カスタムワンステップ射出延伸ブロー成形金型(ISBM)

Ever-Powerは、ASB-12M、ASB-70DPH、AOKI 250、および韓国市場向けEver-Power 3/4/6ステーションプラットフォームを含むISBMマシン用のカスタムワンステップ射出延伸ブロー成形金型を設計・製造しています。S136、H13、718H、P20の金型鋼材を使用し、ドイツ製の5軸CNC加工機で社内製造される各金型は、キャビティ数1~28、ボトル容量5ml~5Lに対応し、標準納期は35~55営業日です。すべての金型は、社内ISBMマシンでの試作成形検証後、初回品検査レポートを添えて出荷されます。
製品概要
平凡なボトル生産ラインと優れたボトル生産ラインの違いは、ほぼ常に金型にあります。機械は型締め力、熱、空気圧を提供しますが、出荷されるすべてのボトルの形状、透明度、肉厚、ネックねじの精度は金型によって決まります。Ever-Powerは、 カスタムワンステップ射出延伸ブロー成形金型 韓国や東アジアの包装工場は、既製の金型では対応しきれなくなり、寸法精度が高く、機械に適合した金型を必要としています。これらの金型は、アダプタープレートや位置決めブッシュの再加工、試行錯誤による試運転なしに、既存のISBMプラットフォームに直接取り付けることができます。
毎 射出延伸ブロー成形 出荷する金型は、広東省にある30,000平方メートルの自社工場で、ドイツ製の5軸CNCマシニングセンターとソディック社製の精密EDMワイヤカッターを使用して製造されています。当社は、S136、H13、718H、2316、P20、NAK80、アルミニウム7075の7種類の標準金型ベース鋼材を在庫しており、設計承認後48時間以内に事前加工を開始できます。承認されたCADから検証済みの金型までの全サイクルは、キャビティ数と形状の複雑さによって異なりますが、通常35~55営業日かかります。これは、日本のOEMと同等の製品よりも約40%、ヨーロッパの金型よりも約60%高速です。完成した金型はすべて、工場出荷前に、お客様指定の樹脂を使用して、自社のISBMマシンで試作成形検証を受けます。

韓国のバイヤーが最もよく尋ねる質問は、機械の互換性です。当社では、日本のASB-12M、ASB-50MB、ASB-70DPH、ASB-70DPW、日精ASB、AOKI 250、AOKI 350、そしてEver-Power独自のHGYおよびBPETマシンファミリーを含む、一般的なISBMプラットフォームすべてに直接取り付けられるカスタム金型を製作しています。老朽化した日本のマシンから、韓国で利用可能な新しいEver-Powerプラットフォームにアップグレードする場合、既存の金型への投資を無駄にする必要はありません。当社は、お客様の既存の金型図面から寸法の互換性を確認し、必要に応じてプラテンアダプタプレートを原価で製作します。完成ボトルの図面のみをお持ち込みいただく新規プロジェクトの場合、当社のエンジニアリングチームは、鋼材を切断する前に、延伸比シミュレーション、プリフォーム重量の最適化、キャビテーション計画を実行します。
キャビティ数は、シングルキャビティの5リットルバルクウォーターガロンモールドから、医薬品用途向けの28キャビティのマイクロドロッパー金型まで幅広く対応可能で、受け入れ機の物理的なプラテン寸法によってのみ制限されます。韓国の一般的な化粧品および医薬品用途では4~12キャビティの範囲ですが、大量生産の飲料および家庭用化学製品工場では8~16キャビティの金型がよく使用されます。肉厚はキャビティセット全体で0.05 mm以内のばらつきに収まり、ネックねじ公差は重要な寸法で0.02 mm以内に収まり、表面仕上げは、高級PETGおよびPCTG化粧品パッケージでガラスのような透明度が求められるキャビティでSPI A-1(Ra 0.05)の鏡面研磨に達します。
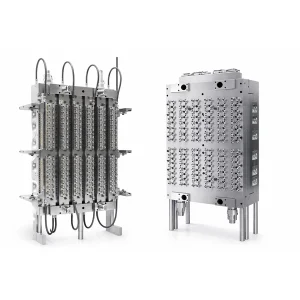
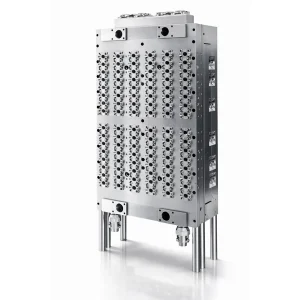
金型部品の構造 ― 4つの重要なアセンブリ
完全なワンステップISBM金型セットは、それぞれ異なる機械的要件に対応するため、異なる鋼種から機械加工された4つの異なるアセンブリで構成されています。これらのアセンブリがどのように連携して機能するかを理解することが、用途に最適な金型を選定するための第一歩となります。

1. プリフォーム射出成形キャビティ
ここでは、溶融樹脂がコアロッドの周囲に射出成形され、プリフォーム(最終的なボトルとなる試験管状の中間体)が形成されます。キャビティは、プリフォームの本体形状、肉厚、およびネック仕上げ形状を決定します。ネック仕上げはこの段階で完全に形成され、後から再成形されることはないため、ねじ公差とキャッピングの信頼性にとって最も重要な金型部品となります。プリフォームキャビティは、S136ステンレス鋼を真空焼入れしてHRC 48~52に加工し、透明度が重要な表面をRa 0.05に研磨して製造しています。年間300万ショットを超える高負荷のPETおよびrPET用途では、耐摩耗寿命を延ばすために、HRC 52~54のH13工具鋼にアップグレードしています。
2. コアロッドアセンブリ(マンドレル)
コアロッドは、射出成形ステーションから次の延伸ブロー成形ステーションまで高温のプリフォームを搬送するだけでなく、射出成形時にプリフォームの内部を形成する役割も担っています。ここでの寸法精度は絶対的なものであり、コアロッドの直径のわずかなずれもボトル壁厚のばらつきに直結します。当社では、ほとんどの用途において718Hプレ硬化工具鋼(HRC 30~35)をコアロッドに使用し、高サイクル生産においてはHRC 58~60のCr12MoV冷間加工鋼を使用しています。各コアロッド内部の冷却チャネルは、森精機BTAマシンで深穴加工されており、全長にわたって0.03mm以内の真直度を維持しています。
3. ブロー成形金型
ブロー成形キャビティは、ボトル本体の形状、底部の形状、ラベルパネル、グリップの輪郭など、最終的なボトルの外形を決定します。完成したボトルを排出するために、各サイクルで開閉するため、接合面の精度によって、パーティングラインにバリが発生するかどうかが決まります。ブロー成形キャビティは、S136ステンレス鋼(長寿命生産用)またはアルミニウム7075-T6(機械のサーボインデックスシステムで軽量化が重要な、少量生産または外観形状が急速に変化する場合)から機械加工されます。コンフォーマル冷却チャネルは、複雑なボトルの輪郭に沿って回り込み、直線ドリルラインよりも15~20%速く熱を放出し、サイクルタイムを直接短縮します。
4. ホットランナーマニホールドシステム
ホットランナーシステムは、機械の可塑化スクリューから溶融樹脂を多キャビティ金型の各キャビティに分配します。単一キャビティ金型ではノズルはよりシンプルですが、12キャビティまたは24キャビティ金型では、マニホールドが充填バランスとボトル間の一貫性を決定する最大の要因となります。当社では、お客様の機械に合わせて寸法を調整した標準のS45Cマウントベースを使用しています。たとえば、最近韓国の製薬会社向けに製作した15mlドロッパーボトル金型では、430×140×30mmのホットランナーベースを使用し、直径14mmの貫通穴が4つあり、ASB-12Mプラテンに直接ドロップインできるように寸法が決められています。マニホールド自体には、PID制御加熱とクロムメッキされた内部流路を備えたYudoまたはHasco相当のホットランナーノズルが組み込まれており、金型のアイドルゾーンでの樹脂の劣化を防ぎます。
金型用鋼材 ― 適切なグレードの選び方
金型鋼材の選定は、長期的な生産経済性において最も重要な要素です。プレミアム鋼は初期費用が30~50%高くなりますが、生産寿命が3~5倍長くなるため、総所有コストを大幅に削減できます。当社では、韓国のお客様からのご注文に対応するため、以下の7種類の鋼材を在庫しており、お客様の年間生産量と樹脂特性に基づいて、部品ごとに鋼材グレードを指定いたします。
| 鋼材グレード | 同等の基準 | 硬度 | 最適な用途 |
|---|---|---|---|
| S136 | DIN 1.2083 | HRC 48-52 | 透明度が重要な化粧用PETGキャビティ、鏡面研磨アプリケーション |
| H13 | DIN 1.2344 | HRC 52-54 | 高耐久性PETおよびrPET、高サイクル飲料生産 |
| 718H | DIN 1.2738H | HRC 30-35 | コアロッドおよび中間寿命プリフォームキャビティ、汎用 |
| 2316 | DIN 1.2316 | HRC 30-34 | 耐腐食性用途、PVCおよび酸反応性樹脂 |
| P20 | DIN 1.2311 | HRC 28-33 | 金型ベース、プラテン裏板 |
| NAK80 | JIS G4404 | HRC 37-43 | 再加工において溶接性が重要な場合のS136の代替品 |
| Al 7075-T6 | EN AW-7075 | HB 150 | 短期的な美容整形、減量優先 |
| S45C | JIS G4051 | HB 190-230 | ホットランナー取り付けベース、非重要構造部品 |
適切に設計された金型セットは、通常、異なる部品に4~5種類の鋼種を組み合わせて使用します。例えば、透明度が重要なプリフォームキャビティにはS136、長寿命生産におけるブローキャビティにはH13、コアロッドには718H、ベースプレートにはP20、ホットランナー取り付けベースにはS45Cなどです。当社のエンジニアリングチームは、お客様の樹脂仕様と目標生産スケジュールを検討した上で、お客様のボトル図面と年間生産量に最適な組み合わせをご提案いたします。
マシン互換性マトリックス
毎 カスタムISBM金型 当社が製造する製品は、特定の受入機に合わせて寸法が設計されています。以下は、東アジアの包装工場で最も一般的に使用されている日本、ヨーロッパ、韓国のプラットフォームを網羅した互換性マトリックスです。お使いの機械がリストにない場合は、プラテンの図面をお送りください。お見積もり前に、タイバー間隔、コアロッドピッチ、ノズルインターフェースを確認いたします。
| 機械プラットフォーム | 起源 | 駅 | ドロップイン互換性 |
|---|---|---|---|
| ASB-12M | 日本(日精エーエスビー) | 4 | 完全ドロップイン式、ネイティブプラテンインターフェース |
| ASB-50MB | 日本(日精エーエスビー) | 3 / 4 | 完全ドロップイン式。3ステーション構成と4ステーション構成の両方で動作確認済み。 |
| ASB-70DPH | 日本(日精エーエスビー) | 4 | 完全ドロップイン式。ASB-70シリーズのヘビーデューティーバージョン。 |
| ASB-70DPW | 日本(日精エーエスビー) | 4 | 完全ドロップイン式。最大ネック径148mmのワイドマウスタイプ。 |
| 青木250 | 日本(青木) | 3 | 完全ドロップイン式。ネックリングとコアロッドのピッチが一致。 |
| 青木350 | 日本(青木) | 3 / 4 | 完全埋め込み式。必要に応じてカスタムフランジアダプターもご用意できます。 |
| レガシーヨーロピアン3/4ステーション | ヨーロッパ(各地) | 3 / 4 | アダプタープレートは原価で製作。確認のため図面が必要。 |
キャビティ数範囲と標準的なボトル仕様
キャビテーションは、金型設計者、機械仕様、および顧客の年間生産量との共同決定事項です。以下の表は、当社が通常提供する実用的な範囲をまとめたものですが、特殊な機械プラットフォームを使用すれば、これらの範囲外のカスタム構成も可能です。
| 虫歯の数 | 標準的なボトル容量 | 代表的な用途 | 推奨機種 |
|---|---|---|---|
| 1 | 2リットル~5リットル | 大量の水用容器、食品用瓶、化学薬品容器 | BPET-125V4、HGY250-V4 |
| 2 | 1リットル~3リットル | キムチの瓶、食用油、大容量洗剤 | BPET-94V3、HGY200-V4 |
| 4 | 500ml~1.5L | 飲料ボトル、化粧用ローション、家庭用化学薬品 | BPET-70V4、HGY150-V4 |
| 6 | 250ml~800ml | Kビューティー美容液、医薬品用バイアル、スプレーボトル | HGY150-V4、BPET-94V3 |
| 8 | 100ml~500ml | 小型化粧品ボトル、点眼薬用バイアル、サンプルボトル | HGY200-V4、BPET-94V3、HGYS280-V6 |
| 12 | 50ml~200ml | 医薬品用スポイトボトル、旅行用サイズの化粧品 | BPET-125V4、HGYS280-V6 |
| 16 | 30ml~120ml | ホテルアメニティボトル、注射用アンプル、小型スポイト | HGY250-V4、HGY650-V4 |
| 24~28 | 5ml~50ml | マイクロ医薬品バイアル、単回投与点眼薬 | HGY650-V4、特殊プラットフォーム |
6段階のカスタム製造ワークフロー
ボトルデザインが承認された日から、 カスタム射出成形延伸ブロー成形金型 製造サイクルは、キャビティ数と形状の複雑さによって35~55営業日かかります。下記の6段階のワークフローは、すべてのプロジェクトで共通して行われるもので、各段階の間には承認チェックポイントが文書化されています。
ステップ1 — 設計レビューと実現可能性分析(2~5日間)
3D STEPファイルまたは実物のボトルサンプル、目標年間生産量、樹脂仕様、および受入機モデルをお送りください。当社のエンジニアリングチームが、延伸ブロー成形の実現可能性について形状を精査し、異常な設計上の特徴(鋭角、極端なアスペクト比、薄肉部など)を指摘し、目標生産量に最適なキャビティ数を推奨します。プリフォーム重量計算を含む実現可能性レポートは、3営業日以内にお返しいたします。
ステップ2 — 3D CADモデリングと流体シミュレーション(3~7日間)
実現可能性の承認後、当社のCADチームは、プリフォームキャビティ、コアロッドプロファイル、ブローキャビティ、ホットランナーマニホールド、冷却チャネルレイアウトを含む完全な3D金型モデルを作成します。モールドフローとストレッチ比シミュレーションにより、鋼材を切断する前に潜在的な肉厚の問題を特定します。お客様には設計承認のための3Dモデルが提供され、通常は1回の修正を経てから作業に進みます。
ステップ3 — 鋼材の調達と事前加工(5~10日間)
当社では、S136、H13、718H、P20、NAK80、S45Cの各グレードを一般的なブロックサイズで在庫しており、CAD承認後48時間以内に前加工を開始できます。粗加工では、自動工具交換装置を備えた5軸CNC加工機で材料の90%を除去し、その後、冷却チャネル用の深穴加工を行います。重要なキャビティ部品に使用される高級グレードのS136およびH13については、目標硬度に達するまで真空焼入れを行います。
ステップ4 — 精密5軸CNC加工および放電加工(15~20日間)
ドイツDMG森精機製の5軸加工機による仕上げ加工により、重要なネック部やゲート部の形状において±0.01mm以内の寸法精度を実現しています。ソディック社製のワイヤ放電加工機は、フライス加工では対応できないエジェクタ穴、ベントスロット、R加工などの微細な形状に対応します。CNC加工されたすべての部品は、研磨工程に進む前に、ツァイス社製のCMM測定ステーションで寸法検証を受けます。
ステップ5 — 研磨と熱処理(7~10日間)
プリフォームキャビティおよびブロー成形キャビティの透明度が重要な表面は、SPI A-1(Ra 0.05)の光学鏡面仕上げに達するまで、手作業でダイヤモンドペースト研磨されます。この工程は自動化できないため、熟練した職人がキャビティの複雑さにもよりますが、1つのキャビティあたり8~20時間をかけて手作業で研磨します。透明度が重要でない表面は、SPI B-2またはB-3仕上げとなります。最終熱処理により、組み立て前に寸法精度が安定します。
ステップ6 — 試作成形と検証(3~5日間)
出荷前に、すべての金型は、お客様指定の樹脂と目標プリフォーム重量を用いて、社内ISBMマシンで試作成形による検証を行います。初回生産ボトルは、寸法CMM検査、肉厚プロファイリング、および光学的透明度評価を受けます。サンプルボトル、測定データ、サイクルタイム検証を含む検証レポートは、金型とともにお客様の工場へ出荷され、最終承認が行われます。

業界別の用途
過去3年間、韓国および東アジアの顧客からの注文は、それぞれ明確な技術的優先事項を持つ5つの業界分野に集約されました。以下は、当社がどのようにアプローチしているかです。 カスタムボトル型 各セクターごとに仕様を異なって定める。
Kビューティー&プレミアムコスメパッケージ
韓国の化粧品ブランドは、PETGおよびPCTG製の美容液ボトル、クリームジャー、化粧水ボトルにガラスのような透明度の高い表面仕上げを求めています。この分野向けに、当社は透明度が重要なすべての表面にRa 0.05まで研磨されたS136ステンレス製キャビティを指定し、自動キャッピングラインとの互換性を確保するためにネックネジの精度に特に注意を払っています。Kビューティー製品の発売は、キャンペーンごとに2万個から10万個という少量生産が一般的であるため、プリフォーム金型にクイックリリースクランプを採用することで、切り替えの容易性を最適化しています。一般的な構成は、30mlから200mlのボトルに4~8個のキャビティです。

医薬品用点眼薬およびシロップのバイアル
医薬品包装では、改ざん防止シールとチャイルドプルーフクロージャーのために、絶対的な寸法精度が求められます。ネックねじの公差は、出荷前にすべてのキャビティに対してツァイスCMM検証を使用して0.02 mm以内に維持されます。GMPクリーンルーム対応の製造では、洗浄液に接触するすべての部品に2316耐腐食性ステンレス鋼を指定しています。韓国の一般的な製薬プロジェクトでは、5 mlから120 mlのバイアルに8~16個のキャビティが使用され、最近大田の製薬クライアント向けに製作した15 ml 12M 1×6ドロッパーボトル金型は、このカテゴリーの代表的な例です。

飲料水・ミネラルウォーターボトル
大量生産の飲料(SKUごとに年間100万本以上)では、耐摩耗性に優れた長寿命の金型が求められます。本製品では、プリフォームキャビティとブローキャビティにHRC 52~54のH13工具鋼を使用し、サイクルタイムを最小限に抑えるため、深穴加工を施したコンフォーマル冷却チャネルを採用しています。再生PET(rPET)加工の場合、ホットランナーマニホールドの内面はクロムメッキ処理されており、研磨性汚染物質から保護します。一般的な構成は、500ml~2Lのボトルに4~8個のキャビティを設けるものです。

広口食品保存瓶&キムチ容器
韓国のキムチ、コチュジャン、蜂蜜、ソースなどの瓶は、首径が最大148mmにもなるため、金型製作において構造的に異なる課題が生じます。投影される金型面積は、標準的な化粧品ボトルの3~5倍にもなるため、ブロー型締め力もそれに応じて大きくする必要があります。当社では、300kN以上のブロー型締め力によるたわみに耐えられるよう、P20金型ベースを十分な厚みで製作し、バリの発生を防ぐために、パーティングラインの隙間を大きめに設計し、通気孔を微調整しています。一般的な構成としては、500mlから3Lまでの瓶に1~2個のキャビティを設けています。

BPAフリーの哺乳瓶と乳幼児ケア用品のパッケージ
Tritan、PCTG、PPSU製の哺乳瓶製造では、これらの樹脂は狭い温度範囲(グレードによって通常260~340℃)で加工されるため、熱安定性に優れたホットランナーシステムが求められます。当社では、キャビティごとに個別のPID制御を備えたYudo社製と同等のホットランナーノズル、デッドゾーンを排除するためのクロムメッキ流路、そして310℃を超えるPPSU用途向けにニッケル合金製バレルライナーを採用しています。一般的な構成は、150ml~330mlの哺乳瓶に4~8キャビティです。

品質管理および出荷前検査
毎 射出延伸ブロー成形 製品は、4段階の寸法および機能検証を経て初めて当社の工場から出荷されます。品質管理報告書は金型とともに貴社工場へ送付され、すべてのデータは保証追跡のために当社の品質管理システム(QMS)に保管されます。
- CMM寸法検証 ツァイスの3D座標測定機は、重要な寸法(ネックねじ径、肉厚分布、キャビティ深さ、パーティングライン接合面)を±0.01mmの精度で検査します。多キャビティ金型の場合、各キャビティはサンプリングではなく個別に測定されます。
- 水漏れ圧力テスト ・組み立て済みの金型を試験槽に浸漬し、コンフォーマル冷却チャネルを1.0MPaの圧力で15分間加圧する。気泡が発生した場合は漏れが発生していることを示しており、次の工程に進む前に修正する必要がある。
- 光学表面検査 研磨されたキャビティは、50倍の実体顕微鏡で微細な傷、研磨残渣、放電加工による再鋳造層などの問題がないか検査されます。表面粗さ(Ra値)は、接触式プローブ表面粗さ計を用いて、キャビティごとに3箇所で測定されます。
- 試作成形検証 完成した金型は、当社社内のISBMマシンに装着され、お客様指定の樹脂を用いて500本のボトル試作が行われます。初回生産品のボトルは、肉厚、ネックねじの公差、表面の透明度、寸法安定性について検査されます。この検証に合格した後でのみ、金型は出荷されます。
- 包装および防錆処理 梱包前に、研磨されたすべての表面に長期防錆油コーティングが施され、金型はVCI(揮発性防錆剤)紙で包まれます。梱包には、輸送中の衝撃を監視するための衝撃センサーを備えた熱処理済みパレットに、18mm厚の合板が使用されます。

選定ガイド - 見積もり依頼に必要な書類
詳細な範囲を網羅したカビに関するお問い合わせであれば、2~3営業日でお見積もりいたします。内容が不完全なお問い合わせの場合は、通常、確認のための質問が返送され、お見積もり期間が1週間以上延長されます。お見積もりをご依頼いただく前に、以下の情報をご提供ください。
- ボトル3Dファイル STEP、IGES、またはネイティブCADフォーマットに対応しています。2D図面のみでも作業は可能ですが、実現可能性の検討に時間がかかります。
- 完成品ボトルの目標重量 ―ボトル1本あたりのグラム数、および現行パッケージとの比較における軽量化目標。
- ネック仕上げは標準仕様です。 例えば、PCO 1881、28-400、24-410、またはカスタムの留め具スタイルなど。ねじピッチと、改ざん防止リングの要件を指定してください。
- 年間生産量 — 空洞数の推奨値と鋼材グレードの選定を決定する。
- 樹脂グレード PET IV値、PETGグレード、PCまたはTritanの仕様、供給業者名(判明している場合)。rPETの場合は、再生材含有率とフレークの供給元を記載してください。
- ISBM受入機モデル 日本のASB、AOKI、Ever-Power、またはその他のメーカーの金型をご使用ください。プラテンの図面があればお送りください。図面がない場合は、金型部分の写真からリバースエンジニアリングで対応いたします。
- 虫歯数の好み (もしお持ちであれば)。お持ちでない場合は、年間生産量と機械の性能に基づいて推奨機種をご提案します。
- 鋼材グレードの選択 ―もし特定の希望があればお申し付けください。特に希望がない場合は、生産量と樹脂の種類に基づいて推奨品をご提案いたします。
- 配達予定日 ―そうすることで、35営業日、45営業日、または55営業日がお客様のご都合に合うかどうかを確認できます。
ISBM金型製造にEver-Powerを選ぶ理由
中国にはISBM金型製作の見積もりを出してくれる一般的な金型メーカーが数多くあり、日本やヨーロッパには高価格ながら卓越した品質を提供する専門メーカーも少数ながら存在します。Ever-Powerは、ISBM金型製作に特化した豊富な経験、韓国ならではの迅速な納期、そして日本と同等の寸法精度を、ほぼ半額のコストで実現するという、独自の強みを持っています。
- ISBM専用工具店 当社の金型エンジニアリングチームは、射出延伸ブロー成形金型のみを専門としており、一般的なプラスチック射出成形金型は扱っていません。この専門性は、プリフォームのテーパー角度、ブローキャビティの通気パターン、PET、PETG、Tritanそれぞれに対応したホットランナーゲート形状など、細部にまで反映されています。
- ドイツ製の5軸CNCインフラストラクチャ DMG森精機製5軸マシニングセンタ、ソディック製ワイヤ放電加工機、ツァイス製三次元測定機。精密機器への設備投資こそが、割増料金なしで±0.01mmの公差を実現可能にするのです。
- 検証用の社内ISBMマシン すべての金型は、出荷前に実際のISBMマシンで試作成形による検証を行います。ほとんどの金型メーカーはテストされていない金型を出荷しますが、当社ではそのようなことはしません。なぜなら、納品後に問題を修正するコストは、工場で問題を発見するコストの10倍にもなるからです。
- 機械加工と金型製造におけるワンストップの責任体制 ISBMマシンと工具の両方をEver-Powerからご購入いただいた場合、試運転時に責任のなすりつけ合いは一切ありません。もし何か不具合が生じた場合は、弊社が責任を持って解決いたします。
- 韓国語によるプロジェクトエンジニアリング バイリンガルのプロジェクトマネージャーが、韓国語で設計レビューや技術的な説明を行います。金型プロジェクトの最初の4週間におけるコミュニケーションの明確さは、スケジュールの成功を予測する上で最も重要な要素です。
- 2020年以降、500個以上の金型を納品しました。 韓国、日本、ベトナム、タイ、インドネシアのお客様向け。韓国のお客様には、ご要望に応じて参考資料の訪問も承ります。
- リードタイム:35~55営業日 ―同等のキャビティ数と複雑さを持つ日本のOEM製品と比較して、約40%高速です。

よくある質問
Q1:御社の特注金型は、私が現在使用しているASB-12MまたはAOKI 250マシンに直接取り付けることができますか?
はい、標準的なASB-12MおよびAOKI 250のプラテンレイアウトであれば対応可能です。弊社ではこれら2機種用に数百個の金型を製作しており、検証済みのプラテンパターン図面を技術ライブラリに保管しています。非標準機種や工場改造機の場合は、金型部分の写真またはオリジナルのOEM図面をお送りいただければ、鋼材加工前に互換性を確認いたします。
Q2:連続生産における金型の一般的な寿命はどのくらいですか?
鋼種と樹脂の種類によって異なります。標準的なPET用途では、H13工具鋼製のキャビティは、再仕上げまでに300万~500万ショットの射出が可能です。PETG化粧品用途では、S136ステンレス鋼製のキャビティは通常200万~300万ショットの射出が可能です。rPETや研磨樹脂用途では、クロムメッキされた内面により、この射出回数は約40%増加します。
Q3:ネックねじの寸法に関して、どの程度の許容誤差を設けていますか?
重要なネックねじ径について±0.02mmの許容誤差。これは、ツァイス社製三次元測定機(CMM)を用いて測定し、各キャビティを個別に検証したものです。この許容誤差は、韓国の医薬品および食品製造における自動キャッピングラインの互換性に必要とされるものです。
Q4:BPAフリーのトライタン製およびPCTG製の哺乳瓶の金型を製造できますか?
はい。TritanおよびPCTGの加工には、個別のPIDホットランナー制御、樹脂の滞留を防ぐためのクロムメッキされた流路、およびせん断加熱を低減するための幅広のゲート形状が必要です。これらの機能は、ベビーケア用金型プロジェクトすべてにおいて標準仕様として指定しています。310℃を超えるPPSU用途には、ニッケル合金製のバレルライナーが装着されます。
Q5:カスタム金型を製作するために、私からどのような情報が必要ですか?
最低限必要な情報:3Dボトルファイル(STEPまたはIGES形式)、目標年間生産量、樹脂グレード、受入機モデル、および目標納期。3Dファイルが入手できない場合は、実物のボトルサンプルまたは2D図面から作業を進めることも可能ですが、実現可能性の検討に3~5営業日追加されます。
Q6:オリジナルの日本製OEM金型と比較して、コストにどのような違いがありますか?
Ever-Powerのカスタム金型は、同等のキャビティ数、鋼材グレード、表面仕上げの場合、日本のOEM価格の45~55%程度でご提供できます。この価格差は、垂直統合(鋼材在庫を自社で保有)と低い人件費によるものであり、材料や製造技術の妥協によるものではありません。
Q7:既存の金型の修理や改修は行っていますか?
はい、ISBM製金型であればどのブランドでも対応可能です。一般的なサービス内容としては、キャビティの再研磨、摩耗後のパーティングラインの再加工、ホットランナーノズルの交換、コアロッドの交換、冷却チャンネルのクリーニングなどがあります。修理期間は15~25営業日です。まずは損傷した部品の写真を送付していただければ、初期評価を行います。
Q8:出荷前に金型の検証はどのように行いますか?
すべての金型は、お客様指定の樹脂と目標プリフォーム重量を用いて、社内のEver-Power ISBM成形機で500本のボトルを用いた試作成形検証を実施します。初回生産ボトルは、CMMによる寸法検査、肉厚プロファイル測定、ネックねじの確認、および光学的な透明度評価を受けます。検証レポート(お客様の工場へ送付される20本のサンプルボトルを含む)は、金型に同梱され、受入確認に使用されます。
Q9:金型が設置後に仕様どおりに機能しなかった場合、御社のポリシーはどうなりますか?
標準保証は、お客様サイトでの最終受入試験から12ヶ月間、製造上の欠陥および寸法上の問題に対して適用されます。金型が合意された仕様外のボトルを製造した場合、部品の再加工、再研磨、往復の輸送費を含むすべての再加工費用を当社が負担します。保証期間外の摩耗関連の問題については、個別に見積もりいたします。
Q10:注文する前に、御社の工具店を見学することはできますか?
はい、韓国のお客様には特におすすめです。当社の広東省工場は仁川空港から飛行機で3時間の距離にあり、空港送迎、工場見学(金型工場、ISBM試作成形室、品質管理ラボを含む)、近隣の導入済み顧客への参考訪問を手配いたします。訪問は通常2営業日かかります。
顧客レビューと現場からのフィードバック
「10年間使用してきたASB-12Mの8キャビティ金型が、ついに摩耗してしまったため、交換が必要になりました。日本のOEMメーカーからは、納期が約48営業日、価格もEver-Powerの2倍という見積もりを受けました。ところが、Ever-Powerの金型は41営業日で届き、翌朝には機械に取り付けることができました。CMMによる検証では、ネックねじの公差が元の日本製金型よりも厳密であることが確認できました。生産開始から4ヶ月経ちましたが、問題は一切発生していません。」
パク・ジフンソウル化粧品受託包装部門 技術部長(2025年半ば)
「ASB-12Mマシン用に、12キャビティの15ml点眼薬ボトル用金型を注文しました。納品されたホットランナーベースは、430×140×30mmのS45C鋼板で、必要な位置に4つの取り付け穴が正確に開けられていました。当社の保守チームが3時間以内に設置を完了し、試作は初回から問題なく成功しました。稼働開始以来、月間180万本のボトルを生産しています。ネック部のねじ山公差は、当社のCMMで0.015mmと検証され、これは元のOEM仕様よりも優れています。」
キム・ソヨン大田製薬包装工場 工場長(2025年初頭)
「当社では、BPET-94V3金型を使用し、4キャビティ構成で1リットルの食用油ボトルを製造しています。当初のサプライヤーから新しいキャビティセットの納期が75日と見積もられたため、別の韓国のお客様からのアドバイスを受けてエバーパワー社に連絡しました。金型は38営業日で届き、透明度と肉厚は元の金型と同等かそれ以上でした。コンフォーマル冷却チャネルによって熱がより速く排出されるため、サイクルタイムは従来の金型に比べて0.4秒短縮されました。大量生産の場合、この0.4秒の短縮は年間約19万本のボトル増産につながります。」
チョン・ヒョヌ全州食用油瓶詰め工場のオーナー(2025年中頃)
「韓国コスメのクライアントから、特定の鋭角な長方形断面を持つ50mlのPETG製美容液ボトルを要求されました。中国の金型メーカー2社は、均一に成形するのは不可能だとして、その形状を却下しました。そこで、エバーパワーのエンジニアリングチームは、延伸比シミュレーションを行い、どの角が薄くなるかを特定し、それを補正するためにプリフォームのテーパー形状を再設計しました。完成したボトルは、1.5メートルからの落下試験を5回中5回すべてクリアしました。設計エンジニアリング作業だけでも、その価格に見合う価値がありました。」
イ・ミンジ研究開発エンジニア、城南化粧品包装工場(2025年初頭)
「口径148mmの広口キムチ瓶用金型では、その口径ではブロー成形時の型締め力が相当なものになるため、金型ベースの剛性を特に高くする必要がありました。Ever-Power社は、厚さ90mmのP20製裏板と強化コーナーボルトを指定しました。これは、以前使用していた韓国製の金型よりも頑丈です。この金型をBPET-125V4成形機に取り付けたところ、初日からバリの発生なく生産が順調に進みました。サイクルタイムは2キャビティ金型で19秒と、仕様どおりの結果が出ています。」
キム・ジェウ光州食品包装事業部 運営マネージャー(2024年後半)
「当社では、6キャビティ構成で240mlのトライタン製哺乳瓶を製造しています。金型には、トライタン成形に必要な各キャビティごとのPIDホットランナー制御機能が搭載されていました。12時間の試運転中、6キャビティ全体の温度は1.2℃以内に安定し、お客様の光学的な透明度仕様もすべてのキャビティで満たされました。6ヶ月間毎日生産しましたが、黄変も不良品もゼロでした。まさに価格に見合う価値がありました。」
ユン・ミンジ蔚山ベビーケアプラスチック社 生産部長(2025年半ば)
「当社のAOKI 250は8年間、主力機として活躍してきましたが、当初の金型在庫は12種類もの異なるSKUに及び、交換費用がメンテナンス予算を圧迫していました。Ever-Power社は、最も使用頻度の高い3つの金型をAOKI社の見積もり価格の約52%で再構築してくれました。寸法精度はCMMによる検証でオリジナルと全く遜色なく、納期もAOKI社の90日という見積もりに対し、わずか42営業日でした。今後18ヶ月以内に、残りの9つの金型もEver-Power社に依頼する予定です。」
チェ・ユジン品質管理マネージャー、安山化粧品受託充填業者(2025年初頭)
関連製品および適合部品
A カスタムISBM金型 定格性能を発揮するのは、適切なサイズの機械に適切な補助機器を取り付けた場合のみです。下記の部品は、通常、すべての工具注文時に指定するものであり、Ever-Powerまたは当社の認定パートナーネットワークを通じて入手可能です。
- マッチングされたISBMマシンプラットフォーム — Ever-Power社の全製品ラインナップは、パイロット研究開発から大量生産(ジャンボガロン)までを網羅しています。 4ステーションISBMマシン この家族は韓国の化粧品や医薬品の用途のほとんどを扱っており、 3ステーションISBMマシン この生産ラインは、大量生産・短サイクルでの飲料および家庭用化学製品の生産に適しています。
- オイルフリースクリュー式エアコンプレッサー 金型のブローエア要件に合わせてサイズ調整されており、ボトルサイズとキャビティ数に応じて、通常3.5 MPa、毎分2~5立方メートルです。食品接触用途および医薬品用途では、クラス0のオイルフリー認証が必須です。適合ユニットは当社から入手可能です。 オイルフリーコンプレッサーのパートナー.
- チラーと冷却塔の組み合わせ 金型のコンフォーマル冷却チャネルに、指定された圧力と流量で摂氏12度の冷水を供給します。適切な冷却システムを採用することで、金型が定格サイクルタイムを達成できるか、実際の生産において10~15%遅くなるかが決まります。
- 金型温度コントローラー プリフォーム金型用ユニット(PETの場合、標準的な設定温度は15~25℃)とブロー成形キャビティ用ユニット(PETの場合、10~18℃、PCの場合、最大95℃)の2つのゾーンで構成されます。2ゾーンユニットは、局所的な高温箇所を発生させることなく、厚肉のPCTGやPPSUにも対応します。
- 精密伝動部品 — 機械のターンテーブルインデックス駆動部とクランプ機構用。硬化合金鋼シャフトと高耐久性ベアリングは当社を通じて入手可能です。 精密駆動軸パートナー 迅速な現地補充が必要な場所向け。
- 乾燥剤樹脂乾燥機 露点モニタリング機能を内蔵。PET、PC、PPSUの加工において、わずか0.05%の水分過剰でも、完成したボトルに加水分解による銀色の筋が発生する原因となるため、この機能は非常に重要です。
- ロボット搬送コンベアと画像検査 — 医薬品や化粧品などの高付加価値生産において、充填工程までの納品における欠陥ゼロが求められる場合。ビジョンシステムは、許容範囲外のボトルが下流の包装工程に到達する前に、それらを識別してタグを付けます。

次のカスタムISBM金型の仕様を決定する準備はできましたか?
ボトルの3Dファイル、目標年間生産量、樹脂グレード、および受入機モデルをお送りください。当社のエンジニアリングチームが、鋼材グレードの推奨、キャビティ数の最適化、サイクルタイムの見積もり、および35~55営業日の納期を含む、完全な実現可能性レポートと透明性の高い見積もりを3営業日以内にご提供いたします。
韓国のエンジニアリングチームにお問い合わせください お客様のご要望に合わせた金型製作のご提案をいたします。
追加情報
| エディタ | Cxm |
|---|