कस्टम वन-स्टेप इंजेक्शन स्ट्रेच ब्लो मोल्ड्स (आईएसबीएम)

एवर-पावर, ASB-12M, ASB-70DPH, AOKI 250 और कोरियाई बाज़ार में उपलब्ध एवर-पावर के सभी 3/4/6-स्टेशन प्लेटफॉर्म सहित ISBM मशीनों के लिए कस्टम वन-स्टेप इंजेक्शन स्ट्रेच ब्लो मोल्ड्स का डिज़ाइन और निर्माण करती है। S136, H13, 718H और P20 मोल्ड स्टील से जर्मन 5-एक्सिस CNC मशीन पर इन-हाउस निर्मित, प्रत्येक मोल्ड 1 से 28 तक कैविटी, 5 मिलीलीटर से 5 लीटर तक की बोतल क्षमता और 35 से 55 कार्यदिवसों के सामान्य लीड टाइम को सपोर्ट करता है। प्रत्येक मोल्ड को हमारी इन-हाउस ISBM मशीन पर ट्रायल मोल्डिंग सत्यापन के बाद भेजा जाता है, जिसमें प्रथम-आर्टिकल निरीक्षण रिपोर्ट भी शामिल होती है।
उत्पाद अवलोकन
एक साधारण और एक उत्कृष्ट बोतल उत्पादन लाइन के बीच का अंतर लगभग हमेशा टूलिंग में ही होता है। मशीन क्लैम्पिंग बल, ऊष्मा और वायु दाब प्रदान करती है — लेकिन आपके द्वारा भेजी जाने वाली प्रत्येक बोतल का आकार, स्पष्टता, दीवार की मोटाई और गर्दन के धागे की सटीकता मोल्ड से निर्धारित होती है। एवर-पावर डिज़ाइन और निर्माण करती है कस्टम वन-स्टेप इंजेक्शन स्ट्रेच ब्लो मोल्ड कोरियाई और पूर्वी एशियाई पैकेजिंग कारखानों के लिए, जो रेडीमेड टूलिंग से आगे निकल चुके हैं और उन्हें आयामी रूप से सटीक, मशीन-मैच किए गए मोल्ड की आवश्यकता है जो एडेप्टर प्लेट के बिना, लोकेटिंग बुशिंग की री-मशीनिंग के बिना, और ट्रायल-एंड-एरर कमीशनिंग के बिना सीधे उनके मौजूदा आईएसबीएम प्लेटफॉर्म पर फिट हो जाएं।
प्रत्येक इंजेक्शन स्ट्रेच ब्लो मोल्ड हमारे द्वारा शिप किए जाने वाले उत्पाद ग्वांगडोंग स्थित हमारे 30,000 वर्ग मीटर के टूल शॉप में जर्मन 5-एक्सिस सीएनसी मशीनिंग सेंटर और सोदिक प्रेसिजन ईडीएम वायर-कटर का उपयोग करके इन-हाउस निर्मित किए जाते हैं। हमारे पास सात मानक मोल्ड-बेस ग्रेड - S136, H13, 718H, 2316, P20, NAK80 और एल्युमिनियम 7075 - में स्टील का स्टॉक उपलब्ध है, जिससे हम डिज़ाइन की स्वीकृति के 48 घंटों के भीतर प्री-मशीनिंग शुरू कर सकते हैं। स्वीकृत सीएडी से लेकर मान्य मोल्ड तक की पूरी प्रक्रिया में आमतौर पर कैविटी की संख्या और ज्यामितीय जटिलता के आधार पर 35 से 55 कार्यदिवस लगते हैं, जो जापानी ओईएम समकक्षों की तुलना में लगभग 40 प्रतिशत और यूरोपीय मोल्डों की तुलना में 60 प्रतिशत अधिक तेज़ है। कारखाने से निकलने से पहले, प्रत्येक तैयार मोल्ड को आपकी निर्दिष्ट रेज़िन के साथ हमारी इन-हाउस आईएसबीएम मशीन पर एक ट्रायल-मोल्डिंग सत्यापन प्रक्रिया से गुज़ारा जाता है।

मशीन की अनुकूलता वह एकमात्र प्रश्न है जो कोरियाई खरीदार अक्सर पूछते हैं। हम ऐसे कस्टम मोल्ड बनाते हैं जो सभी सामान्य ISBM प्लेटफॉर्म पर सीधे फिट हो जाते हैं, जिनमें जापानी ASB-12M, ASB-50MB, ASB-70DPH, ASB-70DPW, निस्सी ASB, AOKI 250, AOKI 350, साथ ही एवर-पावर की अपनी HGY और BPET मशीन फैमिली शामिल हैं। जब आप किसी पुरानी जापानी मशीन से कोरियाई बाजार में उपलब्ध नए एवर-पावर प्लेटफॉर्म पर अपग्रेड करते हैं, तो मौजूदा मोल्ड में किया गया आपका निवेश व्यर्थ नहीं जाता — हम आपके पुराने टूलिंग ड्राइंग से आयामी अनुकूलता की पुष्टि करते हैं और यदि आवश्यक हो, तो लागत मूल्य पर प्लेटन एडेप्टर प्लेट बनाते हैं। नए प्रोजेक्ट्स के लिए, जहां आप केवल तैयार बोतल का ड्राइंग लाते हैं, हमारी इंजीनियरिंग टीम किसी भी स्टील को काटने से पहले स्ट्रेच-रेशियो सिमुलेशन, प्रीफॉर्म वेट ऑप्टिमाइजेशन और कैविटेशन प्लानिंग करती है।
कैविटी की संख्या क्षमता 5 लीटर के बल्क वॉटर गैलन मोल्ड से लेकर फार्मास्युटिकल अनुप्रयोगों के लिए 28 कैविटी वाले माइक्रो-ड्रॉपर टूलिंग तक है, जो केवल आपकी रिसीविंग मशीन के भौतिक प्लैटन आयामों द्वारा सीमित है। विशिष्ट कोरियाई कॉस्मेटिक और फार्मा अनुप्रयोगों में 4 से 12 कैविटी का उपयोग होता है, जबकि उच्च मात्रा वाले पेय पदार्थ और घरेलू रसायन संयंत्रों में अक्सर 8 से 16 कैविटी वाले टूलिंग का उपयोग किया जाता है। कैविटी सेट में दीवार की मोटाई 0.05 मिमी के अंतर के भीतर रहती है, महत्वपूर्ण आयामों पर नेक थ्रेड टॉलरेंस 0.02 मिमी के भीतर रहता है, और प्रीमियम PETG और PCTG कॉस्मेटिक पैकेजिंग के लिए जहां कांच जैसी स्पष्टता की आवश्यकता होती है, वहां सतह की फिनिश SPI A-1 (Ra 0.05) मिरर पॉलिश तक पहुंचती है।
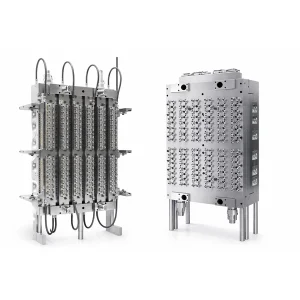
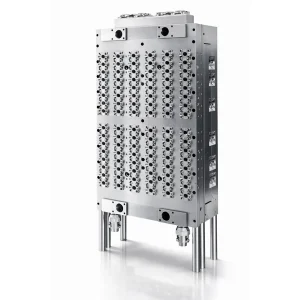
मोल्ड घटकों की संरचना — चार महत्वपूर्ण संयोजन
एक संपूर्ण वन-स्टेप आईएसबीएम मोल्ड सेट में चार अलग-अलग असेंबली होती हैं, जिनमें से प्रत्येक को अलग-अलग यांत्रिक आवश्यकताओं के लिए अलग-अलग स्टील ग्रेड से मशीनिंग करके बनाया जाता है। इन असेंबली के आपस में कार्य करने के तरीके को समझना, आपके अनुप्रयोग के लिए सही मोल्ड का चयन करने का पहला कदम है।

1. प्रीफॉर्म इंजेक्शन कैविटी
इस चरण में पिघली हुई राल को कोर रॉड के चारों ओर इंजेक्शन मोल्डिंग द्वारा भरकर प्रीफॉर्म बनाया जाता है - यह टेस्ट ट्यूब के आकार का मध्यवर्ती रूप होता है जो अंततः बोतल का अंतिम रूप लेगा। कैविटी प्रीफॉर्म के बॉडी प्रोफाइल, दीवार की मोटाई और गर्दन की ज्यामिति को निर्धारित करती है। चूंकि गर्दन की ज्यामिति इस चरण में पूरी तरह से बन जाती है और बाद में इसे कभी भी नया आकार नहीं दिया जाता है, इसलिए यह थ्रेड टॉलरेंस और कैपिंग की विश्वसनीयता के लिए मोल्ड का सबसे महत्वपूर्ण घटक है। हम प्रीफॉर्म कैविटी को S136 स्टेनलेस स्टील से मशीन करते हैं, जिसे HRC 48-52 तक वैक्यूम-क्वेंच किया जाता है और स्पष्टता के लिए महत्वपूर्ण सतहों पर Ra 0.05 तक पॉलिश किया जाता है। 3 मिलियन से अधिक वार्षिक शॉट्स वाले हेवी-ड्यूटी PET और rPET अनुप्रयोगों के लिए, हम लंबे समय तक चलने वाले HRC 52-54 वाले H13 टूल स्टील का उपयोग करते हैं।
2. कोर रॉड असेंबली (मैंड्रेल)
कोर रॉड इंजेक्शन स्टेशन से गर्म प्रीफॉर्म को आगे के स्ट्रेच-ब्लो स्टेशनों तक ले जाती है, और इंजेक्शन के दौरान प्रीफॉर्म के आंतरिक भाग का निर्माण भी करती है। यहाँ आयामी परिशुद्धता अत्यंत महत्वपूर्ण है: कोर रॉड के व्यास में कोई भी विचलन सीधे बोतल की दीवार की मोटाई में भिन्नता उत्पन्न करता है। हम अधिकांश अनुप्रयोगों के लिए 718H प्री-हार्डन्ड टूल स्टील (HRC 30-35) से कोर रॉड का निर्माण करते हैं, और उच्च-चक्र उत्पादन के लिए HRC 58-60 वाले Cr12MoV कोल्ड-वर्क स्टील का उपयोग करते हैं। प्रत्येक कोर रॉड के भीतर आंतरिक शीतलन चैनल मोरी सेकी BTA मशीन पर डीप-होल ड्रिलिंग द्वारा बनाए जाते हैं ताकि पूरी लंबाई में 0.03 मिमी के भीतर सीधापन बना रहे।
3. ब्लो कैविटी मोल्ड
ब्लो कैविटी बोतल के अंतिम बाहरी आकार को निर्धारित करती है — बॉडी प्रोफाइल, बेस ज्योमेट्री, लेबल पैनल, ग्रिप कंटूर। यह प्रत्येक चक्र में खुलती और बंद होती है ताकि तैयार बोतल बाहर निकल सके, इसलिए मिलान सतह की सटीकता यह निर्धारित करती है कि पार्टिंग लाइनों पर फ्लैशिंग दिखाई देती है या नहीं। हम ब्लो कैविटी को S136 स्टेनलेस स्टील (लंबे समय तक चलने वाले उत्पादन के लिए) या एल्युमीनियम 7075-T6 (कम मात्रा में उत्पादन या तेजी से बदलती कॉस्मेटिक ज्योमेट्री के लिए जहां मशीन के सर्वो इंडेक्सिंग सिस्टम के लिए वजन कम करना महत्वपूर्ण है) से मशीन करते हैं। अनुरूप शीतलन चैनल जटिल बोतल कंटूर के चारों ओर लिपटे होते हैं ताकि सीधी ड्रिल की गई लाइनों की तुलना में 15 से 20 प्रतिशत तेजी से गर्मी बाहर निकाल सकें, जिससे चक्र समय सीधे कम हो जाता है।
4. हॉट रनर मैनिफोल्ड सिस्टम
हॉट रनर सिस्टम मशीन के प्लास्टिसाइजिंग स्क्रू से पिघली हुई राल को मल्टी-कैविटी मोल्ड की प्रत्येक कैविटी में वितरित करता है। सिंगल-कैविटी मोल्ड में यह एक सरल नोजल होता है, लेकिन 12-कैविटी या 24-कैविटी टूलिंग में मैनिफोल्ड फिल बैलेंस और बोतल-दर-बोतल स्थिरता का सबसे बड़ा निर्धारक बन जाता है। हम ग्राहक की मशीन के अनुरूप आयामों वाला एक मानक S45C माउंटिंग बेस इस्तेमाल करते हैं - उदाहरण के लिए, हमने हाल ही में एक कोरियाई फार्मास्युटिकल ग्राहक के लिए जो 15 मिलीलीटर ड्रॉपर बोतल मोल्ड बनाया था, उसमें 430 × 140 × 30 मिमी का हॉट रनर बेस इस्तेमाल किया गया था, जिसमें Ø14 मिमी के 4 थ्रू-बोर माउंटिंग होल थे, जो ASB-12M प्लेटन पर सीधे ड्रॉप करने के लिए डिज़ाइन किए गए थे। मैनिफोल्ड में Yudo या Hasco के समकक्ष हॉट रनर नोजल लगे होते हैं, जिनमें PID-नियंत्रित हीटिंग और क्रोम-प्लेटेड आंतरिक प्रवाह पथ होते हैं, ताकि मोल्ड के निष्क्रिय क्षेत्रों में राल का क्षरण न हो।
मोल्ड स्टील सामग्री — सही ग्रेड का चयन
मोल्ड स्टील का चयन दीर्घकालिक उत्पादन लागत में सबसे महत्वपूर्ण कारक है। प्रीमियम स्टील की शुरुआती लागत 30 से 50 प्रतिशत अधिक होती है, लेकिन उत्पादन में यह 3 से 5 गुना अधिक समय तक चलता है, जिससे कुल स्वामित्व लागत में काफी कमी आती है। हम कोरियाई ग्राहकों के ऑर्डर के लिए निम्नलिखित सात ग्रेड का स्टील स्टॉक में रखते हैं, जिसमें स्टील ग्रेड आपके वार्षिक उत्पादन मात्रा और रेज़िन की विशेषताओं के आधार पर प्रत्येक घटक के लिए निर्दिष्ट किया जाता है।
| इस्पात श्रेणी | समतुल्य मानक | कठोरता | के लिए सर्वश्रेष्ठ |
|---|---|---|---|
| एस136 | डीआईएन 1.2083 | एचआरसी 48-52 | स्पष्टता के लिए महत्वपूर्ण कॉस्मेटिक पीईटीजी कैविटीज़, मिरर-पॉलिश अनुप्रयोग |
| एच13 | डीआईएन 1.2344 | एचआरसी 52-54 | उच्च-स्तरीय पेय उत्पादन के लिए हेवी-ड्यूटी पीईटी और आरपीईटी का उपयोग किया जाता है। |
| 718एच | डीआईएन 1.2738एच | एचआरसी 30-35 | कोर रॉड और मध्य-जीवन प्रीफॉर्म कैविटी, सामान्य प्रयोजन |
| 2316 | डीआईएन 1.2316 | एचआरसी 30-34 | संक्षारण-प्रतिरोधी अनुप्रयोग, पीवीसी और अम्ल-प्रतिक्रियाशील रेजिन |
| पी20 | डीआईएन 1.2311 | एचआरसी 28-33 | मोल्ड बेस, प्लेटन बैकिंग प्लेट |
| एनएके80 | जेआईएस जी4404 | एचआरसी 37-43 | S136 का विकल्प जहां रीवर्क के लिए वेल्डेबिलिटी मायने रखती है |
| अल 7075-टी6 | ईएन एडब्ल्यू-7075 | एचबी 150 | अल्पकालिक कॉस्मेटिक ब्लो कैविटीज़, वजन घटाने को प्राथमिकता |
| एस45सी | जेआईएस जी4051 | एचबी 190-230 | हॉट रनर माउंटिंग बेस, गैर-महत्वपूर्ण संरचनात्मक घटक |
एक अच्छी तरह से डिज़ाइन किए गए मोल्ड सेट में आमतौर पर विभिन्न घटकों के लिए चार से पाँच प्रकार के स्टील का मिश्रण होता है — स्पष्टता के लिए महत्वपूर्ण प्रीफॉर्म कैविटी के लिए S136, लंबी अवधि के उत्पादन में ब्लो कैविटी के लिए H13, कोर रॉड के लिए 718H, बेस प्लेट के लिए P20 और हॉट रनर माउंटिंग बेस के लिए S45C। हमारी इंजीनियरिंग टीम आपके रेज़िन विनिर्देश और लक्षित उत्पादन कार्यक्रम की समीक्षा करने के बाद, आपकी विशिष्ट बोतल ड्राइंग और वार्षिक मात्रा के लिए सर्वोत्तम संयोजन की अनुशंसा करती है।
मशीन संगतता मैट्रिक्स
प्रत्येक कस्टम आईएसबीएम मोल्ड हमारे द्वारा निर्मित उत्पाद एक विशिष्ट रिसीविंग मशीन के लिए डिज़ाइन किया गया है। नीचे पूर्वी एशियाई पैकेजिंग कारखानों में सबसे अधिक उपयोग होने वाले जापानी, यूरोपीय और कोरियाई प्लेटफॉर्मों के लिए संगतता मैट्रिक्स दिया गया है। यदि आपकी मशीन सूची में नहीं है, तो हमें प्लैटन ड्राइंग भेजें और हम कोटेशन देने से पहले टाई-बार स्पेसिंग, कोर-रॉड पिच और नोजल इंटरफ़ेस की पुष्टि करेंगे।
| मशीन प्लेटफ़ॉर्म | मूल | के स्टेशन | ड्रॉप-इन संगतता |
|---|---|---|---|
| एएसबी-12एम | जापान (निस्सेई एएसबी) | 4 | पूर्ण रूप से सहज; नेटिव प्लैटन इंटरफ़ेस |
| एएसबी-50एमबी | जापान (निस्सेई एएसबी) | 3 / 4 | पूर्णतः उपयोग में आसान; 3-स्टेशन और 4-स्टेशन दोनों कॉन्फ़िगरेशन के लिए सत्यापित। |
| एएसबी-70डीपीएच | जापान (निस्सेई एएसबी) | 4 | ASB-70 श्रृंखला का पूर्णतः फिट होने वाला, भारी-भरकम संस्करण |
| एएसबी-70डीपीडब्ल्यू | जापान (निस्सेई एएसबी) | 4 | फुल ड्रॉप-इन; 148 मिमी तक की गर्दन वाला चौड़े मुंह वाला वेरिएंट |
| एओकेआई 250 | जापान (AOKI) | 3 | पूर्ण रूप से फिट होने वाला; मैचिंग नेक रिंग और कोर रॉड पिच |
| एओकेआई 350 | जापान (AOKI) | 3 / 4 | पूरी तरह से फिट हो जाता है; आवश्यकता पड़ने पर कस्टम फ्लेंज एडॉप्टर उपलब्ध है। |
| पारंपरिक यूरोपीय 3/4-स्टेशन | यूरोप (विभिन्न) | 3 / 4 | एडाप्टर प्लेटें लागत मूल्य पर निर्मित की जाती हैं; सत्यापन के लिए चित्र आवश्यक हैं। |
कैविटी की संख्या सीमा और विशिष्ट बोतल विनिर्देश
कैविटेशन मोल्ड डिज़ाइनर, मशीन की विशिष्टताओं और ग्राहक की वार्षिक उत्पादन मात्रा के बीच एक संयुक्त निर्णय है। नीचे दी गई तालिका में हमारे द्वारा आमतौर पर प्रदान की जाने वाली व्यावहारिक सीमा का सारांश दिया गया है, हालांकि विशेष मशीन प्लेटफार्मों के साथ इन सीमाओं से बाहर कस्टम कॉन्फ़िगरेशन भी संभव हैं।
| कैविटी की संख्या | सामान्य बोतल की मात्रा | विशिष्ट अनुप्रयोग | अनुशंसित मशीन |
|---|---|---|---|
| 1 | 2 लीटर – 5 लीटर | थोक पानी के गैलन, खाद्य जार, रासायनिक कंटेनर | बीपीईटी-125वी4, एचजीवाई250-वी4 |
| 2 | 1 लीटर – 3 लीटर | किमची के जार, खाना पकाने का तेल, थोक डिटर्जेंट | बीपीईटी-94वी3, एचजीवाई200-वी4 |
| 4 | 500 मिली – 1.5 लीटर | पेय पदार्थों की बोतलें, कॉस्मेटिक लोशन, घरेलू रसायन | बीपीईटी-70वी4, एचजीवाई150-वी4 |
| 6 | 250 मिली – 800 मिली | के-ब्यूटी सीरम, दवा की शीशियाँ, स्प्रे बोतलें | HGY150-V4, BPET-94V3 |
| 8 | 100 मिली – 500 मिली | छोटी कॉस्मेटिक बोतलें, आई-ड्रॉप की शीशियाँ, सैंपल बोतलें | HGY200-V4, BPET-94V3, HGYS280-V6 |
| 12 | 50 मिली – 200 मिली | दवाइयों की ड्रॉपर बोतलें, यात्रा के लिए उपयुक्त आकार के सौंदर्य प्रसाधन | बीपीईटी-125वी4, एचजीवाईएस280-वी6 |
| 16 | 30 मिली – 120 मिली | होटल की सुविधा वाली बोतलें, इंजेक्शन एम्प्यूल, छोटा ड्रॉपर | HGY250-V4, HGY650-V4 |
| 24 – 28 | 5 मिली – 50 मिली | माइक्रो फार्मास्युटिकल शीशियाँ, यूनिट-डोज़ आई ड्रॉप्स | HGY650-V4, विशेष प्लेटफॉर्म |
6-चरणीय अनुकूलित विनिर्माण कार्यप्रवाह
जिस दिन आपकी बोतल के डिजाइन को मंजूरी मिल जाती है, उस दिन से लेकर पूरी प्रक्रिया शुरू हो जाती है। कस्टम इंजेक्शन स्ट्रेच ब्लो मोल्ड कैविटी की संख्या और ज्यामितीय जटिलता के आधार पर विनिर्माण चक्र 35 से 55 कार्यदिवसों तक चलता है। नीचे दी गई छह-चरणीय कार्यप्रणाली से प्रत्येक परियोजना गुजरती है, जिसमें प्रत्येक चरण के बीच दस्तावेजी अनुमोदन बिंदु होते हैं।
चरण 1 — डिजाइन समीक्षा और व्यवहार्यता विश्लेषण (2-5 दिन)
आप हमें एक 3D STEP फ़ाइल या बोतल का भौतिक नमूना, साथ ही लक्षित वार्षिक मात्रा, रेज़िन विनिर्देश और रिसीविंग मशीन मॉडल भेजें। हमारी इंजीनियरिंग टीम स्ट्रेच-ब्लो की व्यवहार्यता के लिए ज्यामिति की समीक्षा करती है, किसी भी असामान्य डिज़ाइन विशेषताओं (नुकीले कोने, अत्यधिक एस्पेक्ट रेशियो, पतली दीवार वाले भाग) को चिह्नित करती है और आपके लक्षित मात्रा के लिए इष्टतम कैविटी संख्या की अनुशंसा करती है। प्रीफ़ॉर्म-वज़न गणना सहित एक लिखित व्यवहार्यता रिपोर्ट 3 कार्य दिवसों के भीतर वापस भेज दी जाती है।
चरण 2 — 3डी सीएडी मॉडलिंग और प्रवाह सिमुलेशन (3-7 दिन)
व्यवहार्यता अनुमोदन प्राप्त होने के बाद, हमारी सीएडी टीम प्रीफॉर्म कैविटी, कोर रॉड प्रोफाइल, ब्लो कैविटी, हॉट रनर मैनिफोल्ड और कूलिंग चैनल लेआउट सहित संपूर्ण 3डी मोल्ड मॉडल तैयार करती है। मोल्डफ्लो और स्ट्रेच-रेशियो सिमुलेशन स्टील काटने से पहले दीवार की मोटाई से संबंधित संभावित समस्याओं की पहचान करते हैं। आपको डिज़ाइन अनुमोदन के लिए 3डी मॉडल प्राप्त होता है, आमतौर पर आगे बढ़ने से पहले एक बार संशोधन का अवसर मिलता है।
चरण 3 — इस्पात की खरीद और पूर्व-मशीनिंग (5-10 दिन)
हमारे पास S136, H13, 718H, P20, NAK80 और S45C जैसे सामान्य ब्लॉक साइज़ का स्टॉक उपलब्ध है, इसलिए CAD अप्रूवल के 48 घंटों के भीतर प्री-मशीनिंग शुरू हो जाती है। रफ मशीनिंग में ऑटोमेटेड टूल चेंजर वाले 5-एक्सिस CNC सेंटर्स पर 90 प्रतिशत तक मटेरियल हटाया जाता है, जिसके बाद कूलिंग चैनल बनाने के लिए ब्लैंक्स को डीप-होल ड्रिलिंग के लिए भेजा जाता है। महत्वपूर्ण कैविटी कंपोनेंट्स में प्रीमियम S136 और H13 ग्रेड के लिए, लक्षित कठोरता प्राप्त करने के लिए वैक्यूम क्वेंचिंग की जाती है।
चरण 4 — सटीक 5-एक्सिस सीएनसी मशीनिंग और ईडीएम (15-20 दिन)
जर्मन डीएमजी मोरी 5-एक्सिस सेंटर पर फिनिश मशीनिंग से महत्वपूर्ण नेक और गेट ज्यामितियों पर आयामी सहनशीलता ±0.01 मिमी के भीतर प्राप्त होती है। सोदिक वायर-कट ईडीएम उन बारीक विशेषताओं को संभालता है जिन तक मिलिंग नहीं पहुंच पाती, जिनमें इजेक्टर होल, वेंट स्लॉट और रेडियस विवरण शामिल हैं। पॉलिशिंग सेल में जाने से पहले प्रत्येक सीएनसी-फिनिश किए गए घटक को आयामी सत्यापन के लिए हमारे ज़ीस सीएमएम माप स्टेशन से गुजारा जाता है।
चरण 5 — पॉलिशिंग और हीट ट्रीटमेंट (7-10 दिन)
प्रीफॉर्म कैविटी और ब्लो कैविटी की स्पष्टता के लिए महत्वपूर्ण सतहों को SPI A-1 (Ra 0.05) ऑप्टिकल मिरर फिनिश प्राप्त करने के लिए मैन्युअल डायमंड-पेस्ट पॉलिशिंग से गुजारा जाता है। यह चरण स्वचालित नहीं हो सकता - यह प्रशिक्षित कारीगरों पर निर्भर करता है जो जटिलता के आधार पर प्रति कैविटी 8 से 20 घंटे खर्च करते हैं। गैर-महत्वपूर्ण सतहों को SPI B-2 या B-3 फिनिश प्राप्त होती है। असेंबली से पहले अंतिम हीट ट्रीटमेंट आयामी सटीकता को स्थिर करता है।
चरण 6 — परीक्षण मोल्डिंग और सत्यापन (3-5 दिन)
शिपमेंट से पहले, प्रत्येक मोल्ड का हमारे इन-हाउस ISBM मशीन पर आपके द्वारा निर्दिष्ट रेज़िन और लक्षित प्रीफॉर्म वज़न का उपयोग करके ट्रायल मोल्डिंग सत्यापन किया जाता है। प्रथम-उत्पाद बोतलों का आयामी CMM निरीक्षण, दीवार की मोटाई का मापन और प्रकाशीय स्पष्टता का आकलन किया जाता है। सत्यापन रिपोर्ट — जिसमें नमूना बोतलें, माप डेटा और चक्र-समय सत्यापन शामिल है — अंतिम स्वीकृति के लिए मोल्ड के साथ आपके कारखाने को भेजी जाती है।

उद्योग के अनुसार अनुप्रयोग
पिछले तीन वर्षों में, कोरियाई और पूर्वी एशियाई ग्राहकों के ऑर्डर पाँच उद्योग क्षेत्रों में विभाजित हो गए हैं, जिनमें से प्रत्येक की अपनी अलग तकनीकी प्राथमिकताएँ हैं। नीचे बताया गया है कि हम इन क्षेत्रों में कैसे काम करते हैं। कस्टम बोतल मोल्ड प्रत्येक क्षेत्र के लिए विनिर्देश अलग-अलग होते हैं।
के-ब्यूटी और प्रीमियम कॉस्मेटिक पैकेजिंग
कोरियाई कॉस्मेटिक ब्रांड PETG और PCTG सीरम की बोतलों, क्रीम के जारों और टोनर की बोतलों पर कांच जैसी चिकनी सतह चाहते हैं। इस क्षेत्र के लिए, हम S136 स्टेनलेस स्टील की कैविटीज़ का उपयोग करते हैं, जिन्हें सभी महत्वपूर्ण सतहों पर Ra 0.05 तक पॉलिश किया जाता है, और स्वचालित कैपिंग लाइन की अनुकूलता के लिए नेक-थ्रेड की सटीकता पर विशेष ध्यान दिया जाता है। कोरियाई सौंदर्य उत्पादों की कम मात्रा में लॉन्चिंग (प्रति अभियान 20,000 से 100,000 यूनिट) आम बात है, इसलिए हम प्रीफॉर्म मोल्ड पर क्विक-रिलीज़ क्लैंप के साथ बदलाव को आसान बनाते हैं। आमतौर पर 30 मिली से 200 मिली की बोतलों में 4 से 8 कैविटी होती हैं।

फार्मास्युटिकल आई-ड्रॉप और सिरप की शीशियाँ
दवाइयों की पैकेजिंग में छेड़छाड़-रोधी सीलिंग और बच्चों की पहुंच से दूर रखने वाले ढक्कनों के लिए आयामी सटीकता अत्यंत आवश्यक है। शिपमेंट से पहले प्रत्येक कैविटी पर ज़ीस सीएमएम सत्यापन द्वारा नेक-थ्रेड टॉलरेंस को 0.02 मिमी के भीतर रखा जाता है। जीएमपी क्लीनरूम के अनुकूल उत्पादन के लिए, हम वॉश-डाउन सॉल्यूशन के संपर्क में आने वाले किसी भी घटक के लिए 2316 जंग-प्रतिरोधी स्टेनलेस स्टील का उपयोग करते हैं। आमतौर पर कोरियाई फार्मा परियोजनाओं में 5 मिलीलीटर से 120 मिलीलीटर की शीशियों पर 8 से 16 कैविटी का उपयोग किया जाता है, और हाल ही में हमने डेजॉन स्थित एक दवा कंपनी के लिए जो 15 मिलीलीटर 12M 1×6 ड्रॉपर बोतल मोल्ड बनाया है, वह इस श्रेणी का एक प्रतिनिधि नमूना है।

पेय पदार्थ और मिनरल वाटर की बोतलें
बड़े पैमाने पर पेय पदार्थों के उत्पादन (प्रति SKU प्रति वर्ष 10 लाख से अधिक बोतलें) के लिए टिकाऊ और मजबूत घिसाव प्रतिरोध वाले औजारों की आवश्यकता होती है। यहाँ हम प्रीफॉर्म कैविटी और ब्लो कैविटी के लिए HRC 52-54 वाले H13 टूल स्टील का उपयोग करते हैं, साथ ही चक्र समय को कम करने के लिए गहरे छेद वाले अनुरूप शीतलन चैनलों का भी उपयोग करते हैं। पुनर्चक्रित PET (rPET) प्रसंस्करण के लिए, हॉट रनर मैनिफोल्ड की क्रोम-प्लेटेड आंतरिक सतहें घर्षणकारी संदूषकों से सुरक्षा प्रदान करती हैं। आमतौर पर 500 मिलीलीटर से 2 लीटर तक की बोतलों के लिए 4 से 8 कैविटी वाले कॉन्फ़िगरेशन उपलब्ध हैं।

चौड़े मुंह वाले खाद्य जार और किमची कंटेनर
कोरियाई किमची, गोचुजांग, शहद और सॉस के जार, जिनका गर्दन का व्यास 148 मिमी तक होता है, संरचनात्मक रूप से एक अलग तरह की टूलिंग चुनौती पेश करते हैं। अनुमानित मोल्ड क्षेत्र मानक कॉस्मेटिक बोतलों की तुलना में 3 से 5 गुना बड़ा होता है, जिसका अर्थ है कि ब्लो क्लैम्पिंग बल को भी उसी अनुपात में सहन करना आवश्यक है। हम P20 मोल्ड बेस को इतना मोटा बनाते हैं कि वह 300+ KN ब्लो क्लैम्पिंग के तहत विक्षेपण का प्रतिरोध कर सके, और हम फ्लैशिंग को रोकने के लिए बारीक वेंटिंग के साथ बड़े पार्टिंग-लाइन गैप निर्दिष्ट करते हैं। 500 मिलीलीटर से 3 लीटर के बीच के जारों पर आमतौर पर 1 से 2 कैविटी वाले कॉन्फ़िगरेशन उपलब्ध होते हैं।

बीपीए-मुक्त शिशु बोतलें और शिशु देखभाल पैकेजिंग
ट्राइटन, पीसीटीजी और पीपीएसयू बेबी बोतल उत्पादन के लिए ऊष्मीय रूप से स्थिर हॉट रनर सिस्टम की आवश्यकता होती है क्योंकि ये रेजिन संकीर्ण तापमान सीमा (आमतौर पर ग्रेड के आधार पर 260 से 340 डिग्री सेल्सियस) के भीतर संसाधित होते हैं। हम यूडो के समकक्ष हॉट रनर नोजल निर्दिष्ट करते हैं जिनमें प्रत्येक कैविटी के लिए व्यक्तिगत पीआईडी नियंत्रण, डेड ज़ोन को समाप्त करने के लिए क्रोम-प्लेटेड फ्लो पाथ और 310 डिग्री सेल्सियस से अधिक तापमान वाले पीपीएसयू अनुप्रयोगों के लिए निकल-अलॉय बैरल लाइनर होते हैं। 150 मिलीलीटर से 330 मिलीलीटर के बीच की बोतलों पर आमतौर पर 4 से 8 कैविटी वाले कॉन्फ़िगरेशन उपलब्ध होते हैं।

गुणवत्ता नियंत्रण और शिपमेंट-पूर्व परीक्षण
प्रत्येक इंजेक्शन स्ट्रेच ब्लो मोल्ड चार आयामी और कार्यात्मक सत्यापन चरणों से गुजरने के बाद ही यह उत्पाद हमारी फैक्ट्री से बाहर निकलता है। लिखित गुणवत्ता नियंत्रण रिपोर्ट मोल्ड के साथ आपकी फैक्ट्री को भेजी जाती है, और वारंटी की निगरानी के लिए सभी डेटा हमारे गुणवत्ता प्रबंधन प्रणाली में सुरक्षित रखा जाता है।
- सीएमएम आयामी सत्यापन ज़ाइस 3डी कोऑर्डिनेट मेजरिंग मशीन महत्वपूर्ण आयामों (नेक थ्रेड व्यास, दीवार की मोटाई का वितरण, कैविटी की गहराई, पार्टिंग लाइन की मिलान सतहें) का ±0.01 मिमी की सटीकता से निरीक्षण करती है। मल्टी-कैविटी मोल्ड में प्रत्येक कैविटी को अलग-अलग मापा जाता है, नमूना लेकर नहीं।
- जल रिसाव दबाव परीक्षण — साँचे को एक टैंक में डुबोकर, कन्फॉर्मल कूलिंग चैनलों को 15 मिनट के लिए 1.0 MPa के दबाव पर रखा जाता है। किसी भी प्रकार के बुलबुले का बनना रिसाव का संकेत देता है, जिसे अगले चरण से पहले ठीक किया जाना चाहिए।
- ऑप्टिकल सतह निरीक्षण पॉलिश की गई कैविटीज़ का 50x स्टीरियो माइक्रोस्कोप के नीचे निरीक्षण किया जाता है ताकि उनमें कोई सूक्ष्म खरोंच, पॉलिशिंग अवशेष या ईडीएम रीकास्ट लेयर संबंधी समस्या न हो। प्रत्येक कैविटी में तीन स्थानों पर कॉन्टैक्ट-प्रोब प्रोफ़ाइलोमीटर का उपयोग करके Ra सतह की खुरदरापन की पुष्टि की जाती है।
- परीक्षण मोल्डिंग सत्यापन — पूरा सांचा हमारी इन-हाउस आईएसबीएम मशीन पर लगाया जाता है और ग्राहक द्वारा निर्दिष्ट रेज़िन के साथ 500 बोतलों का परीक्षण किया जाता है। पहली बोतल की मोटाई, गर्दन के धागे की सहनशीलता, सतह की स्पष्टता और आयामी स्थिरता की जांच की जाती है। यह जांच पूरी होने के बाद ही सांचे को भेजा जाता है।
- पैकेजिंग और जंग रोधी तैयारी पैकिंग से पहले, प्रत्येक पॉलिश की हुई सतह पर लंबे समय तक चलने वाली जंग रोधी तेल की परत चढ़ाई जाती है, और सांचे को VCI (वाष्पशील संक्षारण अवरोधक) कागज में लपेटा जाता है। पैकिंग के लिए 18 मिमी प्लाईवुड का उपयोग किया जाता है, जिसे हीट-ट्रीटेड पैलेट्स पर रखा जाता है और परिवहन की निगरानी के लिए झटके का संकेत देने वाले सेंसर लगे होते हैं।

चयन मार्गदर्शिका — कोटेशन के लिए हमें क्या भेजें
मोल्ड संबंधी विस्तृत जानकारी प्राप्त करने पर 2 से 3 कार्यदिवसों में कोटेशन दिया जा सकता है। अधूरी जानकारी प्राप्त करने पर अक्सर स्पष्टीकरण के लिए प्रश्न पूछे जाते हैं, जिससे कोटेशन देने की प्रक्रिया एक सप्ताह या उससे अधिक बढ़ जाती है। कोटेशन का अनुरोध करने से पहले कृपया निम्नलिखित जानकारी प्रदान करें।
- बोतल की 3डी फ़ाइल — STEP, IGES, या नेटिव CAD फॉर्मेट। अगर आपके पास सिर्फ 2D ड्राइंग हैं, तो भी ठीक है, लेकिन इससे व्यवहार्यता समीक्षा धीमी हो जाएगी।
- लक्ष्यित तैयार बोतल का वजन — प्रति बोतल ग्राम, साथ ही वर्तमान पैकेजिंग की तुलना में वजन कम करने का कोई भी लक्ष्य।
- नेक फिनिश स्टैंडर्ड उदाहरण के लिए, PCO 1881, 28-400, 24-410, या कोई कस्टम क्लोज़र स्टाइल। थ्रेड पिच और छेड़छाड़-रोधी रिंग संबंधी आवश्यकताओं का उल्लेख करें।
- वार्षिक उत्पादन मात्रा — यह कैविटी की संख्या की अनुशंसा और स्टील ग्रेड के चयन को प्रभावित करता है।
- राल ग्रेड — पीईटी आईवी मान, पीईटीजी ग्रेड, पीसी या ट्राइटन विनिर्देश, यदि ज्ञात हो तो आपूर्तिकर्ता का नाम। आरपीईटी के लिए, पुनर्चक्रित सामग्री प्रतिशत और फ्लेक स्रोत शामिल करें।
- आईएसबीएम मशीन मॉडल प्राप्त करना जापानी ASB, AOKI, Ever-Power, या अन्य। यदि उपलब्ध हो तो प्लेटन ड्राइंग भेजें; ड्राइंग उपलब्ध न होने पर हम मोल्ड क्षेत्र की तस्वीर से रिवर्स-इंजीनियरिंग कर सकते हैं।
- कैविटी की संख्या वरीयता — यदि आपके पास है तो। यदि नहीं, तो हम वार्षिक उत्पादन मात्रा और मशीन की क्षमता के आधार पर अनुशंसा करते हैं।
- स्टील ग्रेड वरीयता — यदि आपकी कोई विशेष पसंद है। यदि नहीं, तो हम उत्पादन मात्रा और राल के प्रकार के आधार पर सुझाव देते हैं।
- लक्षित वितरण तिथि — ताकि हम यह पुष्टि कर सकें कि 35, 45 या 55 कार्यदिवस आपकी सुविधा के अनुरूप हैं या नहीं।
आईएसबीएम मोल्ड निर्माण के लिए एवर-पावर को क्यों चुनें?
चीन में कई ऐसे मोल्डिंग कारखाने हैं जो आईएसबीएम टूलिंग प्रोजेक्ट के लिए कोटेशन देते हैं, और कुछ जापानी और यूरोपीय विशेषज्ञ भी हैं जो प्रीमियम कीमतों पर असाधारण गुणवत्ता प्रदान करते हैं। एवर-पावर की स्थिति विशिष्ट है: आईएसबीएम टूलिंग में विशेषज्ञता, कोरिया के बराबर समय में डिलीवरी और जापान के समकक्ष सटीक माप, लगभग आधी कीमत पर।
- समर्पित आईएसबीएम टूल शॉप हमारी मोल्ड इंजीनियरिंग टीम केवल इंजेक्शन स्ट्रेच ब्लो टूलिंग पर काम करती है, सामान्य प्लास्टिक-इंजेक्शन मोल्ड पर नहीं। यह विशेषज्ञता बारीकियों में झलकती है: प्रीफॉर्म टेपर कोण, ब्लो कैविटी वेंटिंग पैटर्न, पीईटी, पीईटीजी और ट्राइटन के लिए हॉट रनर गेट ज्यामिति।
- जर्मन 5-एक्सिस सीएनसी बुनियादी ढांचा — डीएमजी मोरी 5-एक्सिस मशीनिंग सेंटर, सोदिक वायर-कट ईडीएम, ज़ीस सीएमएम माप उपकरण। सटीक उपकरणों में किया गया पूंजी निवेश ही बिना अतिरिक्त शुल्क लिए ±0.01 मिमी की सहनशीलता को संभव बनाता है।
- सत्यापन के लिए इन-हाउस आईएसबीएम मशीन शिपमेंट से पहले प्रत्येक मोल्ड का वास्तविक आईएसबीएम मशीन पर ट्रायल मोल्डिंग सत्यापन किया जाता है। अधिकांश मोल्ड कंपनियां बिना परीक्षण किए टूलिंग भेजती हैं; हम ऐसा करने से इनकार करते हैं क्योंकि डिलीवरी के बाद समस्याओं को ठीक करने की लागत हमारी फैक्ट्री में उन्हें पकड़ने की लागत से 10 गुना अधिक होती है।
- मशीन और मोल्ड के लिए एकल स्रोत जवाबदेही जब आप एवर-पावर से आईएसबीएम मशीन और उसके उपकरण दोनों खरीदते हैं, तो चालू करने के दौरान किसी पर दोषारोपण नहीं होता। अगर कुछ भी ठीक से फिट नहीं होता, तो उसे हल करना हमारी जिम्मेदारी है।
- कोरियाई भाषा परियोजना इंजीनियरिंग — द्विभाषी परियोजना प्रबंधक कोरियाई भाषा में डिज़ाइन समीक्षा और तकनीकी स्पष्टीकरण करते हैं। मोल्ड परियोजना के पहले 4 हफ्तों के दौरान संचार की स्पष्टता ही समय-सारणी की सफलता का सबसे बड़ा संकेतक है।
- 2020 से अब तक 500 से अधिक मोल्ड वितरित किए जा चुके हैं। कोरियाई, जापानी, वियतनामी, थाई और इंडोनेशियाई ग्राहकों के लिए। अनुरोध पर कोरियाई संभावित ग्राहकों के लिए संदर्भ मुलाकातें उपलब्ध हैं।
- 35 से 55 कार्य दिवसों का अग्रिम समय — यह समान संख्या और जटिलता वाले कैविटी के लिए जापानी ओईएम समकक्ष की तुलना में लगभग 40 प्रतिशत अधिक तेज़ है।

अक्सर पूछे जाने वाले प्रश्नों
प्रश्न 1: क्या आपका कस्टम मोल्ड सीधे मेरी मौजूदा ASB-12M या AOKI 250 मशीन पर फिट हो जाएगा?
जी हां, स्टैंडर्ड ASB-12M और AOKI 250 प्लैटन लेआउट के लिए। हमने इन दोनों मशीनों के लिए सैकड़ों मोल्ड बनाए हैं और हमारे इंजीनियरिंग लाइब्रेरी में सत्यापित प्लैटन-पैटर्न ड्राइंग मौजूद हैं। गैर-मानक या फ़ैक्टरी-संशोधित मशीनों के लिए, हमें मोल्ड क्षेत्र की एक तस्वीर या मूल OEM ड्राइंग भेजें और हम स्टील काटने से पहले अनुकूलता की पुष्टि करेंगे।
प्रश्न 2: सतत उत्पादन में सांचे का सामान्य जीवनकाल कितना होता है?
यह स्टील की गुणवत्ता और रेज़िन पर निर्भर करता है। मानक पीईटी अनुप्रयोगों में एच13 टूल स्टील की कैविटीज़ मरम्मत से पहले 3 से 5 मिलियन शॉट्स तक चलती हैं। पीईटीजी कॉस्मेटिक अनुप्रयोगों में एस136 स्टेनलेस स्टील की कैविटीज़ आमतौर पर 2 से 3 मिलियन शॉट्स तक पहुंचती हैं। आरपीईटी या अपघर्षक रेज़िन अनुप्रयोगों के लिए, क्रोम-प्लेटेड आंतरिक सतहें इसे लगभग 40 प्रतिशत तक बढ़ा देती हैं।
Q3: नेक थ्रेड के आयामों पर आप कितनी छूट देते हैं?
महत्वपूर्ण नेक थ्रेड व्यास पर ±0.02 मिमी की सहनशीलता, जिसे ज़ाइस सीएमएम पर मापा गया है और प्रत्येक कैविटी का व्यक्तिगत रूप से सत्यापन किया गया है। यह सहनशीलता कोरियाई दवा और खाद्य उत्पादन में स्वचालित कैपिंग लाइन की अनुकूलता के लिए आवश्यक है।
प्रश्न 4: क्या आप बीपीए-मुक्त ट्राइटन और पीसीटीजी बेबी बोतलों के लिए सांचे बना सकते हैं?
जी हाँ। ट्राइटन और पीसीटीजी प्रोसेसिंग के लिए व्यक्तिगत पीआईडी हॉट रनर कंट्रोल, रेज़िन के जमाव को रोकने के लिए क्रोम-प्लेटेड फ्लो पाथ और शियर हीटिंग को कम करने के लिए चौड़े गेट ज्योमेट्री की आवश्यकता होती है। हम बेबी-केयर टूलिंग प्रोजेक्ट में इन विशेषताओं को मानक के रूप में शामिल करते हैं। 310 डिग्री सेल्सियस से ऊपर के पीपीएसयू अनुप्रयोगों के लिए, निकल-मिश्र धातु बैरल लाइनर लगाए जाते हैं।
प्रश्न 5: कस्टम मोल्ड बनाने के लिए आपको मुझसे कौन सी जानकारी चाहिए?
कम से कम आवश्यक दस्तावेज: एक 3D बोतल फाइल (STEP या IGES), लक्षित वार्षिक मात्रा, रेज़िन ग्रेड, रिसीविंग मशीन मॉडल और लक्षित डिलीवरी तिथि। यदि 3D फाइलें उपलब्ध नहीं हैं, तो हम बोतल के नमूने या 2D ड्राइंग के आधार पर भी आगे बढ़ सकते हैं, लेकिन व्यवहार्यता समीक्षा में 3 से 5 कार्यदिवस अतिरिक्त लगेंगे।
Q6: मूल जापानी OEM मोल्ड की तुलना में लागत में क्या अंतर है?
एवर-पावर के कस्टम मोल्ड आमतौर पर समान कैविटी संख्या, स्टील ग्रेड और सतह फिनिश के लिए जापानी OEM मूल्य के 45 से 55 प्रतिशत तक कम कीमत पर उपलब्ध होते हैं। लागत में यह अंतर हमारी वर्टिकल इंटीग्रेशन (स्टील का स्टॉक कंपनी के भीतर ही रखना) और कम श्रम दरों के कारण है, न कि सामग्री या कारीगरी में किसी तरह की कमी के कारण।
Q7: क्या आप मौजूदा टूलिंग के लिए मोल्ड की मरम्मत और नवीनीकरण की सेवाएं प्रदान करते हैं?
जी हां, किसी भी ब्रांड के आईएसबीएम टूलिंग के लिए। हमारी सेवाओं में कैविटी की पुनः पॉलिशिंग, घिसाव के बाद पार्टिंग लाइन की पुनः मशीनिंग, हॉट रनर नोजल का प्रतिस्थापन, कोर रॉड का प्रतिस्थापन और कूलिंग चैनल की सफाई शामिल हैं। मरम्मत में 15 से 25 कार्यदिवस का समय लगता है। प्रारंभिक मूल्यांकन के लिए क्षतिग्रस्त पुर्जों की तस्वीरें हमें भेजें।
Q8: शिपमेंट से पहले आप मोल्ड को कैसे मान्य करते हैं?
प्रत्येक मोल्ड का हमारे इन-हाउस एवर-पावर आईएसबीएम मशीन पर आपके द्वारा निर्दिष्ट रेज़िन और लक्षित प्रीफॉर्म वजन का उपयोग करके 500 बोतलों का परीक्षण मोल्डिंग सत्यापन किया जाता है। प्रथम-उत्पाद बोतलों का सीएमएम आयामी निरीक्षण, दीवार की मोटाई का मापन, गर्दन के धागे का सत्यापन और प्रकाशीय स्पष्टता का आकलन किया जाता है। स्वीकृति सत्यापन के लिए मोल्ड के साथ सत्यापन रिपोर्ट (जिसमें आपकी फैक्ट्री को भेजी गई 20 नमूना बोतलें शामिल हैं) भी भेजी जाती है।
प्रश्न 9: यदि स्थापना के बाद मोल्ड निर्दिष्ट अनुसार काम नहीं करता है तो आपकी नीति क्या है?
मानक वारंटी ग्राहक स्थल पर अंतिम स्वीकृति परीक्षण से 12 महीने तक विनिर्माण दोषों और आयामी समस्याओं के विरुद्ध लागू होती है। यदि मोल्ड से बनी बोतलें निर्धारित विनिर्देशों से भिन्न होती हैं, तो हम सभी मरम्मत लागतों को वहन करते हैं, जिसमें घटक की पुनः मशीनिंग, पुनः पॉलिशिंग और दोनों ओर का भाड़ा शामिल है। वारंटी अवधि से बाहर की टूट-फूट संबंधी समस्याओं के लिए लागत का अनुमान अलग-अलग मामलों के आधार पर लगाया जाता है।
Q10: क्या मैं ऑर्डर देने से पहले आपकी टूल शॉप पर जा सकता हूँ?
जी हां, और हम इसे पहली बार कोरियाई ग्राहकों के लिए अनुशंसित करते हैं। हमारा ग्वांगडोंग स्थित संयंत्र इंचियोन से तीन घंटे की हवाई यात्रा की दूरी पर है, और हम हवाई अड्डे से पिकअप, संयंत्र का दौरा (जिसमें मोल्ड शॉप, आईएसबीएम ट्रायल-मोल्डिंग रूम और क्यूसी प्रयोगशाला शामिल हैं) और हमारे आस-पास के मौजूदा ग्राहक केंद्रों के संदर्भ दौरे की व्यवस्था करते हैं। आमतौर पर इन दौरों में दो कार्यदिवस लगते हैं।
ग्राहक समीक्षाएँ और फील्ड फीडबैक
"हमारी 10 साल पुरानी ASB-12M मशीन का मूल जापानी मोल्ड खराब हो जाने के बाद हमें 8-कैविटी वाले नए टूल की ज़रूरत थी। जापानी OEM ने हमें लगभग 48 कार्यदिवसों का समय और एवर-पावर की कीमत से दोगुनी कीमत बताई। एवर-पावर का मोल्ड 41 कार्यदिवसों में आ गया, अगली सुबह ही हमारी मशीन पर लगा दिया गया, और CMM जांच में हमारे नेक थ्रेड की टॉलरेंस मूल जापानी मोल्ड से भी बेहतर निकली। उत्पादन शुरू हुए चार महीने हो गए हैं और कोई समस्या नहीं आई है।"
पार्क जी-हूनतकनीकी निदेशक, सियोल कॉस्मेटिक कॉन्ट्रैक्ट पैकेजिंग (मध्य 2025)
हमने अपनी ASB-12M मशीन के लिए 12 कैविटी वाला 15 मिलीलीटर आई-ड्रॉप बोतल मोल्ड ऑर्डर किया था। उन्होंने जो हॉट रनर बेस सप्लाई किया, वह 430 × 140 × 30 मिमी की S45C प्लेट थी, जिसमें चार माउंटिंग होल ठीक उसी जगह थे जहाँ हमें उनकी ज़रूरत थी। हमारी मेंटेनेंस टीम ने इसे 3 घंटे से भी कम समय में इंस्टॉल कर दिया, ट्रायल प्रोडक्शन पहले ही शॉट में बिना किसी रुकावट के सफल रहा, और चालू होने के बाद से हम प्रति माह 1.8 मिलियन बोतलें बना रहे हैं। हमारे CMM पर नेक थ्रेड टॉलरेंस 0.015 मिमी पर वेरिफाई किया गया, जो ओरिजिनल OEM स्पेसिफिकेशन से बेहतर है।
किम सियो-योनडेजॉन फार्मास्युटिकल पैकेजिंग के प्लांट मैनेजर (2025 की शुरुआत में)
हम BPET-94V3 मशीन पर 4-कैविटी कॉन्फ़िगरेशन में 1-लीटर खाना पकाने के तेल की बोतलें बनाते हैं। जब हमारे मूल आपूर्तिकर्ता ने नए कैविटी सेट के लिए 75 दिन का समय बताया, तो हमने एक अन्य कोरियाई ग्राहक की सलाह पर एवर-पावर से संपर्क किया। मोल्ड 38 कार्य दिवसों में आ गया, और उसकी स्पष्टता और दीवार की मोटाई मूल मोल्ड के बराबर या उससे बेहतर थी। असल में, हमारे पुराने टूलिंग की तुलना में साइकिल टाइम 0.4 सेकंड कम हो गया क्योंकि कन्फॉर्मल कूलिंग चैनल गर्मी को तेजी से बाहर निकालते हैं। बड़े पैमाने पर उत्पादन के लिए, यह 0.4 सेकंड लगभग 190,000 अतिरिक्त बोतलें प्रति वर्ष बनाने के बराबर है।
जंग ह्यून-वूजेओन्जू कुकिंग ऑयल बॉटलिंग फैक्ट्री के मालिक (मध्य 2025)
"हमारे कोरियाई सौंदर्य ग्राहक ने एक विशिष्ट नुकीले कोनों वाले आयताकार क्रॉस-सेक्शन वाली 50 मिलीलीटर पीईटीजी सीरम बोतल की मांग की। चीन की दो मोल्डिंग कंपनियों ने इस ज्यामिति को एक समान रूप से ढालना असंभव बताकर अस्वीकार कर दिया। एवर-पावर की इंजीनियरिंग टीम ने स्ट्रेच-रेशियो सिमुलेशन किया, यह पता लगाया कि कौन से कोने पतले हो जाएंगे, और क्षतिपूर्ति के लिए प्रीफॉर्म टेपर को फिर से डिज़ाइन किया। अंतिम बोतलें 1.5 मीटर की ऊंचाई से गिरने पर 5 में से 5 बार सफल रहीं। केवल डिज़ाइन इंजीनियरिंग का काम ही कीमत के लायक था।"
ली मिन-जीअनुसंधान एवं विकास अभियंता, सियोंगनाम कॉस्मेटिक पैकेजिंग (2025 की शुरुआत में)
"हमारे 148 मिमी चौड़े मुंह वाले किम्ची जार मोल्ड के लिए हमें अतिरिक्त भारी मोल्ड बेस की आवश्यकता थी क्योंकि उस व्यास पर ब्लो क्लैम्पिंग बल काफी अधिक होता है। एवर-पावर ने 90 मिमी मोटी P20 बैकिंग प्लेट और प्रबलित कॉर्नर बोल्ट निर्दिष्ट किए, जो हमारे पिछले कोरियाई निर्मित मोल्ड से अधिक भारी हैं। इसे हमारी BPET-125V4 मशीन पर स्थापित किया गया और पहले दिन से ही उत्पादन बिना किसी फ्लैशिंग के सुचारू रूप से चलने लगा। साइकिल समय: 2-कैविटी टूलिंग पर 19 सेकंड, जो विनिर्देशों से बिल्कुल मेल खाता है।"
किम जे-वूग्वांगजू फूड पैकेजिंग में ऑपरेशंस मैनेजर (2024 के अंत में)
हम 6-कैविटी कॉन्फ़िगरेशन पर 240 मिलीलीटर ट्राइटन बेबी बोतलें बनाते हैं। मोल्ड प्रत्येक कैविटी के लिए अलग-अलग पीआईडी हॉट रनर कंट्रोल के साथ आया, जो ट्राइटन प्रक्रिया के लिए आवश्यक है। हमारे 12 घंटे के क्वालिफिकेशन रन के दौरान सभी 6 कैविटी में थर्मल स्थिरता 1.2 डिग्री सेल्सियस के भीतर बनी रही, और हमारे ग्राहक की ऑप्टिकल क्लैरिटी की विशिष्टता हर कैविटी में पूरी हुई। छह महीने के दैनिक उत्पादन में, कोई पीलापन नहीं, कोई गुणवत्ता संबंधी अस्वीकृति नहीं। हर पैसा वसूल।
यून मिन-जीउल्सान बेबी केयर प्लास्टिक्स के प्रोडक्शन डायरेक्टर (मध्य 2025)
"हमारी AOKI 250 मशीन पिछले 8 सालों से लगातार काम कर रही है, लेकिन हमारे पास मूल रूप से 12 अलग-अलग SKU के मोल्ड थे और उन्हें बदलने का खर्च हमारे रखरखाव बजट को काफी बढ़ा रहा था। एवर-पावर ने हमारे सबसे ज्यादा इस्तेमाल होने वाले तीन मोल्डों को AOKI द्वारा बताई गई कीमत के लगभग 52 प्रतिशत पर फिर से तैयार किया। CMM जांच में इनकी माप मूल मोल्डों से बिल्कुल मेल खाती है, और डिलीवरी AOKI के 90 दिनों के अनुमान के मुकाबले 42 कार्य दिवसों में ही हो गई। हम अगले 18 महीनों में बाकी बचे 9 मोल्डों को भी एवर-पावर को सौंप देंगे।"
चोई यू-जिन, क्यूसी मैनेजर, अंसान कॉस्मेटिक कॉन्ट्रैक्ट फिलर्स (2025 की शुरुआत में)
संबंधित उत्पाद और मिलान करने वाले घटक
ए कस्टम आईएसबीएम मोल्ड सही आकार की मशीन पर उपयुक्त सहायक उपकरणों के साथ स्थापित किए जाने पर ही यह अपनी निर्धारित क्षमता तक पहुँचता है। नीचे दिए गए घटक वे हैं जिन्हें हम आमतौर पर प्रत्येक टूलिंग ऑर्डर के साथ निर्दिष्ट करते हैं, और ये सभी एवर-पावर या हमारे सत्यापित भागीदार नेटवर्क के माध्यम से उपलब्ध हैं।
- मेल खाने वाले आईएसबीएम मशीन प्लेटफॉर्म एवर-पावर मशीनों की पूरी श्रृंखला पायलट अनुसंधान एवं विकास से लेकर बड़े आकार के जंबो वॉटर गैलन तक के उत्पादन को कवर करती है। 4 स्टेशन आईएसबीएम मशीन परिवार अधिकांश कोरियाई सौंदर्य प्रसाधन और औषधीय अनुप्रयोगों को संभालता है, जबकि 3 स्टेशन आईएसबीएम मशीन यह लाइन उच्च मात्रा में अल्प-चक्र पेय पदार्थ और घरेलू रसायन उत्पादन के लिए उपयुक्त है।
- तेल-मुक्त स्क्रू एयर कंप्रेसर आपके मोल्ड की ब्लो एयर आवश्यकता के अनुसार आकार दिया गया है, आमतौर पर बोतल के आकार और कैविटी की संख्या के आधार पर 2 से 5 घन मीटर प्रति मिनट पर 3.5 एमपीए। खाद्य संपर्क और फार्मास्युटिकल अनुप्रयोगों के लिए क्लास 0 तेल-मुक्त प्रमाणन अनिवार्य है। हमारे माध्यम से मैचिंग यूनिट उपलब्ध हैं। तेल-मुक्त कंप्रेसर पार्टनर.
- चिलर और कूलिंग टॉवर जोड़ी निर्धारित दबाव और प्रवाह दर पर मोल्ड के अनुरूप शीतलन चैनलों में 12 डिग्री सेल्सियस ठंडा पानी पहुँचाना। सही मात्रा में शीतलन अक्सर मोल्ड के निर्धारित चक्र समय तक पहुँचने और वास्तविक उत्पादन में 10 से 15 प्रतिशत धीमे चलने के बीच का अंतर होता है।
- मोल्ड तापमान नियंत्रक — प्रीफॉर्म मोल्ड के लिए एक यूनिट (पीईटी के लिए सामान्य सेटपॉइंट 15 से 25 डिग्री सेल्सियस) और ब्लो कैविटी के लिए एक यूनिट (पीईटी के लिए 10 से 18 डिग्री सेल्सियस, पीसी के लिए 95 डिग्री सेल्सियस तक)। दो-ज़ोन यूनिट बिना किसी स्थानीय हॉट स्पॉट के मोटी दीवार वाले पीसीटीजी और पीपीएसयू को संभालती हैं।
- सटीक संचरण घटक मशीन के टर्नटेबल इंडेक्सिंग ड्राइव और क्लैम्पिंग मैकेनिज्म के लिए। कठोर मिश्र धातु इस्पात शाफ्ट और हेवी-ड्यूटी बेयरिंग हमारे यहां उपलब्ध हैं। परिशुद्धता ड्राइव शाफ्ट पार्टनर उन साइटों के लिए जिन्हें स्थानीय स्तर पर तेजी से आपूर्ति की आवश्यकता होती है।
- डेसिकेंट रेजिन ड्रायर ओस बिंदु निगरानी की एकीकृत सुविधा के साथ। पीईटी, पीसी और पीपीएसयू प्रसंस्करण के लिए महत्वपूर्ण, जहां 0.05 प्रतिशत नमी की अधिकता भी तैयार बोतल में जल अपघटन के कारण चांदी जैसी धारियां पैदा कर देती है।
- रोबोट टेकआउट कन्वेयर और विज़न निरीक्षण — उच्च मूल्य वाली दवाइयों और कॉस्मेटिक उत्पादों के लिए, जहां फिलिंग से लेकर डिलीवरी तक बिना किसी खराबी के डिलीवरी की उम्मीद की जाती है। विज़न सिस्टम, तय मानकों से बाहर की बोतलों को पैकेजिंग तक पहुंचने से पहले ही टैग कर देते हैं।

क्या आप अपने अगले कस्टम आईएसबीएम मोल्ड को निर्दिष्ट करने के लिए तैयार हैं?
हमें अपनी बोतल की 3D फ़ाइल, लक्षित वार्षिक मात्रा, रेज़िन ग्रेड और रिसीविंग मशीन मॉडल भेजें। हमारी इंजीनियरिंग टीम 3 कार्य दिवसों के भीतर एक संपूर्ण व्यवहार्यता रिपोर्ट और पारदर्शी कोटेशन प्रदान करेगी, जिसमें स्टील ग्रेड की अनुशंसा, कैविटी संख्या का अनुकूलन, चक्र-समय का अनुमान और 35 से 55 कार्य दिवसों की निश्चित डिलीवरी अनुसूची शामिल होगी।
हमारी कोरियाई इंजीनियरिंग टीम से संपर्क करें अनुकूलित टूलिंग प्रस्ताव के लिए।
अतिरिक्त जानकारी
| संपादक | सीएक्सएम |
|---|