิตร | ขวดโหลกิมจิ, น้ำมันปรุงอาหาร, ผงซักฟอกแบบบรรจุถุงขนาดใหญ่ | บีพีที-94วี3, เอชจี200-วี4 |
| 4 | 500 มล. – 1.5 ลิตร | ขวดเครื่องดื่ม โลชั่นเครื่องสำอาง สารเคมีในครัวเรือน | บีพีที-70วี4, เอชจี150-วี4 |
| 6 | 250 มล. – 800 มล. | เซรั่ม K-beauty, ขวดบรรจุยา, ขวดสเปรย์ | HGY150-V4, BPET-94V3 |
| 8 | 100 มล. – 500 มล. | ขวดเครื่องสำอางขนาดเล็ก ขวดหยอดตา ขวดตัวอย่าง | HGY200-V4, BPET-94V3, HGY280-V6 |
| 12 | 50 มล. – 200 มล. | ขวดหยดสำหรับยา, เครื่องสำอางขนาดพกพา | BPET-125V4, HGYS280-V6 |
| 16 | 30 มล. – 120 มล. | ขวดใส่ของใช้ในโรงแรม, หลอดฉีดยา, หลอดหยดขนาดเล็ก | HGY250-V4, HGY650-V4 |
| 24 – 28 | 5 มล. – 50 มล. | ขวดบรรจุยาขนาดเล็ก ยาหยอดตาแบบใช้ครั้งเดียว | HGY650-V4 แพลตฟอร์มเฉพาะทาง |
ขั้นตอนการผลิตแบบกำหนดเอง 6 ขั้นตอน
นับตั้งแต่วันที่แบบขวดของคุณได้รับการอนุมัติ กระบวนการทั้งหมดจะดำเนินต่อไป แม่พิมพ์ฉีดขึ้นรูปยืดแบบกำหนดเอง กระบวนการผลิตใช้เวลา 35 ถึง 55 วันทำการ ขึ้นอยู่กับจำนวนช่องและรายละเอียดทางเรขาคณิตที่ซับซ้อน ขั้นตอนการทำงานหกขั้นตอนด้านล่างนี้คือสิ่งที่ทุกโครงการต้องผ่าน โดยมีการบันทึกการตรวจสอบและอนุมัติในแต่ละขั้นตอนอย่างละเอียด
ขั้นตอนที่ 1 — การตรวจสอบการออกแบบและการวิเคราะห์ความเป็นไปได้ (2-5 วัน)
คุณส่งไฟล์ 3D STEP หรือตัวอย่างขวดจริง พร้อมปริมาณการผลิตต่อปีที่ต้องการ ข้อมูลจำเพาะของเรซิน และรุ่นเครื่องรับชิ้นงานมาให้เรา ทีมวิศวกรของเราจะตรวจสอบรูปทรงเรขาคณิตเพื่อความเป็นไปได้ในการผลิตด้วยกระบวนการเป่าขึ้นรูป (stretch-blow) ระบุคุณลักษณะการออกแบบที่ผิดปกติ (มุมแหลม อัตราส่วนความกว้างต่อความสูงที่สูงเกินไป ผนังบาง) และแนะนำจำนวนช่องที่เหมาะสมที่สุดสำหรับปริมาณการผลิตที่คุณต้องการ เราจะส่งรายงานความเป็นไปได้พร้อมการคำนวณน้ำหนักของชิ้นงานขึ้นรูปกลับไปภายใน 3 วันทำการ
ขั้นตอนที่ 2 — การสร้างแบบจำลอง 3 มิติด้วยโปรแกรม CAD และการจำลองการไหล (3 – 7 วัน)
เมื่อได้รับอนุมัติความเป็นไปได้แล้ว ทีม CAD ของเราจะสร้างแบบจำลองแม่พิมพ์ 3 มิติแบบเต็มรูปแบบ รวมถึงโพรงสำหรับชิ้นงานขึ้นรูป โปรไฟล์แกนกลาง โพรงเป่าขึ้นรูป ท่อส่งความร้อน และเค้าโครงช่องระบายความร้อน การจำลองการไหลของแม่พิมพ์และอัตราส่วนการยืดจะช่วยระบุปัญหาความหนาของผนังที่อาจเกิดขึ้นก่อนที่จะทำการตัดเหล็กจริง คุณจะได้รับแบบจำลอง 3 มิติเพื่อขออนุมัติการออกแบบ โดยปกติจะมีรอบการแก้ไขหนึ่งรอบก่อนที่จะดำเนินการต่อ
ขั้นตอนที่ 3 — การจัดหาเหล็กและการขึ้นรูปเบื้องต้น (5 – 10 วัน)
เรามีสต็อกเหล็กกล้าไร้สนิม S136, H13, 718H, P20, NAK80 และ S45C ในขนาดบล็อกทั่วไป ดังนั้นจึงสามารถเริ่มกระบวนการขึ้นรูปเบื้องต้นได้ภายใน 48 ชั่วโมงหลังจากได้รับการอนุมัติแบบ CAD การขึ้นรูปหยาบจะกำจัดวัสดุออกไป 90 เปอร์เซ็นต์โดยใช้เครื่อง CNC 5 แกนที่มีระบบเปลี่ยนเครื่องมืออัตโนมัติ หลังจากนั้นชิ้นงานจะถูกส่งไปยังขั้นตอนการเจาะรูลึกสำหรับช่องระบายความร้อน สำหรับเหล็กกล้าไร้สนิมเกรด S136 และ H13 คุณภาพสูงในชิ้นส่วนที่มีโพรงสำคัญ จะมีการอบชุบแข็งในสุญญากาศเพื่อให้ได้ความแข็งตามเป้าหมาย
ขั้นตอนที่ 4 — การขึ้นรูปด้วยเครื่อง CNC 5 แกนความแม่นยำสูง และการตัดเฉือนด้วยไฟฟ้า (15 – 20 วัน)
การตกแต่งชิ้นงานด้วยเครื่อง CNC 5 แกน DMG Mori จากประเทศเยอรมนี ช่วยให้ได้ค่าความคลาดเคลื่อนของขนาดภายใน ±0.01 มม. สำหรับส่วนคอและช่องทางเข้าที่สำคัญ การตัดด้วยลวด EDM ของ Sodick ช่วยจัดการกับรายละเอียดเล็กๆ ที่การกัดไม่สามารถเข้าถึงได้ เช่น รูสำหรับตัวดันชิ้นงาน ช่องระบายอากาศ และรายละเอียดส่วนโค้ง ชิ้นส่วนที่ผ่านการตกแต่งด้วย CNC ทุกชิ้นจะผ่านสถานีวัด CMM ของ Zeiss เพื่อตรวจสอบขนาดก่อนที่จะส่งไปยังห้องขัดเงา
ขั้นตอนที่ 5 — การขัดเงาและการอบด้วยความร้อน (7 – 10 วัน)
พื้นผิวที่ต้องการความคมชัดสูงในโพรงขึ้นรูปและโพรงเป่าขึ้นรูป จะต้องผ่านการขัดเงาด้วยเพชรแบบใช้มือ เพื่อให้ได้ผิวเงาเหมือนกระจกตามมาตรฐาน SPI A-1 (Ra 0.05) ขั้นตอนนี้ไม่สามารถใช้ระบบอัตโนมัติได้ ต้องอาศัยช่างขัดเงาฝีมือดีที่มีความเชี่ยวชาญ ซึ่งใช้เวลา 8 ถึง 20 ชั่วโมงต่อโพรง ขึ้นอยู่กับความซับซ้อน พื้นผิวที่ไม่สำคัญจะได้รับการขัดเงาตามมาตรฐาน SPI B-2 หรือ B-3 การอบชุบความร้อนขั้นสุดท้ายจะช่วยรักษาความแม่นยำของขนาดก่อนการประกอบ
ขั้นตอนที่ 6 — การทดลองขึ้นรูปและการตรวจสอบความถูกต้อง (3 – 5 วัน)
ก่อนการจัดส่ง แม่พิมพ์ทุกชิ้นจะผ่านการทดสอบการขึ้นรูปเบื้องต้นด้วยเครื่อง ISBM ภายในโรงงานของเรา โดยใช้เรซินและน้ำหนักชิ้นงานขึ้นรูปตามที่คุณระบุ ขวดตัวอย่างชิ้นแรกจะผ่านการตรวจสอบขนาดด้วยเครื่อง CMM การวัดความหนาของผนัง และการประเมินความใสของแสง รายงานการตรวจสอบความถูกต้อง — รวมถึงขวดตัวอย่าง ข้อมูลการวัด และการตรวจสอบเวลาในการผลิต — จะถูกจัดส่งไปพร้อมกับแม่พิมพ์ไปยังโรงงานของคุณเพื่อการยอมรับขั้นสุดท้าย

การใช้งานตามอุตสาหกรรม
ในช่วงสามปีที่ผ่านมา คำสั่งซื้อจากลูกค้าชาวเกาหลีและเอเชียตะวันออกได้รวมกลุ่มกันเป็น 5 กลุ่มอุตสาหกรรมหลัก โดยแต่ละกลุ่มมีลำดับความสำคัญทางเทคนิคที่แตกต่างกัน ด้านล่างนี้คือวิธีการที่เราดำเนินการในแต่ละกลุ่ม แม่พิมพ์ขวดแบบกำหนดเอง ข้อกำหนดจะแตกต่างกันไปในแต่ละภาคส่วน
บรรจุภัณฑ์เครื่องสำอางเกาหลีและเครื่องสำอางระดับพรีเมียม
แบรนด์เครื่องสำอางเกาหลีต้องการพื้นผิวที่ใสเหมือนแก้วสำหรับขวดเซรั่ม ครีม และโทนเนอร์ที่ทำจาก PETG และ PCTG สำหรับกลุ่มผลิตภัณฑ์นี้ เราจึงเลือกใช้แม่พิมพ์สแตนเลส S136 ขัดเงาจนได้ค่า Ra 0.05 บนพื้นผิวที่สำคัญต่อความใสทั้งหมด โดยให้ความสำคัญเป็นพิเศษกับความแม่นยำของเกลียวคอขวดเพื่อให้ใช้งานร่วมกับสายการปิดฝาอัตโนมัติได้ การเปิดตัวผลิตภัณฑ์ K-beauty ในปริมาณน้อย (20,000 ถึง 100,000 ชิ้นต่อแคมเปญ) เป็นเรื่องปกติ ดังนั้นเราจึงเพิ่มประสิทธิภาพในการเปลี่ยนแม่พิมพ์ให้ง่ายต่อการใช้งานด้วยแคลมป์แบบปลดเร็วบนแม่พิมพ์ขึ้นรูป รูปแบบทั่วไปคือ 4 ถึง 8 ช่องสำหรับขวดขนาด 30 มล. ถึง 200 มล.

ขวดบรรจุยาหยอดตาและยาน้ำเชื่อมสำหรับเภสัชกรรม
บรรจุภัณฑ์ยาต้องการความแม่นยำของขนาดอย่างสมบูรณ์เพื่อการปิดผนึกที่ป้องกันการแกะและฝาปิดที่ป้องกันเด็ก ความคลาดเคลื่อนของเกลียวคอขวดถูกควบคุมให้อยู่ภายใน 0.02 มม. โดยใช้การตรวจสอบด้วยเครื่องวัดพิกัดสามมิติ Zeiss CMM ในทุกช่องก่อนการจัดส่ง สำหรับการผลิตที่เข้ากันได้กับห้องปลอดเชื้อ GMP เรากำหนดให้ใช้สแตนเลส 2316 ที่ทนต่อการกัดกร่อนสำหรับชิ้นส่วนใดๆ ที่สัมผัสกับสารละลายล้างทำความสะอาด โครงการผลิตยาในเกาหลีโดยทั่วไปใช้แม่พิมพ์ 8 ถึง 16 ช่องสำหรับขวดขนาด 5 มล. ถึง 120 มล. และแม่พิมพ์ขวดหยด 15 มล. 12M 1×6 ที่เราสร้างขึ้นเมื่อเร็วๆ นี้สำหรับลูกค้าด้านเภสัชกรรมในเมืองแดจอนเป็นตัวอย่างที่แสดงถึงประเภทนี้

ขวดเครื่องดื่มและน้ำแร่
การผลิตเครื่องดื่มปริมาณมาก (มากกว่า 1 ล้านขวดต่อปีต่อ SKU) ต้องการเครื่องมือที่มีอายุการใช้งานยาวนานและทนทานต่อการสึกหรอสูง เราจึงเลือกใช้เหล็กกล้าเครื่องมือ H13 ที่ความแข็ง HRC 52-54 สำหรับแม่พิมพ์ขึ้นรูปและแม่พิมพ์เป่าขึ้นรูป พร้อมด้วยช่องระบายความร้อนแบบเจาะรูลึกเพื่อลดเวลาในการผลิต สำหรับการแปรรูป PET รีไซเคิล (rPET) พื้นผิวภายในของท่อส่งความร้อนที่ชุบโครเมียมจะช่วยป้องกันสิ่งปนเปื้อนที่ทำให้เกิดการสึกหรอ โดยทั่วไปจะใช้แม่พิมพ์ 4 ถึง 8 ช่อง สำหรับขวดขนาด 500 มล. ถึง 2 ลิตร

ขวดโหลปากกว้างสำหรับใส่อาหารและภาชนะใส่กิมจิ
ขวดบรรจุเครื่องปรุงรสเกาหลี เช่น กิมจิ โกชูจัง น้ำผึ้ง และซอส ที่มีเส้นผ่านศูนย์กลางคอขวดไม่เกิน 148 มม. นั้นมีความท้าทายในการออกแบบแม่พิมพ์ที่แตกต่างออกไป พื้นที่แม่พิมพ์ที่คาดการณ์ไว้มีขนาดใหญ่กว่าขวดเครื่องสำอางมาตรฐานถึง 3-5 เท่า ซึ่งหมายความว่าแรงกดในการขึ้นรูปต้องรับน้ำหนักได้มากตามไปด้วย เราสร้างฐานแม่พิมพ์ P20 ที่หนาพอที่จะต้านทานการโก่งงอภายใต้แรงกดมากกว่า 300 KN และเรากำหนดช่องว่างระหว่างแม่พิมพ์ให้มีขนาดใหญ่กว่าปกติ พร้อมการระบายอากาศที่ปรับแต่งอย่างละเอียดเพื่อป้องกันการเกิดครีบ การกำหนดค่าทั่วไปคือ 1-2 ช่องสำหรับขวดขนาด 500 มล. ถึง 3 ลิตร

ขวดนมและบรรจุภัณฑ์สำหรับดูแลทารกปลอดสาร BPA
การผลิตขวดนมเด็กจากเรซิน Tritan, PCTG และ PPSU ต้องการระบบฮอตรันเนอร์ที่มีความเสถียรทางความร้อนสูง เนื่องจากเรซินเหล่านี้ขึ้นรูปได้ในช่วงอุณหภูมิที่แคบ (โดยทั่วไปอยู่ที่ 260 ถึง 340 องศาเซลเซียส ขึ้นอยู่กับเกรด) เราจึงเลือกใช้หัวฉีดฮอตรันเนอร์ที่เทียบเท่ากับ Yudo พร้อมระบบควบคุม PID แยกแต่ละช่อง ท่อส่งของเหลวชุบโครเมียมเพื่อกำจัดจุดอับ และปลอกกระบอกทำจากโลหะผสมนิกเกิลสำหรับงาน PPSU ที่อุณหภูมิสูงกว่า 310 องศาเซลเซียส โดยทั่วไปจะมี 4 ถึง 8 ช่อง สำหรับขวดขนาด 150 มล. ถึง 330 มล.

การควบคุมคุณภาพและการทดสอบก่อนการจัดส่ง
ทั้งหมด การฉีดขึ้นรูปยืดเป่าขึ้นรูป ชิ้นงานจะออกจากโรงงานของเราก็ต่อเมื่อผ่านขั้นตอนการตรวจสอบขนาดและฟังก์ชันการทำงานสี่ขั้นตอนแล้วเท่านั้น รายงาน QC ที่เป็นลายลักษณ์อักษรจะถูกจัดส่งไปพร้อมกับแม่พิมพ์ไปยังโรงงานของคุณ และข้อมูลทั้งหมดจะถูกเก็บไว้ในระบบการจัดการคุณภาพ (QMS) ของเราเพื่อใช้ในการตรวจสอบย้อนกลับสำหรับการรับประกัน
- การตรวจสอบขนาดด้วยเครื่อง CMM — เครื่องวัดพิกัด 3 มิติ Zeiss ตรวจสอบขนาดที่สำคัญ (เส้นผ่านศูนย์กลางเกลียวคอ ความหนาของผนัง การกระจายตัวของผนัง ความลึกของโพรง พื้นผิวสัมผัสของเส้นแบ่งแม่พิมพ์) ด้วยความแม่นยำ ±0.01 มม. โพรงแต่ละโพรงในแม่พิมพ์หลายโพรงจะถูกวัดทีละโพรง ไม่ใช่โดยการสุ่มตัวอย่าง
- การทดสอบแรงดันการรั่วซึมของน้ำ — ช่องระบายความร้อนแบบปรับรูปทรงได้จะถูกอัดแรงดันที่ 1.0 MPa เป็นเวลา 15 นาที โดยที่แม่พิมพ์ที่ประกอบเสร็จแล้วจุ่มอยู่ในถังตรวจสอบ หากพบฟองอากาศใดๆ แสดงว่ามีรอยรั่ว ซึ่งต้องแก้ไขก่อนดำเนินการขั้นตอนต่อไป
- การตรวจสอบพื้นผิวด้วยแสง — ตรวจสอบโพรงที่ขัดเงาแล้วด้วยกล้องจุลทรรศน์สเตอริโอ 50 เท่า เพื่อหารอยขีดข่วนขนาดเล็ก คราบตกค้างจากการขัดเงา หรือปัญหาจากชั้นหล่อขึ้นรูปใหม่ของ EDM ตรวจสอบความหยาบผิว Ra ด้วยเครื่องวัดความหยาบผิวแบบหัววัดสัมผัสที่สามตำแหน่งต่อโพรง
- การตรวจสอบความถูกต้องของการขึ้นรูปทดลอง — The complete mould is mounted on our in-house ISBM machine and runs a 500-bottle trial with the customer's specified resin. First-article bottles are inspected for wall thickness, neck thread tolerance, surface clarity, and dimensional stability. Only after this validation passes does the mould ship.
- บรรจุภัณฑ์และการเตรียมสารป้องกันสนิม — ก่อนการบรรจุลงลัง ทุกพื้นผิวที่ขัดเงาจะได้รับการเคลือบด้วยน้ำมันป้องกันสนิมระยะยาว และแม่พิมพ์จะถูกห่อด้วยกระดาษ VCI (สารยับยั้งการกัดกร่อนแบบระเหย) การบรรจุลงลังใช้ไม้อัดหนา 18 มม. บนพาเลทที่ผ่านการอบด้วยความร้อน พร้อมเซ็นเซอร์ตรวจจับแรงกระแทกเพื่อตรวจสอบการขนส่ง

คู่มือการเลือก — สิ่งที่ต้องส่งให้เราเพื่อขอใบเสนอราคา
การสอบถามเกี่ยวกับแม่พิมพ์ที่ระบุรายละเอียดครบถ้วน สามารถเสนอราคาได้ภายใน 2-3 วันทำการ หากการสอบถามไม่สมบูรณ์ มักจะถูกส่งกลับมาพร้อมคำถามเพิ่มเติม ทำให้ระยะเวลาในการเสนอราคาเพิ่มขึ้นอีกหนึ่งสัปดาห์หรือมากกว่านั้น โปรดระบุข้อมูลต่อไปนี้ก่อนขอใบเสนอราคา
- ไฟล์ 3 มิติขวด — ไฟล์ STEP, IGES หรือไฟล์ CAD ดั้งเดิม หากคุณมีเพียงแบบร่าง 2 มิติ ก็สามารถใช้ได้ แต่จะทำให้การตรวจสอบความเป็นไปได้ช้าลง
- น้ำหนักขวดสำเร็จรูปเป้าหมาย — กรัมต่อขวด บวกกับเป้าหมายการลดน้ำหนักเมื่อเทียบกับบรรจุภัณฑ์ปัจจุบัน
- การตกแต่งคอแบบมาตรฐาน — ตัวอย่างเช่น PCO 1881, 28-400, 24-410 หรือรูปแบบตัวล็อคแบบกำหนดเอง ระบุระยะห่างของเกลียวและข้อกำหนดใดๆ เกี่ยวกับแหวนป้องกันการแกะ
- ปริมาณการผลิตประจำปี — เป็นปัจจัยสำคัญในการแนะนำจำนวนโพรงและเกรดเหล็กที่เหมาะสม
- เกรดเรซิน — ค่า PET IV, เกรด PETG, ข้อกำหนด PC หรือ Tritan, ชื่อผู้จำหน่าย (ถ้าทราบ) สำหรับ rPET ให้ระบุเปอร์เซ็นต์ของวัสดุรีไซเคิลและแหล่งที่มาของเกล็ดพลาสติกด้วย
- รุ่นเครื่องรับสัญญาณ ISBM — แม่พิมพ์จากญี่ปุ่น เช่น ASB, AOKI, Ever-Power หรือยี่ห้ออื่นๆ หากมีแบบแปลนแท่นพิมพ์ โปรดส่งมาด้วย หากไม่มีแบบแปลน เราสามารถวิเคราะห์ย้อนกลับจากภาพถ่ายบริเวณแม่พิมพ์ได้
- ความชอบในการนับจำนวนฟันผุ — หากคุณมีอยู่แล้ว หากไม่มี เราขอแนะนำโดยพิจารณาจากปริมาณการใช้งานต่อปีและความสามารถของเครื่องจักร
- การกำหนดเกรดเหล็ก — หากคุณมีข้อกำหนดเฉพาะเจาะจง หากไม่มี เราจะแนะนำโดยพิจารณาจากปริมาณการผลิตและประเภทของเรซิน
- วันที่ส่งมอบเป้าหมาย — เพื่อให้เราสามารถยืนยันได้ว่าจำนวนวันทำการ 35, 45 หรือ 55 วันนั้นเหมาะสมกับตารางเวลาของคุณหรือไม่
เหตุใดจึงควรเลือก Ever-Power สำหรับการผลิตแม่พิมพ์ ISBM
ในประเทศจีนมีร้านทำแม่พิมพ์ทั่วไปมากมายที่เสนอราคาโครงการผลิตแม่พิมพ์ ISBM และมีผู้เชี่ยวชาญจากญี่ปุ่นและยุโรปไม่กี่รายที่ส่งมอบคุณภาพที่ยอดเยี่ยมในราคาสูง Ever-Power อยู่ในจุดที่โดดเด่น: มีความเชี่ยวชาญด้านแม่พิมพ์ ISBM โดยเฉพาะ ระยะเวลานำส่งที่เข้าถึงได้ง่ายในเกาหลี และความแม่นยำของขนาดที่เทียบเท่ากับญี่ปุ่นในราคาที่ต่ำกว่าประมาณครึ่งหนึ่ง
- ร้านจำหน่ายเครื่องมือ ISBM โดยเฉพาะ — ทีมวิศวกรรมแม่พิมพ์ของเราทำงานเฉพาะด้านแม่พิมพ์ฉีดพลาสติกแบบยืดและเป่าขึ้นรูปเท่านั้น ไม่ได้ทำงานเกี่ยวกับแม่พิมพ์ฉีดพลาสติกทั่วไป ความเชี่ยวชาญเฉพาะด้านนี้สะท้อนให้เห็นในรายละเอียดต่างๆ เช่น มุมเรียวของชิ้นงานขึ้นรูป รูปแบบการระบายอากาศของช่องเป่าขึ้นรูป รูปทรงของช่องทางวิ่งร้อนสำหรับ PET เทียบกับ PETG เทียบกับ Tritan
- โครงสร้างพื้นฐานเครื่อง CNC 5 แกนของเยอรมนี — เครื่องจักรกลซีเอ็นซี 5 แกน DMG Mori, เครื่องตัดลวด EDM Sodick, เครื่องวัดพิกัดสามมิติ Zeiss การลงทุนในอุปกรณ์ที่มีความแม่นยำสูงนี้เองที่ทำให้สามารถควบคุมความคลาดเคลื่อนได้ถึง ±0.01 มม. โดยไม่ต้องบวกราคาเพิ่ม
- เครื่อง ISBM ภายในองค์กรสำหรับการตรวจสอบความถูกต้อง — แม่พิมพ์ทุกชิ้นจะผ่านการทดสอบการขึ้นรูปเบื้องต้นบนเครื่อง ISBM จริงก่อนจัดส่ง ร้านทำแม่พิมพ์ส่วนใหญ่จัดส่งเครื่องมือที่ยังไม่ผ่านการทดสอบ เราปฏิเสธที่จะทำเช่นนั้น เพราะค่าใช้จ่ายในการแก้ไขปัญหาหลังการส่งมอบสูงกว่าค่าใช้จ่ายในการตรวจพบปัญหาในโรงงานของเราถึง 10 เท่า
- ความรับผิดชอบจากแหล่งเดียวสำหรับเครื่องจักรและแม่พิมพ์ — เมื่อคุณซื้อทั้งเครื่อง ISBM และอุปกรณ์เสริมจาก Ever-Power จะไม่มีการโยนความผิดให้กันระหว่างการติดตั้งใช้งาน หากมีสิ่งใดไม่เข้ากัน เราจะเป็นผู้แก้ไขให้
- วิศวกรรมโครงการภาษาเกาหลี — ผู้จัดการโครงการสองภาษาจะอธิบายรายละเอียดการออกแบบและชี้แจงข้อสงสัยทางเทคนิคเป็นภาษาเกาหลี ความชัดเจนในการสื่อสารในช่วง 4 สัปดาห์แรกของโครงการผลิตแม่พิมพ์เป็นตัวบ่งชี้ที่สำคัญที่สุดของความสำเร็จตามกำหนดการ
- ส่งมอบแม่พิมพ์ไปแล้วกว่า 500 ชิ้นตั้งแต่ปี 2020 — สำหรับลูกค้าชาวเกาหลี ญี่ปุ่น เวียดนาม ไทย และอินโดนีเซีย มีบริการเยี่ยมชมสถานที่จริงสำหรับลูกค้าชาวเกาหลีตามคำขอ
- ระยะเวลาดำเนินการ 35 ถึง 55 วันทำการ — เร็วกว่าผลิตภัณฑ์เทียบเท่าจากผู้ผลิตญี่ปุ่น (OEM) ประมาณ 40 เปอร์เซ็นต์ สำหรับจำนวนและระดับความซับซ้อนของโพรงแม่พิมพ์ที่ใกล้เคียงกัน

คำถามที่พบบ่อย
Q1: แม่พิมพ์สั่งทำพิเศษของคุณสามารถติดตั้งลงบนเครื่อง ASB-12M หรือ AOKI 250 ที่ฉันมีอยู่แล้วได้โดยตรงหรือไม่?
ใช่ สำหรับแบบแผ่นกดมาตรฐาน ASB-12M และ AOKI 250 เราได้สร้างแม่พิมพ์สำหรับเครื่องจักรทั้งสองรุ่นนี้มาแล้วหลายร้อยชิ้น และมีแบบร่างรูปแบบแผ่นกดที่ได้รับการตรวจสอบแล้วอยู่ในคลังเอกสารทางวิศวกรรมของเรา สำหรับเครื่องจักรที่ไม่เป็นไปตามมาตรฐานหรือเครื่องจักรที่ได้รับการดัดแปลงจากโรงงาน โปรดส่งภาพถ่ายของบริเวณแม่พิมพ์หรือแบบร่าง OEM ดั้งเดิมมาให้เรา และเราจะตรวจสอบความเข้ากันได้ก่อนทำการตัดเหล็ก
Q2: อายุการใช้งานโดยทั่วไปของแม่พิมพ์ในการผลิตต่อเนื่องคือเท่าไร?
ขึ้นอยู่กับเกรดเหล็กและเรซิน แม่พิมพ์เหล็กกล้าเครื่องมือ H13 สำหรับการใช้งาน PET มาตรฐาน สามารถใช้งานได้ 3 ถึง 5 ล้านครั้งก่อนที่จะต้องซ่อมแซม แม่พิมพ์สแตนเลส S136 สำหรับการใช้งาน PETG ในเครื่องสำอาง โดยทั่วไปจะใช้งานได้ 2 ถึง 3 ล้านครั้ง สำหรับการใช้งาน rPET หรือเรซินที่มีฤทธิ์กัดกร่อน พื้นผิวภายในที่ชุบโครเมียมจะช่วยยืดอายุการใช้งานได้ประมาณ 40 เปอร์เซ็นต์
Q3: คุณยอมรับค่าความคลาดเคลื่อนเท่าใดสำหรับขนาดเกลียวคอ?
ค่าความคลาดเคลื่อน ±0.02 มม. สำหรับเส้นผ่านศูนย์กลางเกลียวคอที่สำคัญ วัดด้วยเครื่องวัดพิกัดสามมิติ Zeiss CMM โดยตรวจสอบแต่ละช่องแยกกัน นี่คือค่าความคลาดเคลื่อนที่จำเป็นสำหรับการใช้งานร่วมกับสายการปิดฝาอัตโนมัติในอุตสาหกรรมการผลิตยาและอาหารของเกาหลี
คำถามที่ 4: คุณสามารถผลิตแม่พิมพ์สำหรับขวดนมเด็กที่ทำจาก Tritan และ PCTG ที่ปราศจาก BPA ได้หรือไม่?
ใช่แล้ว การผลิตชิ้นงานจากวัสดุ Tritan และ PCTG จำเป็นต้องใช้ระบบควบคุมฮอตรันเนอร์แบบ PID แยกแต่ละหัวฉีด ทางเดินของเรซินเคลือบโครเมียมเพื่อป้องกันการสะสมของเรซิน และรูปทรงของช่องฉีดที่กว้างขึ้นเพื่อลดความร้อนจากการเฉือน เรากำหนดคุณสมบัติเหล่านี้เป็นมาตรฐานในโครงการผลิตแม่พิมพ์สำหรับชิ้นงานขนาดเล็กทุกโครงการ สำหรับการใช้งาน PPSU ที่อุณหภูมิสูงกว่า 310 องศาเซลเซียส จะมีการติดตั้งปลอกกระบอกสูบที่ทำจากโลหะผสมนิกเกิล
Q5: คุณต้องการข้อมูลอะไรจากฉันบ้างเพื่อสร้างแม่พิมพ์แบบกำหนดเอง?
อย่างน้อยที่สุดต้องมีไฟล์โมเดลขวด 3 มิติ (STEP หรือ IGES), ปริมาณการผลิตต่อปีที่ต้องการ, เกรดเรซิน, รุ่นเครื่องรับ และวันที่ส่งมอบที่ต้องการ หากไม่มีไฟล์ 3 มิติ เราสามารถดำเนินการจากตัวอย่างขวดจริงหรือแบบร่าง 2 มิติได้ แต่การตรวจสอบความเป็นไปได้จะใช้เวลาเพิ่มขึ้น 3 ถึง 5 วันทำการ
Q6: ต้นทุนแตกต่างจากแม่พิมพ์ OEM ของญี่ปุ่นดั้งเดิมอย่างไร?
แม่พิมพ์สั่งทำพิเศษของ Ever-Power โดยทั่วไปมีราคาประมาณ 45 ถึง 55 เปอร์เซ็นต์ของราคา OEM จากญี่ปุ่น สำหรับจำนวนช่องแม่พิมพ์ เกรดเหล็ก และผิวสำเร็จที่เทียบเท่ากัน ความแตกต่างของราคานั้นมาจากการบูรณาการในแนวดิ่งของเรา (การจัดเก็บสต็อกเหล็กภายในบริษัท) และอัตราค่าแรงที่ต่ำกว่า ไม่ใช่มาจากการลดทอนคุณภาพของวัสดุหรือฝีมือการผลิต
Q7: คุณให้บริการซ่อมแซมและปรับปรุงแม่พิมพ์สำหรับเครื่องมือที่มีอยู่แล้วหรือไม่?
ใช่ครับ สำหรับเครื่องมือ ISBM ทุกยี่ห้อ บริการทั่วไปได้แก่ การขัดเงาโพรงแม่พิมพ์ การปรับแต่งแนวแบ่งชิ้นงานหลังการสึกหรอ การเปลี่ยนหัวฉีดฮอตรันเนอร์ การเปลี่ยนแกนแม่พิมพ์ และการทำความสะอาดช่องระบายความร้อน ระยะเวลาในการซ่อมแซมประมาณ 15 ถึง 25 วันทำการ กรุณาส่งภาพถ่ายชิ้นส่วนที่เสียหายมาให้เราเพื่อประเมินเบื้องต้น
Q8: คุณตรวจสอบความถูกต้องของแม่พิมพ์ก่อนจัดส่งอย่างไร?
แม่พิมพ์ทุกชิ้นจะผ่านการทดสอบการขึ้นรูปทดลอง 500 ขวด บนเครื่อง Ever-Power ISBM ภายในโรงงานของเรา โดยใช้เรซินและน้ำหนักพรีฟอร์มตามที่คุณระบุ ขวดตัวอย่างแรกจะผ่านการตรวจสอบขนาดด้วยเครื่อง CMM การวัดความหนาของผนัง การตรวจสอบเกลียวคอขวด และการประเมินความใสของแสง รายงานการตรวจสอบ (รวมถึงขวดตัวอย่าง 20 ขวดที่จัดส่งไปยังโรงงานของคุณ) จะถูกส่งไปพร้อมกับแม่พิมพ์เพื่อตรวจสอบการยอมรับ
Q9: หากแม่พิมพ์ไม่ทำงานตามที่ระบุไว้หลังการติดตั้ง คุณมีนโยบายอย่างไร?
การรับประกันมาตรฐานครอบคลุมระยะเวลา 12 เดือนนับจากการทดสอบการยอมรับขั้นสุดท้าย ณ สถานที่ของลูกค้า สำหรับข้อบกพร่องจากการผลิตและปัญหาด้านขนาด หากแม่พิมพ์ผลิตขวดที่ไม่ได้มาตรฐานตามที่ตกลงกันไว้ เราจะรับผิดชอบค่าใช้จ่ายในการแก้ไขทั้งหมด รวมถึงการปรับแต่งชิ้นส่วน การขัดเงาใหม่ และค่าขนส่งทั้งไปและกลับ ปัญหาที่เกี่ยวข้องกับการสึกหรอที่อยู่นอกเหนือการรับประกันจะมีการประเมินราคาเป็นรายกรณี
Q10: ฉันสามารถไปเยี่ยมชมร้านขายเครื่องมือของคุณก่อนสั่งซื้อได้หรือไม่?
ใช่ครับ และเราขอแนะนำสำหรับลูกค้าชาวเกาหลีที่ใช้บริการของเราเป็นครั้งแรก โรงงานของเราในกวางตุ้งอยู่ห่างจากอินชอนโดยเครื่องบินประมาณ 3 ชั่วโมง และเรามีบริการรับส่งจากสนามบิน พาชมโรงงาน (รวมถึงห้องทำแม่พิมพ์ ห้องทดลองขึ้นรูป ISBM และห้องปฏิบัติการ QC) และเยี่ยมชมฐานลูกค้าที่อยู่ใกล้เคียงของเรา โดยปกติการเยี่ยมชมจะใช้เวลา 2 วันทำการ
รีวิวจากลูกค้าและข้อเสนอแนะจากภาคสนาม
"We needed replacement 8-cavity tooling for our 10-year-old ASB-12M after the original Japanese mould finally wore out. Japanese OEM quoted us roughly 48 working days and twice the Ever-Power price. The Ever-Power mould arrived in 41 working days, dropped onto our machine the next morning, and our neck thread tolerance actually came back tighter than the original Japanese mould on CMM verification. Four months into production and zero issues."
ปาร์ค จีฮุนผู้อำนวยการฝ่ายเทคนิค บริษัท โซล แคชวล คอนแทรกชั่น คอมโพสิทีฟ ...
"Ordered a 12-cavity 15 ml eye-drop bottle mould for our ASB-12M machine. The hot runner base they supplied was a 430 × 140 × 30 mm S45C plate with four mounting holes exactly where we needed them. Our maintenance team installed it in under 3 hours, trial production ran clean on the first shot, and we have been producing 1.8 million bottles per month since commissioning. Neck thread tolerance verified at 0.015 mm on our CMM, which is better than the original OEM spec."
คิม ซอ-ยอนผู้จัดการโรงงาน บริษัท แดจอน เวชภัณฑ์ บรรจุภัณฑ์ (ต้นปี 2025)
"We produce 1-liter cooking oil bottles at 4-cavity configuration on a BPET-94V3. When our original supplier quoted 75 days for a new cavity set, we called Ever-Power on the advice of another Korean customer. Mould arrived in 38 working days, clarity and wall thickness matched or beat the original. Cycle time actually dropped 0.4 seconds versus our old tooling because the conformal cooling channels extract heat faster. For high-volume production, that 0.4 second compounds to roughly 190,000 additional bottles per year."
จอง ฮยอน-อูเจ้าของโรงงานบรรจุน้ำมันปรุงอาหารจอนจู (กลางปี 2025)
"Our K-beauty client demanded a 50 ml PETG serum bottle with a specific sharp-cornered rectangular cross-section. Two Chinese mould shops rejected the geometry as impossible to blow evenly. Ever-Power's engineering team ran a stretch-ratio simulation, flagged which corners would thin, and redesigned the preform taper to compensate. Final bottles pass the 1.5 meter drop test at 5 attempts out of 5. The design engineering work alone was worth the price."
ลี มินจีวิศวกรฝ่ายวิจัยและพัฒนา บริษัท ซองนัม คอมแพคติ้ง ...
"For our 148 mm wide-mouth kimchi jar mould we needed extra-heavy mould base rigidity because the blow clamping force is substantial at that neck diameter. Ever-Power specified 90 mm thick P20 backing plates and reinforced corner bolts, which is heavier than our previous Korean-made mould. Installed it on our BPET-125V4 machine and production ran without any flashing from day one. Cycle time: 19 seconds on 2-cavity tooling, matching the specification exactly."
คิม แจ-อูผู้จัดการฝ่ายปฏิบัติการ บริษัท กวางจู ฟู้ด บรรจุภัณฑ์ (ปลายปี 2024)
"We make 240 ml Tritan baby bottles on a 6-cavity configuration. Mould arrived with individual PID hot runner control per cavity, which is what the Tritan process requires. Thermal stability across all 6 cavities held within 1.2 Celsius during our 12-hour qualification run, and our customer's optical clarity spec was met at every cavity. Six months of daily production, zero yellowing, zero quality rejection. Worth every dollar."
ยุน มินจีผู้อำนวยการฝ่ายผลิต บริษัท อุลซาน เบบี้ แคร์ พลาสติกส์ (กลางปี 2025)
"Our AOKI 250 has been a workhorse for 8 years, but the original mould inventory was 12 different SKUs and replacement costs were eating our maintenance budget. Ever-Power rebuilt our three highest-use moulds at roughly 52 percent of AOKI's quoted price. Dimensional precision is indistinguishable from the originals on CMM verification, and delivery was 42 working days against AOKI's 90-day quote. We will be moving the remaining 9 moulds to Ever-Power over the next 18 months."
ชเว ยูจินผู้จัดการฝ่ายควบคุมคุณภาพ บริษัท Ansan Cosmetic Contract Fillers (ต้นปี 2025)
ผลิตภัณฑ์ที่เกี่ยวข้องและส่วนประกอบที่เข้ากันได้
เอ แม่พิมพ์ ISBM แบบกำหนดเอง ประสิทธิภาพการทำงานจะเต็มประสิทธิภาพก็ต่อเมื่อติดตั้งบนเครื่องจักรที่มีขนาดเหมาะสมและอุปกรณ์เสริมที่เข้ากันเท่านั้น ส่วนประกอบด้านล่างนี้คือสิ่งที่เรามักระบุไว้ในทุกคำสั่งซื้อเครื่องมือ ซึ่งแต่ละชิ้นสามารถหาซื้อได้จาก Ever-Power หรือเครือข่ายพันธมิตรที่ได้รับการตรวจสอบแล้วของเรา
- แพลตฟอร์มเครื่อง ISBM ที่เข้ากันได้ — เครื่องจักร Ever-Power ครบวงจรครอบคลุมการผลิตตั้งแต่การวิจัยและพัฒนาในระดับนำร่องไปจนถึงการผลิตน้ำปริมาณมากในระดับแกลลอนจัมโบ้ เครื่อง ISBM 4 สถานี ครอบครัวนี้ดูแลแอปพลิเคชันเครื่องสำอางและยาของเกาหลีส่วนใหญ่ ในขณะที่ เครื่อง ISBM 3 สถานี สายการผลิตนี้เหมาะสำหรับการผลิตเครื่องดื่มและสารเคมีในครัวเรือนปริมาณมากในระยะเวลาสั้นๆ
- เครื่องอัดอากาศแบบสกรูไร้น้ำมัน sized for your mould's blow air requirement, typically 3.5 MPa at 2 to 5 cubic meters per minute depending on bottle size and cavity count. Class 0 oil-free certification is mandatory for food-contact and pharmaceutical applications. Matched units available through our พาร์ทเนอร์คอมเพรสเซอร์ไร้น้ำมัน.
- ชุดเครื่องทำความเย็นและหอระบายความร้อน delivering 12 Celsius chilled water to the mould's conformal cooling channels at the specified pressure and flow rate. Correctly sized chilling is often the difference between the mould hitting its rated cycle time or running 10 to 15 percent slower in real production.
- ตัวควบคุมอุณหภูมิแม่พิมพ์ — หนึ่งชุดสำหรับแม่พิมพ์ขึ้นรูป (โดยทั่วไปตั้งอุณหภูมิได้ 15 ถึง 25 องศาเซลเซียสสำหรับ PET) และอีกหนึ่งชุดสำหรับช่องเป่าขึ้นรูป (10 ถึง 18 องศาเซลเซียสสำหรับ PET สูงสุด 95 องศาเซลเซียสสำหรับ PC) ชุดควบคุมแบบสองโซนสามารถรองรับ PCTG และ PPSU ผนังหนาได้โดยไม่มีจุดร้อนเฉพาะที่
- ชิ้นส่วนระบบส่งกำลังที่มีความแม่นยำสูง — for the machine's turntable indexing drive and clamping mechanism. Hardened alloy steel shafts and heavy-duty bearings are available through our คู่หูเพลาขับที่มีความแม่นยำสูง สำหรับสถานที่ที่ต้องการการเติมสินค้าในพื้นที่อย่างรวดเร็ว
- เครื่องอบแห้งเรซินดูดความชื้น พร้อมระบบตรวจสอบจุดน้ำค้างในตัว มีความสำคัญอย่างยิ่งต่อกระบวนการผลิต PET, PC และ PPSU เนื่องจากความชื้นส่วนเกินเพียง 0.05 เปอร์เซ็นต์ก็อาจทำให้เกิดริ้วสีเงินจากการไฮโดรไลซิสในขวดสำเร็จรูปได้
- สายพานลำเลียงอาหารแบบหุ่นยนต์และระบบตรวจสอบด้วยภาพ — สำหรับการผลิตยาและเครื่องสำอางที่มีมูลค่าสูง ซึ่งคาดหวังว่าการส่งมอบจนถึงขั้นตอนการบรรจุจะต้องปราศจากข้อบกพร่อง ระบบตรวจสอบด้วยภาพจะติดแท็กขวดที่ไม่ได้มาตรฐานก่อนที่จะถึงขั้นตอนการบรรจุภัณฑ์ต่อไป

พร้อมที่จะกำหนดรายละเอียดแม่พิมพ์ ISBM แบบกำหนดเองครั้งต่อไปของคุณแล้วหรือยัง?
ส่งไฟล์ 3 มิติของขวด ปริมาณการผลิตต่อปีที่ต้องการ เกรดเรซิน และรุ่นเครื่องรับขวดมาให้เรา ทีมวิศวกรของเราจะส่งรายงานความเป็นไปได้ที่สมบูรณ์และใบเสนอราคาที่โปร่งใสภายใน 3 วันทำการ ซึ่งรวมถึงคำแนะนำเกี่ยวกับเกรดเหล็ก การเพิ่มประสิทธิภาพจำนวนช่องแม่พิมพ์ การประมาณเวลาในการผลิต และกำหนดการส่งมอบที่ยืนยันแล้วภายใน 35 ถึง 55 วันทำการ
ติดต่อทีมวิศวกรชาวเกาหลีของเรา เพื่อจัดทำข้อเสนอเครื่องมือที่ปรับแต่งให้เหมาะสม
ข้อมูลเพิ่มเติม
| บรรณาธิการ | ซีเอ็กซ์เอ็ม |
|---|