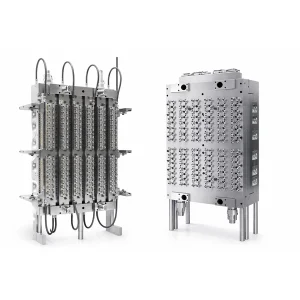
Moules de soufflage-étirage par injection en une étape personnalisés (ISBM)

Ever-Power conçoit et fabrique des moules d'injection-soufflage monoblocs sur mesure pour les machines ISBM, notamment les modèles ASB-12M, ASB-70DPH, AOKI 250 et toutes les plateformes Ever-Power 3/4/6 stations destinées au marché coréen. Fabriqués en interne sur des machines CNC 5 axes allemandes à partir d'aciers à moules S136, H13, 718H et P20, chaque moule permet de réaliser de 1 à 28 cavités, des bouteilles de 5 ml à 5 l et bénéficie d'un délai de livraison standard de 35 à 55 jours ouvrés. Chaque moule est expédié après validation par moulage d'essai sur notre machine ISBM interne, accompagné d'un rapport d'inspection du premier article.
Présentation du produit
La différence entre une ligne de production de bouteilles médiocre et une ligne d'excellente qualité réside presque toujours dans l'outillage. La machine fournit la force de serrage, la chaleur et la pression d'air, mais la forme, la transparence, l'épaisseur de paroi et la précision du filetage du goulot de chaque bouteille expédiée dépendent du moule. Ever-Power conçoit et fabrique… Moules de soufflage-étirage par injection en une étape sur mesure pour les usines d'emballage coréennes et est-asiatiques qui ont dépassé les capacités des outillages standard et qui ont besoin de moules dimensionnellement précis, adaptés à la machine, qui s'installent directement sur leurs plateformes ISBM existantes sans plaques d'adaptation, sans réusinage des bagues de positionnement et sans mise en service par tâtonnement.
Chaque moule de soufflage par étirage par injection Nos moules sont fabriqués en interne dans notre atelier d'outillage de 30 000 m² situé dans le Guangdong, à l'aide de centres d'usinage CNC 5 axes allemands et de machines d'électroérosion à fil de précision Sodick. Nous disposons d'un stock d'acier dans sept nuances standard pour moules : S136, H13, 718H, 2316, P20, NAK80 et aluminium 7075. Ainsi, nous pouvons commencer le pré-usinage dans les 48 heures suivant la validation de la conception. Le cycle complet, de la CAO approuvée au moule validé, dure généralement de 35 à 55 jours ouvrables, selon le nombre d'empreintes et la complexité géométrique. C'est environ 40 % plus rapide que les moules des équipementiers japonais et 60 % plus rapide que ceux des fabricants européens. Chaque moule fini est soumis à un essai de moulage sur notre machine ISBM interne avec la résine spécifiée avant sa sortie d'usine.

La compatibilité machine est la question que se posent le plus souvent les acheteurs coréens. Nous fabriquons des moules sur mesure compatibles avec toutes les plateformes ISBM courantes, notamment les modèles japonais ASB-12M, ASB-50MB, ASB-70DPH, ASB-70DPW, Nissei ASB, AOKI 250 et AOKI 350, ainsi que les gammes HGY et BPET d'Ever-Power. Lors du passage d'une machine japonaise ancienne à une nouvelle plateforme Ever-Power compatible avec le marché coréen, votre investissement dans les moules existants n'est pas perdu : nous vérifions la compatibilité dimensionnelle à partir de vos plans d'outillage existants et, si nécessaire, fabriquons des plaques d'adaptation pour plateaux au prix coûtant. Pour les projets de fabrication sur site vierge où vous fournissez uniquement le plan de la bouteille finie, notre équipe d'ingénieurs effectue une simulation du taux d'étirage, une optimisation du poids de la préforme et une planification de la cavitation avant toute découpe d'acier.
La capacité de production varie de moules à cavité unique pour bidons d'eau de 5 litres à des moules à 28 cavités pour micro-gouttes destinés aux applications pharmaceutiques, la seule limite étant les dimensions physiques du plateau de votre machine de réception. Les applications cosmétiques et pharmaceutiques coréennes classiques utilisent généralement des moules de 4 à 12 cavités, tandis que les usines de boissons et de produits chimiques ménagers à haut volume utilisent souvent des moules de 8 à 16 cavités. L'épaisseur des parois présente une variation inférieure à 0,05 mm entre les différents jeux de cavités, la tolérance du filetage du col reste inférieure à 0,02 mm sur les dimensions critiques et la finition de surface atteint un polissage miroir SPI A-1 (Ra 0,05) pour les cavités nécessitant une transparence cristalline pour les emballages cosmétiques haut de gamme en PETG et PCTG.
Anatomie des composants du moule — Les quatre assemblages critiques
Un jeu complet de moules ISBM monoblocs comprend quatre ensembles distincts, chacun usiné à partir de nuances d'acier différentes pour répondre à des exigences mécaniques spécifiques. Comprendre le fonctionnement de ces ensembles est la première étape pour choisir le moule adapté à votre application.

1. Cavité d'injection de la préforme
C'est à cette étape que la résine fondue est moulée par injection autour du noyau pour former la préforme – un tube à essai qui deviendra la bouteille finale. La cavité définit le profil du corps de la préforme, l'épaisseur de sa paroi et la géométrie du col. Le col étant entièrement formé à ce stade et n'étant plus retouché, il s'agit du composant de moule le plus critique pour la tolérance du filetage et la fiabilité du bouchage. Nous usinons les cavités des préformes en acier inoxydable S136 trempé sous vide à une dureté Rockwell C de 48 à 52 HRC, puis poli à Ra 0,05 sur les surfaces critiques pour la transparence. Pour les applications PET et rPET intensives dépassant 3 millions d'injections par an, nous utilisons de l'acier à outils H13 à une dureté Rockwell C de 52 à 54 HRC pour une durée de vie accrue.
2. Ensemble de tige de noyau (mandrin)
La tige de noyau transporte la préforme chaude de la station d'injection jusqu'aux stations d'étirage-soufflage suivantes, et forme également l'intérieur de la préforme lors de l'injection. La précision dimensionnelle est ici absolue : tout écart sur le diamètre de la tige de noyau se traduit directement par une variation d'épaisseur de la paroi de la bouteille. Nous fabriquons les tiges de noyau en acier à outils pré-trempé 718H (HRC 30-35) pour la plupart des applications, et en acier à travail à froid Cr12MoV (HRC 58-60) pour les productions intensives à cadence élevée. Des canaux de refroidissement internes sont percés à l'intérieur de chaque tige de noyau sur une machine Mori Seiki BTA afin de garantir une rectitude de 0,03 mm sur toute sa longueur.
3. Moule à cavité par soufflage
La cavité de soufflage définit la forme externe finale de la bouteille : profil du corps, géométrie du fond, étiquette, contours de la poignée. Elle s'ouvre et se ferme à chaque cycle pour libérer la bouteille finie ; la précision de la surface de contact détermine donc l'absence de bavures au niveau des lignes de joint. Nous usinons les cavités de soufflage soit en acier inoxydable S136 (pour une production durable), soit en aluminium 7075-T6 (pour les petites séries ou les géométries cosmétiques à évolution rapide, où la réduction du poids est essentielle pour le système d'indexation servo de la machine). Des canaux de refroidissement profilés épousent les contours complexes de la bouteille pour évacuer la chaleur 15 à 20 % plus rapidement que des lignes droites, réduisant ainsi directement le temps de cycle.
4. Système de collecteur à canaux chauds
Le système à canaux chauds distribue la résine fondue, issue de la vis de plastification de la machine, à chaque cavité d'un moule multicavité. Dans les moules monocavité, il s'agit d'une buse plus simple, mais dans les outillages à 12 ou 24 cavités, le collecteur devient le principal facteur déterminant l'homogénéité du remplissage et la constance de la qualité d'un flacon à l'autre. Nous utilisons une embase standard en acier S45C, dont les dimensions sont adaptées à la machine du client. Par exemple, un moule pour flacon compte-gouttes de 15 ml que nous avons récemment fabriqué pour un client pharmaceutique coréen utilisait une embase à canaux chauds de 430 × 140 × 30 mm avec 4 trous de fixation traversants de Ø14 mm, dimensionnés pour un montage direct sur un plateau ASB-12M. Le collecteur intègre des buses à canaux chauds Yudo ou Hasco équivalentes, avec un chauffage à régulation PID et des conduits internes chromés afin d'éviter la dégradation de la résine dans les zones mortes du moule.
Matériaux pour aciers à moules — Choisir la bonne nuance
Le choix de l'acier pour moules est le facteur déterminant de la rentabilité à long terme. Un acier de qualité supérieure coûte 30 à 50 % plus cher à l'achat, mais sa durée de vie est 3 à 5 fois supérieure, ce qui réduit considérablement le coût total de possession. Nous disposons en stock des sept nuances d'acier suivantes pour les commandes de nos clients coréens. La nuance d'acier est spécifiée pour chaque composant en fonction de votre volume de production annuel et des caractéristiques de la résine.
| Acier de qualité | Norme équivalente | Dureté | Idéal pour |
|---|---|---|---|
| S136 | DIN 1.2083 | HRC 48-52 | Cavités cosmétiques PETG critiques pour la clarté, applications de polissage miroir |
| H13 | DIN 1.2344 | HRC 52-54 | PET et rPET haute résistance, production de boissons à cycle élevé |
| 718H | DIN 1.2738H | HRC 30-35 | Tiges de noyau et cavités de préformes en milieu de vie, usage général |
| 2316 | DIN 1.2316 | HRC 30-34 | Applications résistantes à la corrosion, PVC et résines réactives aux acides |
| P20 | DIN 1.2311 | HRC 28-33 | bases de moules, plaques de support de plateau |
| NAK80 | JIS G4404 | HRC 37-43 | Alternative à l'acier inoxydable S136 lorsque la soudabilité est importante pour les retouches. |
| Al 7075-T6 | EN AW-7075 | HB 150 | Cavités de soufflage cosmétiques à court terme, priorité à la réduction du poids |
| S45C | JIS G4051 | HB 190-230 | Supports de montage pour canaux chauds, composants structurels non critiques |
Un moule bien conçu utilise généralement quatre à cinq nuances d'acier pour ses différents composants : l'acier S136 pour la cavité de préforme, essentielle à la clarté du liquide ; l'acier H13 pour la cavité de soufflage en production à cycle long ; l'acier 718H pour les noyaux ; l'acier P20 pour les plaques de base ; et l'acier S45C pour le support du canal chaud. Notre équipe d'ingénieurs vous recommande la combinaison optimale en fonction du dessin de votre bouteille et de votre volume de production annuel, après avoir analysé les spécifications de votre résine et votre calendrier de production cible.
Matrice de compatibilité des machines
Chaque Moule ISBM personnalisé Nos machines sont dimensionnées pour une machine de réception spécifique. Vous trouverez ci-dessous le tableau de compatibilité couvrant les plateformes japonaises, européennes et coréennes les plus courantes dans les usines d'emballage d'Asie de l'Est. Si votre machine n'est pas répertoriée, veuillez nous envoyer les plans du plateau ; nous vérifierons l'espacement des tirants, le pas des mandrins et l'interface des buses avant de vous établir un devis.
| Plateforme machine | Origine | Gares | Compatibilité directe |
|---|---|---|---|
| ASB-12M | Japon (Nissei ASB) | 4 | Entièrement compatible ; interface de plateau native |
| ASB-50MB | Japon (Nissei ASB) | 3 / 4 | Entièrement compatible ; vérifié pour les configurations à 3 et 4 postes. |
| ASB-70DPH | Japon (Nissei ASB) | 4 | Entièrement compatible ; version renforcée de la série ASB-70 |
| ASB-70DPW | Japon (Nissei ASB) | 4 | Entièrement amovible ; variante à large ouverture jusqu’à 148 mm de diamètre de col |
| AOKI 250 | Japon (AOKI) | 3 | Installation entièrement intégrée ; pas de bague de collet et de tige centrale adaptés |
| AOKI 350 | Japon (AOKI) | 3 / 4 | Installation entièrement intégrée ; adaptateur de bride sur mesure disponible sur demande |
| Station européenne 3/4 héritée | Europe (divers) | 3 / 4 | Plaques d'adaptation fabriquées au prix coûtant ; plans requis pour vérification |
Nombre de caries et spécifications typiques des flacons
La cavitation est une décision conjointe entre le concepteur du moule, les spécifications de la machine et le volume de production annuel du client. Le tableau ci-dessous récapitule les performances typiques que nous obtenons, mais des configurations personnalisées hors de ces plages sont possibles avec des plateformes machines spécialisées.
| nombre de caries | Volume typique de la bouteille | Application typique | Machine recommandée |
|---|---|---|---|
| 1 | 2 L – 5 L | bidons d'eau en vrac, bocaux alimentaires, conteneurs de produits chimiques | BPET-125V4, HGY250-V4 |
| 2 | 1 L – 3 L | bocaux de kimchi, huile de cuisson, détergent en vrac | BPET-94V3, HGY200-V4 |
| 4 | 500 ml – 1,5 L | Bouteilles de boissons, lotion cosmétique, produits chimiques ménagers | BPET-70V4, HGY150-V4 |
| 6 | 250 ml – 800 ml | Sérum de beauté coréen, flacons pharmaceutiques, flacons vaporisateurs | HGY150-V4, BPET-94V3 |
| 8 | 100 ml – 500 ml | Petits flacons cosmétiques, flacons de gouttes ophtalmiques, flacons d'échantillons | HGY200-V4, BPET-94V3, HGYS280-V6 |
| 12 | 50 ml – 200 ml | Flacons compte-gouttes pharmaceutiques, cosmétiques en format voyage | BPET-125V4, HGYS280-V6 |
| 16 | 30 ml – 120 ml | Flacons de produits d'accueil d'hôtel, ampoules injectables, petit compte-gouttes | HGY250-V4, HGY650-V4 |
| 24 – 28 | 5 ml – 50 ml | Microflacons pharmaceutiques, collyres unidoses | HGY650-V4, plateformes spécialisées |
Flux de travail de fabrication personnalisé en 6 étapes
À partir du jour où le design de votre bouteille est validé, le processus complet moule d'injection-soufflage étiré sur mesure Le cycle de fabrication dure de 35 à 55 jours ouvrables selon le nombre de cavités et la complexité géométrique. Le processus en six étapes décrit ci-dessous correspond à chaque projet, avec des points de validation documentés entre chaque phase.
Étape 1 — Examen de la conception et analyse de faisabilité (2 à 5 jours)
Vous nous envoyez un fichier STEP 3D ou un échantillon physique de bouteille, ainsi que votre volume annuel cible, les spécifications de la résine et le modèle de la machine de réception. Notre équipe d'ingénieurs analyse la géométrie pour évaluer la faisabilité du procédé d'étirage-soufflage, signale toute particularité de conception (angles vifs, rapports d'aspect extrêmes, parois fines) et recommande le nombre optimal d'alvéoles pour votre volume cible. Un rapport de faisabilité écrit, incluant le calcul du poids de la préforme, vous est remis sous 3 jours ouvrés.
Étape 2 — Modélisation CAO 3D et simulation des flux (3 à 7 jours)
Une fois l'étude de faisabilité validée, notre équipe CAO conçoit le modèle 3D complet du moule, incluant la cavité de la préforme, le profil de la tige de noyau, la cavité de soufflage, le collecteur de canaux chauds et le tracé des canaux de refroidissement. Les simulations Moldflow et de taux d'étirage permettent d'identifier les éventuels problèmes d'épaisseur de paroi avant toute découpe d'acier. Vous recevez ensuite le modèle 3D pour validation, généralement après une série de modifications avant la poursuite de la production.
Étape 3 — Approvisionnement en acier et pré-usinage (5 à 10 jours)
Nous disposons en stock d'acier S136, H13, 718H, P20, NAK80 et S45C dans les dimensions de blocs courantes. L'ébauche peut donc débuter dans les 48 heures suivant la validation du fichier CAO. L'ébauche, réalisée sur des centres d'usinage CNC 5 axes équipés de changeurs d'outils automatisés, enlève 90 % de matière. Les ébauches sont ensuite percées pour créer les canaux de refroidissement. Pour les aciers S136 et H13 de haute qualité utilisés dans les cavités critiques, une trempe sous vide est effectuée afin d'atteindre la dureté souhaitée.
Étape 4 — Usinage CNC 5 axes de précision et électroérosion (15 à 20 jours)
L'usinage de finition sur centres d'usinage 5 axes DMG Mori (Allemagne) garantit des tolérances dimensionnelles de ±0,01 mm sur les géométries critiques du col et de la porte d'injection. L'électroérosion à fil Sodick réalise les finitions de précision inaccessibles au fraisage, telles que les trous d'éjection, les fentes d'aération et les détails de rayon. Chaque pièce usinée CNC est contrôlée dimensionnellement par notre station de mesure tridimensionnelle Zeiss avant d'être polie.
Étape 5 — Polissage et traitement thermique (7 à 10 jours)
Les surfaces critiques pour la clarté des cavités de préformes et de soufflage sont polies manuellement à la pâte diamantée afin d'atteindre un état de surface miroir optique SPI A-1 (Ra 0,05). Cette étape ne peut être automatisée ; elle repose sur des polisseurs manuels qualifiés qui y consacrent de 8 à 20 heures par cavité, selon sa complexité. Les surfaces non critiques reçoivent une finition SPI B-2 ou B-3. Un traitement thermique final stabilise la précision dimensionnelle avant l'assemblage.
Étape 6 — Moulage d'essai et validation (3 à 5 jours)
Avant expédition, chaque moule fait l'objet d'un essai de moulage sur notre machine ISBM interne, avec la résine et le poids de préforme spécifiés. Les premiers flacons sont contrôlés par machine à mesurer tridimensionnelle (MMT), par profilage de l'épaisseur des parois et par évaluation de la transparence optique. Le rapport de validation, comprenant des échantillons de flacons, les données de mesure et la vérification du temps de cycle, est expédié avec le moule à votre usine pour réception finale.

Applications par secteur d'activité
Au cours des trois dernières années, les commandes des clients coréens et est-asiatiques se sont regroupées en cinq secteurs d'activité, chacun présentant des priorités techniques distinctes. Voici comment nous abordons la question : moule à bouteille sur mesure Les spécifications varient selon les secteurs.
Emballages cosmétiques haut de gamme et de K-Beauty
Les marques de cosmétiques coréennes exigent une finition de surface d'une clarté cristalline pour leurs flacons de sérum, pots de crème et flacons de lotion tonique en PETG et PCTG. Pour ce secteur, nous privilégions des cavités en acier inoxydable S136 polies à Ra 0,05 sur toutes les surfaces critiques pour la clarté, en accordant une attention particulière à la précision du filetage du col afin d'assurer la compatibilité avec les lignes de bouchage automatisées. Les lancements de produits de beauté coréens se faisant généralement en petites séries (20 000 à 100 000 unités par campagne), nous optimisons la facilité de changement de format grâce à des pinces à dégagement rapide sur le moule de préforme. Les configurations typiques comprennent de 4 à 8 cavités pour des flacons de 30 à 200 ml.

Flacons de collyre et de sirop pharmaceutiques
L'emballage pharmaceutique exige une précision dimensionnelle absolue pour garantir l'inviolabilité des scellés et la sécurité enfant. La tolérance du filetage du col est maintenue à 0,02 mm près grâce à un contrôle par machine à mesurer tridimensionnelle Zeiss sur chaque cavité avant expédition. Pour une production conforme aux normes BPF en salle blanche, nous utilisons de l'acier inoxydable 2316 résistant à la corrosion pour tous les composants en contact avec les solutions de lavage. Les projets pharmaceutiques coréens classiques utilisent des moules de 8 à 16 cavités pour des flacons de 5 à 120 ml. Le moule pour flacon compte-gouttes 12M 1×6 de 15 ml que nous avons récemment réalisé pour un client pharmaceutique de Daejeon en est un exemple représentatif.

Bouteilles de boissons et d'eau minérale
La production de boissons à grande échelle (plus d'un million de bouteilles par an et par référence) exige un outillage durable et résistant à l'usure. Nous préconisons ici l'acier à outils H13 (dureté Rockwell C 52-54) pour les cavités de préformes et de soufflage, avec des canaux de refroidissement conformes à perçage profond afin de minimiser le temps de cycle. Pour le traitement du PET recyclé (rPET), les surfaces internes chromées du collecteur à canaux chauds protègent contre les contaminants abrasifs. Les configurations typiques comprennent de 4 à 8 cavités pour des bouteilles de 500 ml à 2 L.

Bocaux alimentaires à large ouverture et récipients à kimchi
Les pots de kimchi, de gochujang, de miel et de sauces coréennes, dont le diamètre du col peut atteindre 148 mm, présentent un défi d'outillage structurellement différent. La surface projetée du moule est 3 à 5 fois supérieure à celle des flacons cosmétiques standard, ce qui implique une force de soufflage proportionnellement élevée. Nous utilisons des bases de moule en P20 suffisamment épaisses pour résister à la déformation sous une force de soufflage supérieure à 300 kN, et nous prévoyons des jeux de joint surdimensionnés avec une ventilation optimisée pour éviter les bavures. Les configurations typiques comprennent 1 à 2 cavités pour des pots d'une contenance de 500 ml à 3 litres.

Biberons et emballages de soins pour nourrissons sans BPA
La production de biberons en Tritan, PCTG et PPSU exige des systèmes à canaux chauds thermiquement stables, car ces résines se transforment dans des plages de température étroites (généralement de 260 à 340 °C selon la qualité). Nous préconisons des buses à canaux chauds équivalentes à celles de Yudo, avec régulation PID individuelle par cavité, des conduits chromés pour éliminer les zones mortes et des chemises de cylindre en alliage de nickel pour les applications PPSU dépassant 310 °C. Les configurations typiques comprennent de 4 à 8 cavités pour des biberons de 150 à 330 ml.

Contrôle qualité et tests avant expédition
Chaque moule de soufflage par étirage par injection Le moule ne quitte notre usine qu'après avoir passé avec succès quatre étapes de vérification dimensionnelle et fonctionnelle. Le rapport de contrôle qualité écrit est remis avec le moule à votre usine, et toutes les données sont conservées dans notre système de gestion de la qualité pour assurer la traçabilité de la garantie.
- Vérification dimensionnelle CMM La machine de mesure tridimensionnelle Zeiss contrôle les dimensions critiques (diamètre du filetage du col, répartition de l'épaisseur de paroi, profondeur de la cavité, surfaces de contact de la ligne de joint) avec une précision de ±0,01 mm. Chaque cavité d'un moule multicavité est mesurée individuellement, et non par échantillonnage.
- Test de pression d'étanchéité à l'eau Les canaux de refroidissement conformes sont mis sous pression à 1,0 MPa pendant 15 minutes, le moule assemblé étant immergé dans un bac témoin. Toute formation de bulles indique une fuite qui doit être corrigée avant l'étape suivante.
- Inspection optique des surfaces Les cavités polies sont inspectées au microscope stéréoscopique (grossissement 50x) afin de détecter toute micro-rayure, résidu de polissage ou défaut de la couche de refusion par électroérosion. La rugosité de surface Ra est vérifiée à l'aide d'un profilomètre à sonde de contact en trois points par cavité.
- Validation du moulage d'essai Le moule complet est monté sur notre machine ISBM interne et un essai de 500 bouteilles est réalisé avec la résine spécifiée par le client. Les premières bouteilles sont inspectées afin de vérifier l'épaisseur de la paroi, la tolérance du filetage du col, la clarté de la surface et la stabilité dimensionnelle. Le moule n'est expédié qu'après validation.
- Préparation de l'emballage et de l'antirouille Avant la mise en caisse, chaque surface polie reçoit une couche d'huile antirouille longue durée, et le moule est enveloppé dans du papier VCI (inhibiteur de corrosion volatil). L'emballage utilise du contreplaqué de 18 mm sur des palettes traitées thermiquement, équipées de capteurs de chocs pour le suivi du transport.

Guide de sélection — Que nous envoyer pour obtenir un devis
Un devis pour une étude de moisissures bien définie peut être établi sous 2 à 3 jours ouvrés. Une demande incomplète entraîne généralement des questions complémentaires, prolongeant le délai d'établissement du devis d'une semaine ou plus. Veuillez fournir les informations suivantes avant de demander un devis.
- Fichier 3D de la bouteille — STEP, IGES ou format CAO natif. Si vous ne disposez que de dessins 2D, cela fonctionne, mais ralentit l'étude de faisabilité.
- poids cible de la bouteille finie — grammes par bouteille, plus tout objectif d'allègement par rapport à l'emballage actuel.
- finition du manche standard — par exemple PCO 1881, 28-400, 24-410 ou un système de fermeture personnalisé. Précisez le pas de filetage et les exigences relatives à la bague d'inviolabilité.
- volume de production annuel — détermine le nombre de cavités recommandées et la qualité de l'acier.
- Qualité de résine — Valeur IV du PET, qualité du PETG, spécification PC ou Tritan, nom du fournisseur si connu. Pour le rPET, indiquer le pourcentage de contenu recyclé et la provenance des paillettes.
- Réception du modèle de machine ISBM — ASB, AOKI, Ever-Power ou autre (fabrication japonaise). Veuillez nous envoyer les plans du plateau si disponibles ; nous pouvons effectuer une rétro-ingénierie à partir d’une photographie de la zone du moule si les plans ne sont pas disponibles.
- Préférence pour le nombre de caries — si vous en possédez une. Sinon, nous vous faisons une recommandation en fonction de votre volume annuel et des capacités de votre machine.
- préférence pour la nuance d'acier — si vous avez une préférence particulière. Sinon, nous vous recommandons en fonction du volume de production et du type de résine.
- Date de livraison prévue — afin que nous puissions confirmer si 35, 45 ou 55 jours ouvrables correspondent à votre calendrier.
Pourquoi choisir Ever-Power pour la fabrication de moules ISBM ?
En Chine, de nombreux ateliers de moules généralistes proposent des devis pour des projets d'outillage ISBM, tandis que quelques spécialistes japonais et européens offrent une qualité exceptionnelle à des prix élevés. Ever-Power se distingue par son expertise pointue en outillage ISBM, des délais de livraison compatibles avec la Corée et une précision dimensionnelle équivalente à celle des fabricants japonais, pour un coût environ deux fois moins élevé.
- Atelier d'outillage ISBM dédié Notre équipe d'ingénierie des moules se consacre exclusivement à l'outillage d'injection-soufflage, et non aux moules d'injection plastique classiques. Cette spécialisation se reflète dans les moindres détails : angles de conicité des préformes, configurations d'aération des cavités de soufflage, géométrie des canaux chauds pour PET, PETG et Tritan.
- Infrastructure CNC 5 axes allemande — Centres d'usinage 5 axes DMG Mori, électroérosion à fil Sodick, machine de mesure tridimensionnelle Zeiss. L'investissement dans des équipements de précision permet d'atteindre une tolérance de ±0,01 mm sans majoration excessive.
- Machine ISBM interne pour la validation Chaque moule fait l'objet d'un essai de moulage sur une machine ISBM réelle avant expédition. La plupart des ateliers de moulage expédient des outillages non testés ; nous refusons de le faire car le coût de la correction des problèmes après livraison est dix fois supérieur à celui de leur détection dans notre usine.
- Responsabilité de la source unique pour les machines et les moules — Lorsque vous achetez à la fois la machine ISBM et l'outillage chez Ever-Power, il n'y a pas de problème de responsabilité lors de la mise en service. Si quelque chose ne s'adapte pas, c'est à nous de le résoudre.
- Ingénierie de projet en langue coréenne — Des chefs de projet bilingues animent les revues de conception et les séances de clarification technique en coréen. La clarté de la communication durant les quatre premières semaines d'un projet de moule est le facteur déterminant de la réussite du projet.
- Plus de 500 moules livrés depuis 2020 — aux clients coréens, japonais, vietnamiens, thaïlandais et indonésiens. Visites de références possibles sur demande pour les prospects coréens.
- Délai de livraison : 35 à 55 jours ouvrables — environ 40 % plus rapide que l'équivalent du constructeur japonais pour un nombre de cavités et une complexité comparables.

Foire aux questions
Q1 : Votre moule personnalisé s'adaptera-t-il directement à ma machine ASB-12M ou AOKI 250 existante ?
Oui, pour les configurations de plateaux standard ASB-12M et AOKI 250. Nous avons réalisé des centaines de moules pour ces deux machines et disposons de plans de plateaux validés dans notre bibliothèque technique. Pour les machines non standard ou modifiées en usine, veuillez nous envoyer une photo de la zone du moule ou les plans d'origine du constructeur ; nous vérifierons la compatibilité avant l'usinage de l'acier.
Q2 : Quelle est la durée de vie typique d'un moule en production continue ?
Cela dépend de la nuance d'acier et de la résine. Les cavités en acier à outils H13 pour applications PET standard supportent de 3 à 5 millions de tirs avant remise en état. Les cavités en acier inoxydable S136 pour applications cosmétiques PETG atteignent généralement de 2 à 3 millions de tirs. Pour les applications rPET ou résine abrasive, le chromage des surfaces internes augmente cette durée de vie d'environ 40 %.
Q3 : Quelle tolérance appliquez-vous aux dimensions du filetage du col ?
±0,02 mm sur le diamètre critique du filetage du col, mesuré sur une machine à mesurer tridimensionnelle Zeiss, chaque cavité étant vérifiée individuellement. Cette tolérance est requise pour la compatibilité des lignes de capsulage automatisées dans les industries pharmaceutiques et agroalimentaires coréennes.
Q4 : Pouvez-vous fabriquer des moules pour les biberons en Tritan et PCTG sans BPA ?
Oui. La transformation du Tritan et du PCTG exige une régulation PID individuelle des canaux chauds, des conduits chromés pour éviter la stagnation de la résine et une géométrie d'injection plus large afin de réduire l'échauffement par cisaillement. Ces caractéristiques sont incluses de série dans tous nos outillages pour la puériculture. Pour les applications en PPSU à plus de 310 °C, des chemises de cylindre en alliage de nickel sont installées.
Q5 : De quelles informations avez-vous besoin de ma part pour fabriquer un moule sur mesure ?
Au minimum : un fichier 3D de la bouteille (STEP ou IGES), le volume annuel cible, la qualité de la résine, le modèle de la machine de réception et la date de livraison souhaitée. Si les fichiers 3D ne sont pas disponibles, nous pouvons travailler à partir d’un échantillon physique de bouteille ou de dessins 2D, mais l’étude de faisabilité ajoute 3 à 5 jours ouvrables au délai.
Q6 : Quelle est la différence de coût par rapport au moule OEM japonais d'origine ?
Les moules sur mesure d'Ever-Power sont généralement proposés à un prix 45 à 55 % inférieur à celui des fabricants d'équipement d'origine japonais pour un nombre de cavités, une qualité d'acier et une finition de surface équivalents. Cet écart de prix s'explique par notre intégration verticale (stock d'acier en interne) et par des coûts de main-d'œuvre plus bas, et non par des compromis sur la qualité des matériaux ou de la fabrication.
Q7 : Proposez-vous des services de réparation et de remise à neuf de moules pour l'outillage existant ?
Oui, pour toutes les marques d'outillage ISBM. Nos services comprennent généralement le repolissage des cavités, le réusinage des lignes de joint après usure, le remplacement des buses de canaux chauds et des noyaux, ainsi que le nettoyage des canaux de refroidissement. Le délai de remise en état est de 15 à 25 jours ouvrables. Veuillez nous envoyer des photos des composants endommagés pour une première évaluation.
Q8 : Comment validez-vous le moule avant l'expédition ?
Chaque moule fait l'objet d'une validation par moulage d'essai de 500 bouteilles sur notre machine interne Ever-Power ISBM, avec la résine et le poids de préforme spécifiés. Les premières bouteilles sont soumises à un contrôle dimensionnel par machine à mesurer tridimensionnelle (MMT), à un profilage de l'épaisseur des parois, à une vérification du filetage du col et à une évaluation de la transparence optique. Le rapport de validation (incluant 20 bouteilles d'échantillon expédiées à votre usine) accompagne le moule pour vérification de sa conformité.
Q9 : Quelle est votre politique si le moule ne fonctionne pas comme prévu après l'installation ?
La garantie standard couvre les défauts de fabrication et les problèmes dimensionnels pendant 12 mois à compter de la réception finale sur le site du client. Si le moule produit des bouteilles non conformes aux spécifications convenues, nous prenons en charge tous les frais de remise en état, y compris le réusinage et le repolissage des composants, ainsi que les frais de transport aller-retour. Les problèmes d'usure non couverts par la garantie font l'objet d'un devis personnalisé.
Q10 : Puis-je visiter votre magasin d’outillage avant de passer commande ?
Oui, et nous le recommandons aux nouveaux clients coréens. Notre usine du Guangdong est à 3 heures de vol d'Incheon. Nous organisons votre prise en charge à l'aéroport, une visite de nos installations (atelier de moulage, salle de moulage d'essai ISBM et laboratoire de contrôle qualité) et des visites de référence chez nos clients installés à proximité. Ces visites durent généralement deux jours ouvrables.
Avis clients et retours d'expérience sur le terrain
« Nous avions besoin d'un outillage de remplacement à 8 cavités pour notre ASB-12M, vieille de 10 ans, après que le moule japonais d'origine soit devenu inutilisable. Le fabricant japonais nous a proposé un délai d'environ 48 jours ouvrables et un prix deux fois supérieur à celui d'Ever-Power. Le moule Ever-Power est arrivé en 41 jours ouvrables, a été installé sur notre machine le lendemain matin, et la tolérance du filetage du col s'est avérée plus précise que celle du moule japonais d'origine lors de la vérification par machine à mesurer tridimensionnelle. Quatre mois de production se sont écoulés sans aucun problème. »
Park Ji-hoonDirecteur technique, Emballage à façon de produits cosmétiques à Séoul (mi-2025)
« Nous avons commandé un moule à 12 cavités pour flacons de gouttes ophtalmiques de 15 ml pour notre machine ASB-12M. Le support à canaux chauds fourni était une plaque S45C de 430 × 140 × 30 mm avec quatre trous de fixation positionnés précisément selon nos besoins. Notre équipe de maintenance l'a installé en moins de 3 heures, la production d'essai s'est déroulée sans problème dès le premier cycle, et nous produisons 1,8 million de flacons par mois depuis la mise en service. La tolérance du filetage du col a été vérifiée à 0,015 mm sur notre machine à mesurer tridimensionnelle, ce qui est meilleur que les spécifications du fabricant d'origine. »
Kim Seo-yeonDirecteur d'usine, Emballage pharmaceutique de Daejeon (début 2025)
« Nous produisons des bouteilles d'huile de cuisson d'un litre avec une configuration à 4 cavités sur une machine BPET-94V3. Lorsque notre fournisseur initial nous a annoncé un délai de 75 jours pour un nouveau jeu de cavités, nous avons contacté Ever-Power sur les conseils d'un autre client coréen. Le moule est arrivé en 38 jours ouvrables ; la clarté et l'épaisseur de paroi étaient identiques, voire supérieures, à celles du moule d'origine. Le temps de cycle a même été réduit de 0,4 seconde par rapport à notre ancien outillage, grâce à l'évacuation plus rapide de la chaleur par les canaux de refroidissement conformes. Pour une production à grande échelle, ces 0,4 seconde représentent environ 190 000 bouteilles supplémentaires par an. »
Jung Hyun-wooPropriétaire d'usine, embouteillage d'huile de cuisson à Jeonju (mi-2025)
« Notre client, une marque de cosmétiques coréenne, exigeait un flacon de sérum de 50 ml en PETG avec une section rectangulaire aux angles vifs. Deux ateliers de moulage chinois ont rejeté cette géométrie, la jugeant impossible à souffler uniformément. L'équipe d'ingénierie d'Ever-Power a alors réalisé une simulation du taux d'étirement, identifié les angles susceptibles de s'amincir et redessiné la conicité de la préforme en conséquence. Les flacons finaux ont passé avec succès le test de chute de 1,5 mètre, et ce, à cinq reprises sur cinq. Le travail d'ingénierie de conception à lui seul justifiait le prix. »
Lee Min-jiIngénieur R&D, Emballage cosmétique Seongnam (début 2025)
« Pour notre moule à bocaux à kimchi à large ouverture de 148 mm, nous avions besoin d'une base de moule extrêmement rigide, car la force de serrage par soufflage est importante à ce diamètre. Ever-Power a spécifié des plaques de support en P20 de 90 mm d'épaisseur et des boulons d'angle renforcés, ce qui est plus lourd que notre précédent moule de fabrication coréenne. Installé sur notre machine BPET-125V4, la production a démarré sans bavure dès le premier jour. Temps de cycle : 19 secondes avec l'outillage à 2 cavités, conformément aux spécifications. »
Kim Jae-wooResponsable des opérations, Gwangju Food Packaging (fin 2024)
« Nous fabriquons des biberons en Tritan de 240 ml avec une configuration à 6 cavités. Le moule fourni était équipé d'un système de contrôle individuel PID des canaux chauds pour chaque cavité, conformément aux exigences du procédé Tritan. La stabilité thermique des 6 cavités est restée à ±1,2 °C près pendant nos 12 heures de test de qualification, et les spécifications de transparence optique de notre client ont été respectées pour chaque cavité. Six mois de production quotidienne, aucun jaunissement, aucun défaut de qualité. Un investissement plus que rentable. »
Yoon Min-jiDirecteur de production, Ulsan Baby Care Plastics (mi-2025)
« Notre AOKI 250 a été un outil indispensable pendant 8 ans, mais le stock initial de moules comprenait 12 références différentes et les coûts de remplacement absorbaient une part importante de notre budget de maintenance. Ever-Power a remis à neuf nos trois moules les plus utilisés pour environ 52 % du prix proposé par AOKI. La précision dimensionnelle est identique à celle des moules d'origine, comme l'a confirmé la vérification par machine à mesurer tridimensionnelle (MMT), et le délai de livraison était de 42 jours ouvrables, contre 90 jours pour AOKI. Nous confierons les 9 moules restants à Ever-Power au cours des 18 prochains mois. »
Choi Yu JinResponsable du contrôle qualité, Ansan Cosmetic Contract Fillers (début 2025)
Produits associés et composants compatibles
UN Moule ISBM personnalisé Elle n'atteint ses performances nominales que lorsqu'elle est installée sur une machine de taille appropriée avec des auxiliaires compatibles. Les composants ci-dessous sont ceux que nous spécifions généralement avec chaque commande d'outillage ; chacun est disponible auprès d'Ever-Power ou de notre réseau de partenaires agréés.
- Plateformes de machines ISBM compatibles — La gamme complète de machines Ever-Power couvre la production depuis la recherche et le développement pilotes jusqu'à la production en vrac de très grands volumes d'eau. Machine ISBM à 4 stations La famille gère la plupart des applications cosmétiques et pharmaceutiques coréennes, tandis que Machine ISBM à 3 stations Cette ligne convient à la production à grand volume et à cycle court de boissons et de produits chimiques ménagers.
- Compresseur d'air à vis sans huile Dimensionné en fonction des besoins en air de soufflage de votre moule, généralement 3,5 MPa à un débit de 2 à 5 mètres cubes par minute selon la taille de la bouteille et le nombre d'empreintes. La certification sans huile de classe 0 est obligatoire pour les applications en contact avec les aliments et les produits pharmaceutiques. Unités compatibles disponibles via notre partenaire de compresseur sans huile.
- Couple refroidisseur et tour de refroidissement L'alimentation en eau glacée à 12 °C des canaux de refroidissement conformes du moule est réalisée à la pression et au débit spécifiés. Un système de refroidissement correctement dimensionné fait souvent la différence entre un cycle de production respectant le temps nominal du moule et un ralentissement de 10 à 15 % en production réelle.
- régulateurs de température des moules — une unité pour le moule de préforme (température de consigne typique : 15 à 25 °C pour le PET) et une autre pour la cavité de soufflage (10 à 18 °C pour le PET, jusqu’à 95 °C pour le PC). Les unités à deux zones permettent de traiter le PCTG et le PPSU à parois épaisses sans risque de surchauffe localisée.
- Composants de transmission de précision — pour le système d'indexage du plateau tournant et le mécanisme de serrage de la machine. Des arbres en acier allié trempé et des roulements haute résistance sont disponibles auprès de notre fournisseur. partenaire d'arbre de transmission de précision pour les sites nécessitant un réapprovisionnement local rapide.
- séchoir à résine dessiccante avec surveillance intégrée du point de rosée. Essentiel pour le traitement du PET, du PC et du PPSU où même un excès d'humidité de 0,05 % provoque des stries argentées dues à l'hydrolyse dans la bouteille finie.
- Convoyeur robotisé pour l'enlèvement des commandes et inspection par vision — pour les productions pharmaceutiques et cosmétiques à forte valeur ajoutée où une livraison sans défaut est exigée pour le remplissage. Les systèmes de vision repèrent les flacons hors tolérance avant leur conditionnement.

Prêt à spécifier votre prochain moule ISBM personnalisé ?
Envoyez-nous le fichier 3D de votre bouteille, votre volume annuel cible, la qualité de la résine et le modèle de la machine de réception. Notre équipe d'ingénieurs vous fournira sous 3 jours ouvrés un rapport de faisabilité complet et un devis transparent, incluant une recommandation sur la nuance d'acier, l'optimisation du nombre d'empreintes, une estimation du temps de cycle et un délai de livraison confirmé de 35 à 55 jours ouvrés.
Contactez notre équipe d'ingénieurs coréens pour une proposition d'outillage sur mesure.
Informations complémentaires
| Éditeur | Cxm |
|---|