Op maat gemaakte spuitgietmatrijzen voor rekblaasvormen (ISBM) met éénstapsinjectie

Ever-Power ontwerpt en produceert op maat gemaakte spuitgietmatrijzen voor ISBM-machines, waaronder de ASB-12M, ASB-70DPH, AOKI 250 en alle Ever-Power 3/4/6-stationsplatforms voor de Koreaanse markt. Elke matrijs wordt in eigen huis vervaardigd op een Duitse 5-assige CNC-machine met matrijzen van S136, H13, 718H en P20 staal. De matrijzen ondersteunen 1 tot 28 caviteiten, flesvolumes van 5 ml tot 5 liter en hebben een gemiddelde levertijd van 35 tot 55 werkdagen. Elke matrijs wordt verzonden na een proefgietvalidatie op onze eigen ISBM-machine, inclusief een rapport van de eerste artikelinspectie.
Productoverzicht
Het verschil tussen een middelmatige en een uitstekende flessenproductielijn zit hem bijna altijd in de matrijs. De machine levert de klemkracht, de warmte en de luchtdruk, maar de vorm, helderheid, wanddikte en nauwkeurigheid van de halsdraad van elke fles die u verzendt, worden bepaald door de matrijs. Ever-Power ontwerpt en produceert op maat gemaakte spuitgietmatrijzen voor rekblaasvormen in één stap Voor Koreaanse en Oost-Aziatische verpakkingsfabrieken die de standaardmatrijzen ontgroeid zijn en behoefte hebben aan dimensionaal nauwkeurige, machinaal passende matrijzen die direct op hun bestaande ISBM-platforms passen zonder adapterplaten, zonder nabewerking van positioneringsbussen en zonder inbedrijfstelling door middel van proefondervinding.
Elk spuitgieten rek blaasvorm De matrijzen die wij verzenden, worden in eigen huis vervaardigd in onze 30.000 vierkante meter grote gereedschapmakerij in Guangdong, op Duitse 5-assige CNC-bewerkingscentra en Sodick precisie-EDM-draadsnijders. We hebben een voorraad staal in zeven standaard matrijsbasiskwaliteiten – S136, H13, 718H, 2316, P20, NAK80 en aluminium 7075 – waardoor we binnen 48 uur na goedkeuring van het ontwerp met de voorbewerking kunnen beginnen. De volledige cyclus van goedgekeurd CAD-ontwerp tot gevalideerde matrijs duurt doorgaans 35 tot 55 werkdagen, afhankelijk van het aantal holtes en de geometrische complexiteit. Dit is ongeveer 40 procent sneller dan de Japanse OEM-equivalent en 60 procent sneller dan Europese matrijzen. Elke afgewerkte matrijs ondergaat een proefgietvalidatie op onze eigen ISBM-machine met de door u gespecificeerde hars voordat deze de fabriek verlaat.

Machinecompatibiliteit is de meest gestelde vraag van Koreaanse kopers. Wij maken matrijzen op maat die direct passen op alle gangbare ISBM-platforms, waaronder de Japanse ASB-12M, ASB-50MB, ASB-70DPH, ASB-70DPW, Nissei ASB, AOKI 250, AOKI 350, evenals Ever-Power's eigen HGY- en BPET-machinefamilies. Wanneer u overstapt van een verouderde Japanse machine naar een nieuw, voor Korea toegankelijk Ever-Power-platform, hoeft u uw investering in bestaande matrijzen niet af te schrijven. Wij controleren de dimensionale compatibiliteit aan de hand van uw bestaande matrijstekeningen en maken, indien nodig, adapterplaten voor de matrijs tegen kostprijs. Voor nieuwbouwprojecten, waarbij u alleen de tekening van de afgewerkte fles aanlevert, voert ons engineeringteam simulaties uit van de rekverhouding, optimalisatie van het voorvormgewicht en cavitatieplanning voordat er ook maar één spaan wordt gesneden.
Het aantal holtes varieert van matrijzen met één holte voor bulkwaterflessen van 5 liter tot matrijzen met 28 holtes voor microdruppelaars in farmaceutische toepassingen, alleen beperkt door de fysieke afmetingen van de matrijsplaat van uw ontvangende machine. Typische Koreaanse cosmetische en farmaceutische toepassingen hebben 4 tot 12 holtes, terwijl grootschalige productie van dranken en huishoudelijke chemicaliën vaak matrijzen met 8 tot 16 holtes gebruikt. De wanddikte blijft binnen 0,05 mm variatie over de verschillende holtesets, de tolerantie van de halsdraad blijft binnen 0,02 mm op kritische afmetingen en de oppervlakteafwerking bereikt SPI A-1 (Ra 0,05) spiegelglans op holtes waar glashelderheid vereist is voor hoogwaardige PETG- en PCTG-cosmetische verpakkingen.
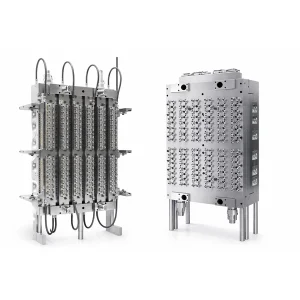
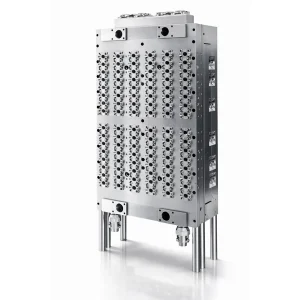
Anatomie van matrijsonderdelen — De vier cruciale assemblages
Een complete ISBM-matrijzenset voor eentrapsbewerking bestaat uit vier afzonderlijke onderdelen, elk vervaardigd uit verschillende staalsoorten voor verschillende mechanische eisen. Inzicht in hoe deze onderdelen samenwerken is de eerste stap bij het selecteren van de juiste matrijs voor uw toepassing.

1. Injectieholte voor voorvormen
Hier wordt gesmolten hars door middel van spuitgieten rond de kernstaaf geperst om de voorvorm te vormen – het reageerbuisvormige tussenproduct dat de uiteindelijke fles zal worden. De matrijs bepaalt het profiel van de voorvorm, de wanddikte en de geometrie van de halsafwerking. Omdat de halsafwerking in dit stadium volledig wordt gevormd en later niet meer wordt bijgeschaafd, is dit het meest kritische onderdeel van de matrijs voor de tolerantie van de schroefdraad en de betrouwbaarheid van de dopsluiting. We bewerken de matrijsvormen van S136 roestvrij staal, vacuümgehard tot HRC 48-52 en gepolijst tot Ra 0,05 op oppervlakken die cruciaal zijn voor de helderheid. Voor zware PET- en rPET-toepassingen met meer dan 3 miljoen injecties per jaar, gebruiken we H13 gereedschapsstaal met een hardheid van HRC 52-54 voor een langere levensduur.
2. Kernstangassemblage (doorn)
De kernstaaf transporteert de hete voorvorm van het injectiestation door de daaropvolgende strekblaasstations en vormt tevens de binnenkant van de voorvorm tijdens het injectieproces. Maatnauwkeurigheid is hier absoluut: elke afwijking in de diameter van de kernstaaf vertaalt zich direct in een variatie in de wanddikte van de fles. Voor de meeste toepassingen produceren we kernstaven van voorgehard 718H gereedschapsstaal (HRC 30-35), en voor intensieve productie met een hoge cyclusdikte gebruiken we Cr12MoV koudbewerkingsstaal met een HRC van 58-60. De interne koelkanalen in elke kernstaaf worden diep geboord met een Mori Seiki BTA-machine om een rechtheid van binnen 0,03 mm over de gehele lengte te garanderen.
3. Blaasvorm
De blaasvorm bepaalt de uiteindelijke externe vorm van de fles: het profiel van de romp, de geometrie van de bodem, het etiketpaneel en de contouren van de handgreep. Deze vorm opent en sluit bij elke cyclus om de afgewerkte fles los te laten, waardoor de precisie van het aansluitvlak bepaalt of er braamvorming optreedt bij de scheidingslijnen. We bewerken blaasvormen van roestvrij staal S136 (voor een lange levensduur) of aluminium 7075-T6 (voor kleine series of snel veranderende cosmetische geometrieën waarbij gewichtsbesparing belangrijk is voor het servogestuurde indexeersysteem van de machine). Conforme koelkanalen omsluiten de complexe flescontouren om warmte 15 tot 20 procent sneller af te voeren dan bij recht geboorde lijnen, waardoor de cyclustijd direct wordt verkort.
4. Hot Runner-spruitstuksysteem
Het hotrunner-systeem verdeelt gesmolten hars van de plastificeerschroef van de machine naar elke holte in een matrijs met meerdere holtes. Bij matrijzen met één holte is dit een eenvoudiger nozzle, maar bij matrijzen met 12 of 24 holtes wordt het verdeelstuk de belangrijkste factor voor de vulbalans en de consistentie van de flessen. We gebruiken een standaard S45C-montagebasis met afmetingen die zijn afgestemd op de machine van de klant. Zo gebruikten we bijvoorbeeld voor een matrijs van 15 ml voor een Koreaanse farmaceutische klant een hotrunner-basis van 430 × 140 × 30 mm met 4 doorlopende montagegaten van Ø14 mm, gedimensioneerd voor directe plaatsing op een ASB-12M-plaat. Het verdeelstuk zelf integreert hotrunner-nozzles van Yudo of Hasco-equivalent met PID-gestuurde verwarming en verchroomde interne stroomkanalen om harsdegradatie in de stilstaande zones van de matrijs te voorkomen.
Matrijzenstaalmaterialen - De juiste kwaliteit kiezen
De keuze van het matrijsstaal is de belangrijkste factor voor de economische haalbaarheid van de productie op lange termijn. Hoogwaardig staal kost 30 tot 50 procent meer in de aanschaf, maar gaat 3 tot 5 keer langer mee in de productie, waardoor de totale eigendomskosten aanzienlijk dalen. We hebben de volgende zeven staalsoorten op voorraad voor bestellingen van Koreaanse klanten. De staalsoort wordt per component gespecificeerd op basis van uw jaarlijkse productievolume en de eigenschappen van de hars.
| Staalkwaliteit | Gelijkwaardige standaard | Hardheid | Het beste voor |
|---|---|---|---|
| S136 | DIN 1.2083 | HRC 48-52 | Transparantie-kritische cosmetische PETG-holtes, spiegelgladde toepassingen |
| H13 | DIN 1.2344 | HRC 52-54 | Zware PET- en rPET-flessen voor drankenproductie met een hoge productiecyclus. |
| 718H | DIN 1.2738H | HRC 30-35 | Kernstaven en voorvormholtes halverwege de levenscyclus, algemeen gebruik |
| 2316 | DIN 1.2316 | HRC 30-34 | Corrosiebestendige toepassingen, PVC en zuurreactieve harsen |
| P20 | DIN 1.2311 | HRC 28-33 | Vormbodems, steunplaten voor platen |
| NAK80 | JIS G4404 | HRC 37-43 | Een alternatief voor S136 wanneer lasbaarheid belangrijk is voor herwerking. |
| Al 7075-T6 | EN AW-7075 | HB 150 | Cosmetische behandeling van kleine gaatjes in de huid, prioriteit bij gewichtsvermindering. |
| S45C | JIS G4051 | HB 190-230 | Montagebases voor hot runners, niet-kritische structurele componenten |
Een goed gespecificeerde matrijzenset combineert doorgaans vier tot vijf staalsoorten voor verschillende componenten: S136 voor de voorvormholte, die cruciaal is voor de helderheid, H13 voor de blaasvormholte bij productie met een lange cyclus, 718H voor de kernstaven, P20 voor de bodemplaten en S45C voor de montagebasis van het hotrunnerkanaal. Ons engineeringteam adviseert de optimale combinatie voor uw specifieke flesontwerp en jaarlijkse productievolume, na bestudering van uw harsspecificaties en beoogde productieplanning.
Machinecompatibiliteitsmatrix
Elk aangepaste ISBM-mal De door ons gebouwde producten worden op maat gemaakt voor een specifieke ontvangstmachine. Hieronder vindt u de compatibiliteitsmatrix voor de meest voorkomende Japanse, Europese en Koreaanse platforms in Oost-Aziatische verpakkingsfabrieken. Staat uw machine er niet bij? Stuur ons dan de tekeningen van de drukplaten, dan controleren we de afstand tussen de trekstangen, de steek van de kernstaven en de aansluiting van de nozzle voordat we een offerte uitbrengen.
| Machineplatform | Oorsprong | Stations | Directe compatibiliteit |
|---|---|---|---|
| ASB-12M | Japan (Nissei ASB) | 4 | Volledig insteekbaar; native platenspelerinterface |
| ASB-50MB | Japan (Nissei ASB) | 3 / 4 | Volledig inbouwbaar; getest voor zowel 3-station als 4-station configuraties. |
| ASB-70DPH | Japan (Nissei ASB) | 4 | Volledig inbouwbaar; zware uitvoering van de ASB-70-serie. |
| ASB-70DPW | Japan (Nissei ASB) | 4 | Volledig insteekbaar; variant met brede opening tot 148 mm hals. |
| AOKI 250 | Japan (AOKI) | 3 | Volledig insteekbaar; bijpassende halsring en kernstangafstand |
| AOKI 350 | Japan (AOKI) | 3 / 4 | Direct te monteren; op maat gemaakte flensadapter beschikbaar indien nodig. |
| Legacy Europese 3/4-stations | Europa (diverse) | 3 / 4 | Adapterplaten worden tegen kostprijs vervaardigd; tekeningen zijn vereist ter verificatie. |
Aantal holtes en typische flesspecificaties
Cavitatie is een gezamenlijke beslissing van de matrijsontwerper, de machinespecificaties en het jaarlijkse productievolume van de klant. De onderstaande tabel geeft een overzicht van de praktische mogelijkheden die we doorgaans bieden, hoewel configuraties buiten deze bereiken mogelijk zijn met gespecialiseerde machineplatformen.
| Aantal gaatjes | Typisch flesvolume | Typische toepassing | Aanbevolen machine |
|---|---|---|---|
| 1 | 2 L – 5 L | Grote waterflessen (in gallons), voedselpotten, chemische containers | BPET-125V4, HGY250-V4 |
| 2 | 1 L – 3 L | Kimchi-potten, bakolie, wasmiddel in bulk | BPET-94V3, HGY200-V4 |
| 4 | 500 ml – 1,5 l | Drankflessen, cosmetische lotion, huishoudelijke chemicaliën | BPET-70V4, HGY150-V4 |
| 6 | 250 ml – 800 ml | K-beauty serum, farmaceutische ampullen, sprayflessen | HGY150-V4, BPET-94V3 |
| 8 | 100 ml – 500 ml | Kleine cosmetische flesjes, oogdruppelflesjes, proefverpakkingen | HGY200-V4, BPET-94V3, HGYS280-V6 |
| 12 | 50 ml – 200 ml | Farmaceutische druppelflesjes, cosmetica in reisformaat | BPET-125V4, HGYS280-V6 |
| 16 | 30 ml – 120 ml | Hotelflessen, injectieampullen, kleine druppelaar | HGY250-V4, HGY650-V4 |
| 24 – 28 | 5 ml – 50 ml | Microfarmaceutische ampullen, oogdruppels voor eenmalig gebruik | HGY650-V4, speciale platforms |
6-stappen workflow voor maatwerkproductie
Vanaf de dag dat uw flesontwerp is goedgekeurd, is het volledige proces voltooid. op maat gemaakte spuitgiet-rekblaasvorm De productiecyclus duurt 35 tot 55 werkdagen, afhankelijk van het aantal holtes en de geometrische complexiteit. De onderstaande workflow van zes stappen wordt voor elk project doorlopen, met gedocumenteerde goedkeuringsmomenten tussen elke fase.
Stap 1 — Ontwerpbeoordeling en haalbaarheidsanalyse (2-5 dagen)
U stuurt ons een 3D STEP-bestand of een fysiek flesmonster, samen met het beoogde jaarlijkse volume, de harsspecificatie en het model van de ontvangstmachine. Ons engineeringteam beoordeelt de geometrie op de haalbaarheid van het rekblaasproces, signaleert eventuele ongebruikelijke ontwerpkenmerken (scherpe hoeken, extreme aspectverhoudingen, dunwandige secties) en adviseert het optimale aantal holtes voor uw beoogde volume. U ontvangt binnen 3 werkdagen een schriftelijk haalbaarheidsrapport met een berekening van het preformgewicht.
Stap 2 — 3D CAD-modellering en stromingssimulatie (3-7 dagen)
Na goedkeuring van de haalbaarheid bouwt ons CAD-team het volledige 3D-matrijsmodel, inclusief de voorvormholte, het profiel van de kernstaaf, de blaasvormholte, het hotrunner-verdeelstuk en de lay-out van de koelkanalen. Matrijsstroom- en rekverhoudingssimulaties identificeren potentiële problemen met de wanddikte voordat er staal wordt gesneden. U ontvangt het 3D-model ter goedkeuring van het ontwerp, meestal met één revisieronde voordat verder wordt gegaan.
Stap 3 — Inkoop en voorbewerking van staal (5-10 dagen)
We hebben S136, H13, 718H, P20, NAK80 en S45C op voorraad in gangbare blokafmetingen, waardoor de voorbewerking binnen 48 uur na CAD-goedkeuring kan beginnen. Bij de voorbewerking wordt 90 procent van het materiaal verwijderd op 5-assige CNC-machines met automatische gereedschapswisselaars, waarna de werkstukken worden doorgevoerd voor het boren van diepgaten voor koelkanalen. Voor de hoogwaardige S136- en H13-kwaliteiten die worden gebruikt voor kritische componenten in de matrijs, volgt vacuümharding om de gewenste hardheid te bereiken.
Stap 4 — Precisie 5-assige CNC-bewerking & EDM (15-20 dagen)
Nabewerking op Duitse DMG Mori 5-assige centers zorgt voor maattoleranties van ±0,01 mm bij kritische hals- en poortgeometrieën. Sodick draadvonkerosie (EDM) verwerkt de fijne details die met frezen niet bereikbaar zijn, zoals uitwerpgaten, ontluchtingssleuven en radiusdetails. Elk CNC-afgewerkt onderdeel wordt vóór de polijstfase door onze Zeiss CMM-meetpost gecontroleerd op maatvoering.
Stap 5 — Polijsten en warmtebehandeling (7-10 dagen)
Scherptekritische oppervlakken op de voorvormholtes en blaasvormen worden handmatig gepolijst met diamantpasta om een optische spiegelglans van SPI A-1 (Ra 0,05) te bereiken. Deze stap kan niet worden geautomatiseerd; het vereist getrainde handpolijsters die, afhankelijk van de complexiteit, 8 tot 20 uur per holte besteden. Niet-kritische oppervlakken krijgen een SPI B-2 of B-3 afwerking. Een laatste warmtebehandeling stabiliseert de maatnauwkeurigheid vóór de assemblage.
Stap 6 — Proefvorming en validatie (3-5 dagen)
Vóór verzending ondergaat elke mal een proefgietvalidatie op onze eigen ISBM-machine met behulp van de door u opgegeven hars en het gewenste voorvormgewicht. De eerste proefflessen worden onderworpen aan een dimensionale CMM-inspectie, wanddiktemeting en beoordeling van de optische helderheid. Het validatierapport – inclusief voorbeeldflessen, meetgegevens en verificatie van de cyclustijd – wordt samen met de mal naar uw fabriek verzonden voor definitieve acceptatie.

Toepassingen per branche
De afgelopen drie jaar hebben de orders van Koreaanse en Oost-Aziatische klanten zich geconcentreerd in vijf branchesegmenten, elk met eigen technische prioriteiten. Hieronder leggen we uit hoe we dit aanpakken. mal voor flessen op maat De specificaties verschillen per sector.
K-Beauty & Premium cosmeticaverpakkingen
Koreaanse cosmeticamerken eisen een kristalheldere oppervlakteafwerking voor serumflessen, crèmepotjes en tonerflacons van PETG en PCTG. Voor deze sector specificeren we S136 roestvrijstalen matrijzen die gepolijst zijn tot Ra 0,05 op alle oppervlakken die cruciaal zijn voor de helderheid, met speciale aandacht voor de precisie van de halsdraad voor compatibiliteit met geautomatiseerde sluitlijnen. Productlanceringen van K-beautyproducten in kleine oplages (20.000 tot 100.000 stuks per campagne) zijn gebruikelijk, daarom optimaliseren we de omsteltijd met snelwisselklemmen op de voorvormmatrijs. Typische configuraties zijn 4 tot 8 matrijzen voor flessen van 30 ml tot 200 ml.

Farmaceutische oogdruppels en siroopflacons
Farmaceutische verpakkingen vereisen absolute maatnauwkeurigheid voor fraudebestendige verzegelingen en kindveilige sluitingen. De tolerantie van de halsdraad wordt binnen 0,02 mm gehouden door middel van Zeiss CMM-verificatie op elke matrijs vóór verzending. Voor GMP-cleanroom-compatibele productie specificeren we corrosiebestendig roestvrij staal 2316 voor alle componenten die in contact komen met reinigingsvloeistoffen. Typische Koreaanse farmaceutische projecten omvatten matrijsen met 8 tot 16 matrijzen voor flacons van 5 ml tot 120 ml, en de matrijs voor een 15 ml 12M 1×6 druppelfles die we onlangs voor een farmaceutische klant in Daejeon hebben gemaakt, is een representatief voorbeeld van deze categorie.

Flessen met dranken en mineraalwater
De grootschalige productie van dranken (meer dan 1 miljoen flessen per jaar per SKU) vereist gereedschap met een lange levensduur en een hoge slijtvastheid. We specificeren hier H13-gereedschapsstaal met een hardheid van HRC 52-54 voor de voorvormmatrijzen en blaasmatrijzen, met diepgeboorde conforme koelkanalen om de cyclustijd te minimaliseren. Voor de verwerking van gerecycled PET (rPET) beschermen verchroomde binnenoppervlakken van het hotrunner-verdeelstuk tegen schurende verontreinigingen. Typische configuraties omvatten 4 tot 8 matrijzen voor flessen met een inhoud van 500 ml tot 2 liter.

Potten met brede opening voor eten en kimchi
Potten voor Koreaanse kimchi, gochujang, honing en sauzen met een halsdiameter tot 148 mm vormen een structureel andere uitdaging voor de matrijs. Het geprojecteerde matrijsoppervlak is 3 tot 5 keer groter dan dat van standaard cosmetische flessen, wat betekent dat de klemkracht tijdens het blazen navenant groter moet zijn. We maken P20-matrijsbodems die dik genoeg zijn om doorbuiging te weerstaan bij een klemkracht van meer dan 300 kN tijdens het blazen, en we specificeren extra grote tussenruimtes met nauwkeurig afgestelde ontluchting om bramen te voorkomen. Typische configuraties zijn 1 tot 2 holtes voor potten tussen 500 ml en 3 liter.

BPA-vrije babyflessen en verpakkingen voor babyverzorgingsproducten
Voor de productie van babyflessen van Tritan, PCTG en PPSU zijn thermisch stabiele hotrunner-systemen nodig, omdat deze harsen binnen een smal temperatuurbereik verwerkt moeten worden (doorgaans 260 tot 340 graden Celsius, afhankelijk van de kwaliteit). Wij specificeren hotrunner-sproeiers van Yudo-equivalent met individuele PID-regeling per matrijs, verchroomde stroompaden om dode zones te elimineren en cilindervoeringen van nikkellegering voor PPSU-toepassingen boven de 310 graden Celsius. Typische configuraties bestaan uit 4 tot 8 matrijsen voor flessen met een inhoud tussen 150 ml en 330 ml.

Kwaliteitscontrole en testen vóór verzending
Elk spuitgieten rek blaasvorm Het product verlaat onze fabriek pas nadat het vier dimensionale en functionele verificatiestappen heeft doorlopen. Het schriftelijke kwaliteitscontroleverslag wordt met de matrijs naar uw fabriek verzonden en alle gegevens worden in ons kwaliteitsmanagementsysteem bewaard voor traceerbaarheid van de garantie.
- CMM-dimensionale verificatie — De Zeiss 3D-coördinatenmeetmachine inspecteert kritische afmetingen (diameter van de halsdraad, wanddikteverdeling, holtediepte, contactvlakken van de scheidingslijn) met een nauwkeurigheid van ±0,01 mm. Elke holte in een matrijs met meerdere holtes wordt afzonderlijk gemeten, niet steekproefsgewijs.
- Druktest voor waterlekkage — De conforme koelkanalen worden gedurende 15 minuten onder een druk van 1,0 MPa gezet, terwijl de geassembleerde mal in een controletank is ondergedompeld. Eventuele luchtbellen duiden op een lek dat verholpen moet worden voordat de volgende stap kan worden uitgevoerd.
- Optische oppervlakte-inspectie — De gepolijste holtes worden onder een stereomicroscoop met 50x vergroting geïnspecteerd op microkrasjes, polijstresten of problemen met de EDM-hersmeltingslaag. De Ra-oppervlakteruwheid wordt op drie plaatsen per holte gecontroleerd met een contactprofilometer.
- Validatie van proefvormen — De complete mal wordt gemonteerd op onze eigen ISBM-machine en er wordt een proefproductie van 500 flessen uitgevoerd met de door de klant gespecificeerde hars. De eerste flessen worden gecontroleerd op wanddikte, tolerantie van de halsschroefdraad, helderheid van het oppervlak en maatvastheid. Pas nadat deze validatie is geslaagd, wordt de mal verzonden.
- Verpakking en roestwerende voorbereiding — Voordat de mallen worden verpakt, krijgen alle gepolijste oppervlakken een langdurige roestwerende oliecoating en wordt de mal omwikkeld met VCI-papier (vluchtige corrosieremmer). Voor de verpakking worden 18 mm dikke multiplexplaten gebruikt op warmtebehandelde pallets met schokdetectoren voor transportbewaking.

Selectiegids — Wat u ons moet toesturen voor een offerte
Een goed onderbouwde aanvraag voor een mal kan binnen 2 tot 3 werkdagen worden geoffreerd. Een onvolledige aanvraag leidt meestal tot aanvullende vragen, waardoor de offertetijd met een week of langer wordt verlengd. Gelieve de volgende informatie te verstrekken voordat u een offerte aanvraagt.
- 3D-bestand van een fles — STEP, IGES of het eigen CAD-formaat. Als je alleen 2D-tekeningen hebt, werkt dat wel, maar het vertraagt de haalbaarheidsstudie.
- Doelgewicht van de afgewerkte fles — gram per fles, plus eventuele gewichtsbesparing ten opzichte van de huidige verpakking.
- Halsafwerking standaard — bijvoorbeeld PCO 1881, 28-400, 24-410 of een aangepaste sluiting. Specificeer de schroefdraadspoed en eventuele vereisten voor een verzegelring.
- Jaarlijks productievolume — stuurt de aanbeveling voor het aantal holtes en de selectie van de staalsoort.
- Harskwaliteit — PET IV-waarde, PETG-kwaliteit, PC- of Tritan-specificatie, naam van de leverancier indien bekend. Vermeld voor rPET het percentage gerecycled materiaal en de herkomst van de vlokken.
- Ontvangstmodel ISBM-machine — Japanse merken zoals ASB, AOKI, Ever-Power of andere. Stuur indien mogelijk tekeningen van de matrijs; als er geen tekeningen beschikbaar zijn, kunnen we de matrijs reconstrueren aan de hand van een foto.
- voorkeur voor het aantal gaatjes — als u er een heeft. Zo niet, dan adviseren wij u er een te kiezen op basis van het jaarlijkse volume en de capaciteit van uw machine.
- Voorkeur voor staalkwaliteit — als u een specifieke voorkeur heeft. Zo niet, dan adviseren wij op basis van het productievolume en het harstype.
- Streefdatum voor levering — zodat we kunnen bevestigen of 35, 45 of 55 werkdagen in uw planning passen.
Waarom kiezen voor Ever-Power voor de productie van ISBM-matrijzen?
Er zijn in China tal van algemene matrijzenmakerijen die een offerte kunnen uitbrengen voor ISBM-matrijzen, en een paar Japanse en Europese specialisten die uitzonderlijke kwaliteit leveren tegen een premium prijs. Ever-Power bevindt zich in een unieke positie: gespecialiseerde ISBM-matrijzen, levertijden die vergelijkbaar zijn met die in Korea en dimensionale precisie die gelijkwaardig is aan die in Japan, tegen ongeveer de helft van de prijs.
- Speciaal ingerichte ISBM-gereedschapswerkplaats — Ons team van matrijsontwerpers werkt uitsluitend aan spuitgietmatrijzen voor rekblaasvormen, niet aan algemene kunststofspuitgietmatrijzen. Deze specialistische focus is terug te zien in de details: conische hoeken van de voorvorm, ontluchtingspatronen van de blaasvorm, geometrie van de hotrunner voor PET, PETG en Tritan.
- Duitse 5-assige CNC-infrastructuur — DMG Mori 5-assige bewerkingscentra, Sodick draadvonkerosiemachine, Zeiss CMM-meetinstrument. De investering in precisieapparatuur maakt een tolerantie van ±0,01 mm mogelijk zonder extra kosten.
- Eigen ISBM-machine voor validatie — Elke matrijs ondergaat een proefgietvalidatie op een echte ISBM-machine vóór verzending. De meeste matrijzenmakers verzenden ongetest gereedschap; wij weigeren dat te doen, omdat de kosten voor het oplossen van problemen na levering tien keer zo hoog zijn als de kosten om ze in onze fabriek te ontdekken.
- Machine- en matrijsverantwoordelijkheid vanuit één bron — Wanneer u zowel de ISBM-machine als het gereedschap bij Ever-Power koopt, is er tijdens de inbedrijfstelling geen sprake van vingerwijzen. Als iets niet past, lossen wij dat op.
- Koreaanstalige projectengineering — Tweetalige projectmanagers begeleiden ontwerpbeoordelingen en technische toelichtingen in het Koreaans. Duidelijke communicatie gedurende de eerste 4 weken van een matrijsproject is de belangrijkste voorspeller van succesvolle afronding van de planning.
- Sinds 2020 meer dan 500 mallen geleverd. — voor Koreaanse, Japanse, Vietnamese, Thaise en Indonesische klanten. Referentiebezoeken zijn op aanvraag beschikbaar voor potentiële Koreaanse klanten.
- Levertijd: 35 tot 55 werkdagen — ongeveer 40 procent sneller dan het Japanse OEM-equivalent bij een vergelijkbaar aantal holtes en complexiteit.

Veelgestelde vragen
Vraag 1: Past uw op maat gemaakte mal direct op mijn bestaande ASB-12M of AOKI 250 machine?
Ja, voor standaard ASB-12M- en AOKI 250-matrijzen. We hebben honderden matrijzen voor deze twee machines gemaakt en beschikken over geverifieerde tekeningen van de matrijzenconfiguratie in onze technische bibliotheek. Voor niet-standaard of door de fabriek aangepaste machines kunt u ons een foto van het matrijsgebied of de originele OEM-tekeningen sturen, waarna wij de compatibiliteit controleren voordat we het staal gaan snijden.
Vraag 2: Wat is de gemiddelde levensduur van een matrijs bij continue productie?
Dat hangt af van de staalsoort en de hars. Matrijsen van H13-gereedschapsstaal voor standaard PET-toepassingen gaan 3 tot 5 miljoen injecties mee voordat ze gereviseerd moeten worden. Matrijsen van S136-roestvrij staal voor cosmetische PETG-toepassingen halen doorgaans 2 tot 3 miljoen injecties. Voor rPET- of abrasieve harstoepassingen verlengen verchroomde binnenoppervlakken dit met ongeveer 40 procent.
Vraag 3: Welke tolerantie hanteert u voor de afmetingen van de halsdraad?
Een tolerantie van ±0,02 mm op de kritische schroefdraaddiameter, gemeten met een Zeiss CMM waarbij elke holte afzonderlijk is gecontroleerd. Dit is de vereiste tolerantie voor compatibiliteit met geautomatiseerde afdichtlijnen in de Koreaanse farmaceutische en voedingsmiddelenindustrie.
Vraag 4: Kunt u mallen maken voor BPA-vrije Tritan- en PCTG-babyflesjes?
Ja. Voor de verwerking van Tritan en PCTG zijn individuele PID-regeling van de hotrunner, verchroomde stroomkanalen om harsstagnatie te voorkomen en een bredere poortgeometrie om wrijvingswarmte te verminderen vereist. We specificeren deze kenmerken standaard voor al onze projecten voor babyverzorgingsproducten. Voor PPSU-toepassingen boven 310 graden Celsius worden cilindervoeringen van nikkellegering gemonteerd.
Vraag 5: Welke informatie heeft u van mij nodig om een mal op maat te maken?
Minimaal: een 3D-bestand van de fles (STEP of IGES), het beoogde jaarlijkse volume, de harssoort, het model van de ontvangende machine en de beoogde leverdatum. We kunnen ook aan de slag met een fysiek flesmonster of 2D-tekeningen als er geen 3D-bestanden beschikbaar zijn, maar de haalbaarheidsstudie voegt dan 3 tot 5 werkdagen toe aan de planning.
Vraag 6: Wat is het kostenverschil ten opzichte van de originele Japanse OEM-mal?
De op maat gemaakte matrijzen van Ever-Power kosten doorgaans 45 tot 55 procent van de prijs van Japanse OEM-fabrikanten met een vergelijkbaar aantal matrijsvormen, staalkwaliteit en oppervlakteafwerking. Het prijsverschil is te danken aan onze verticale integratie (staalvoorraad in eigen beheer) en lagere arbeidskosten, niet aan compromissen op het gebied van materiaal of vakmanschap.
Vraag 7: Biedt u reparatie en revisie van bestaande matrijzen aan?
Ja, voor elk merk ISBM-gereedschap. Typische werkzaamheden omvatten het opnieuw polijsten van de matrijs, het opnieuw bewerken van de scheidingslijn na slijtage, het vervangen van de hotrunner-sproeier, het vervangen van de kernstaaf en het reinigen van de koelkanalen. De doorlooptijd voor revisie bedraagt 15 tot 25 werkdagen. Stuur ons foto's van de beschadigde onderdelen voor een eerste beoordeling.
Vraag 8: Hoe valideert u de mal vóór verzending?
Elke matrijs ondergaat een validatietest met 500 proefgietsels op onze eigen Ever-Power ISBM-machine, waarbij gebruik wordt gemaakt van de door u opgegeven hars en het gewenste gewicht van de voorvorm. De eerste proefflessen worden onderworpen aan een CMM-dimensionale inspectie, wanddiktemeting, controle van de halsdraad en beoordeling van de optische helderheid. Het validatierapport (inclusief 20 proefflessen die naar uw fabriek worden verzonden) wordt samen met de matrijs verzonden voor acceptatiecontrole.
Vraag 9: Wat is uw beleid als de mal na installatie niet naar behoren functioneert?
De standaardgarantie dekt 12 maanden vanaf de eindacceptatietest op locatie bij de klant fabricagefouten en maatafwijkingen. Als de matrijs flessen produceert die niet aan de overeengekomen specificaties voldoen, dekken wij alle herstelkosten, inclusief het opnieuw bewerken en polijsten van onderdelen en de verzendkosten heen en terug. Kosten voor slijtagegerelateerde problemen buiten de garantieperiode worden per geval berekend.
Vraag 10: Kan ik uw gereedschapswinkel bezoeken voordat ik een bestelling plaats?
Ja, en we raden het zeker aan voor nieuwe Koreaanse klanten. Onze vestiging in Guangdong ligt op 3 uur vliegen van Incheon. We regelen een ophaalservice vanaf de luchthaven, een rondleiding door de fabriek (inclusief de matrijzenmakerij, de ISBM-proefspuitruimte en het QC-laboratorium) en referentiebezoeken aan onze nabijgelegen klanten. Deze bezoeken duren doorgaans 2 werkdagen.
Klantenrecensies en feedback uit de praktijk
"We hadden een nieuwe matrijs met 8 holtes nodig voor onze 10 jaar oude ASB-12M, nadat de originele Japanse matrijs uiteindelijk versleten was. De Japanse OEM gaf ons een levertijd van ongeveer 48 werkdagen en een prijs die twee keer zo hoog was als die van Ever-Power. De Ever-Power matrijs arriveerde binnen 41 werkdagen, kon de volgende ochtend op onze machine worden geplaatst en de tolerantie van de halsdraad bleek bij CMM-controle zelfs kleiner dan bij de originele Japanse matrijs. Vier maanden productie en geen enkel probleem."
Park Ji-hoon, Technisch directeur, Seoul Cosmetic Contract Packaging (medio 2025)
"We bestelden een matrijs met 12 caviteiten voor oogdruppelflessen van 15 ml voor onze ASB-12M machine. De meegeleverde hot runner-basis was een S45C-plaat van 430 × 140 × 30 mm met vier montagegaten, precies waar we ze nodig hadden. Ons onderhoudsteam installeerde de matrijs in minder dan 3 uur, de proefproductie verliep in één keer vlekkeloos en sindsdien produceren we 1,8 miljoen flessen per maand. De tolerantie van de halsdraad werd op onze CMM gecontroleerd op 0,015 mm, wat beter is dan de oorspronkelijke OEM-specificatie."
Kim Seo-yeon, Plantmanager, Daejeon Pharmaceutical Packaging (begin 2025)
"We produceren flessen bakolie van 1 liter met een 4-matrijzenconfiguratie op een BPET-94V3. Toen onze oorspronkelijke leverancier een levertijd van 75 dagen voor een nieuwe matrijsset noemde, namen we op aanraden van een andere Koreaanse klant contact op met Ever-Power. De matrijs arriveerde binnen 38 werkdagen en de helderheid en wanddikte waren gelijk aan of zelfs beter dan die van het origineel. De cyclustijd daalde zelfs met 0,4 seconden ten opzichte van onze oude matrijs, omdat de conforme koelkanalen de warmte sneller afvoeren. Bij massaproductie komt die 0,4 seconde neer op ongeveer 190.000 extra flessen per jaar."
Jung Hyun-woo, Fabriekseigenaar, Jeonju Cooking Oil Bottling (medio 2025)
"Onze K-beautyklant vroeg om een serumflesje van 50 ml van PETG met een specifieke, rechthoekige doorsnede met scherpe hoeken. Twee Chinese matrijzenmakers verwierpen de geometrie omdat deze onmogelijk gelijkmatig te blazen was. Het engineeringteam van Ever-Power voerde een simulatie van de rekverhouding uit, signaleerde welke hoeken dunner zouden worden en herontwierp de taps toelopende vorm van de voorvorm om dit te compenseren. De uiteindelijke flesjes doorstaan de valtest van 1,5 meter in 5 van de 5 pogingen. Alleen al het ontwerpwerk was de prijs waard."
Lee Min-ji, R&D-ingenieur, Seongnam Cosmetic Packaging (begin 2025)
"Voor onze matrijs voor kimchipotten met een brede opening van 148 mm hadden we een extra stevige matrijsbasis nodig, omdat de klemkracht bij die halsdiameter aanzienlijk is. Ever-Power schreef 90 mm dikke P20-achterplaten en versterkte hoekbouten voor, die zwaarder zijn dan onze vorige, in Korea gemaakte matrijs. We hebben deze op onze BPET-125V4-machine geïnstalleerd en de productie verliep vanaf de eerste dag zonder bramen. De cyclustijd bedroeg 19 seconden met een matrijs met twee holtes, precies conform de specificaties."
Kim Jae-woo, Operations Manager, Gwangju Food Packaging (eind 2024)
"We produceren Tritan babyflesjes van 240 ml met een matrijs met 6 holtes. De matrijs werd geleverd met individuele PID-regeling voor de hotrunner per holte, wat vereist is voor het Tritan-proces. De thermische stabiliteit over alle 6 holtes bleef binnen 1,2 graden Celsius gedurende onze 12 uur durende kwalificatierun, en de specificaties van onze klant voor optische helderheid werden in elke holte gehaald. Zes maanden dagelijkse productie, geen vergeling, geen kwaliteitsafwijkingen. Elke cent waard."
Yoon Min-ji, Productiedirecteur, Ulsan Baby Care Plastics (medio 2025)
"Onze AOKI 250 is al 8 jaar een betrouwbare machine, maar de oorspronkelijke matrijzenvoorraad bestond uit 12 verschillende SKU's en de vervangingskosten slokten een groot deel van ons onderhoudsbudget op. Ever-Power heeft onze drie meestgebruikte matrijzen gereviseerd voor ongeveer 52 procent van de prijs die AOKI had opgegeven. De dimensionale precisie is bij CMM-controle niet te onderscheiden van de originele matrijzen en de levertijd was 42 werkdagen, in plaats van de 90 dagen die AOKI had aangegeven. We zullen de resterende 9 matrijzen de komende 18 maanden ook door Ever-Power laten reviseren."
Choi Yu-jin, QC Manager, Ansan Cosmetic Contract Fillers (begin 2025)
Gerelateerde producten en bijpassende onderdelen
A aangepaste ISBM-mal Het apparaat bereikt zijn nominale prestaties alleen wanneer het is geïnstalleerd op een machine met de juiste afmetingen en bijpassende hulpapparatuur. De onderstaande componenten specificeren we doorgaans bij elke gereedschapsbestelling en zijn verkrijgbaar via Ever-Power of ons netwerk van geverifieerde partners.
- Op elkaar afgestemde ISBM-machineplatforms — Het complete Ever-Power machineassortiment bestrijkt de productie van pilot- en R&D-projecten tot de productie van grote hoeveelheden water in jumbo-gallons. 4-stations ISBM-machine De familie verzorgt het grootste deel van de Koreaanse cosmetische en farmaceutische toepassingen, terwijl de 3-stations ISBM-machine Deze productielijn is geschikt voor grootschalige, kortcyclische productie van dranken en huishoudelijke chemicaliën.
- Olievrije schroefluchtcompressor De afmetingen zijn afgestemd op de benodigde blaaslucht voor uw matrijs, doorgaans 3,5 MPa bij 2 tot 5 kubieke meter per minuut, afhankelijk van de flesgrootte en het aantal holtes. Klasse 0 olievrije certificering is verplicht voor toepassingen met voedselcontact en farmaceutische producten. Bijpassende units zijn verkrijgbaar via onze webshop. olievrije compressorpartner.
- Koelmachine en koeltorencombinatie Het systeem levert gekoeld water van 12 graden Celsius aan de conforme koelkanalen van de matrijs, met de gespecificeerde druk en debiet. Een correct gedimensioneerde koeling maakt vaak het verschil tussen een matrijs die de nominale cyclustijd haalt of een matrijs die 10 tot 15 procent langzamer draait in de praktijk.
- Temperatuurregelaars voor mallen — één unit voor de voorvormmatrijs (typische insteltemperatuur 15 tot 25 graden Celsius voor PET) en één voor de blaasvorm (10 tot 18 graden Celsius voor PET, tot 95 graden Celsius voor PC). Units met twee zones verwerken dikwandig PCTG en PPSU zonder plaatselijke oververhitting.
- Precisie-transmissiecomponenten — voor de indexeeraandrijving en het klemmingsmechanisme van de draaitafel van de machine. Geharde assen van gelegeerd staal en zware lagers zijn verkrijgbaar via onze precisie aandrijfas partner voor locaties die snel lokaal aangevuld moeten worden.
- Droogmiddelharsdroger Met geïntegreerde dauwpuntbewaking. Cruciaal voor de verwerking van PET, PC en PPSU, waarbij zelfs een vochtoverschot van 0,05 procent leidt tot door hydrolyse veroorzaakte zilverstrepen in de afgewerkte fles.
- Robotgestuurde transportband en visuele inspectie — voor hoogwaardige farmaceutische en cosmetische productieseries waarbij een foutloze levering aan de verpakking wordt verwacht. Vision-systemen markeren alle flessen die buiten de tolerantie vallen voordat ze de verpakkingsfase bereiken.

Bent u klaar om uw volgende ISBM-mal op maat te specificeren?
Stuur ons uw 3D-bestand van de fles, het beoogde jaarlijkse volume, de harskwaliteit en het model van de ontvangende machine. Ons engineeringteam stuurt u binnen 3 werkdagen een volledig haalbaarheidsrapport en een transparante offerte, inclusief een aanbeveling voor de staalkwaliteit, optimalisatie van het aantal matrijsvormen, een schatting van de cyclustijd en een bevestigde levertijd van 35 tot 55 werkdagen.
Neem contact op met ons Koreaanse engineeringteam. voor een op maat gemaakt gereedschapsvoorstel.
Aanvullende informatie
| Editor | Cxm |
|---|