Moldes personalizados de inyección-estirado-soplado (ISBM) de un solo paso

Ever-Power diseña y fabrica moldes personalizados de inyección-estirado-soplado de un solo paso para máquinas ISBM, incluyendo ASB-12M, ASB-70DPH, AOKI 250 y todas las plataformas Ever-Power de 3, 4 y 6 estaciones para el mercado coreano. Fabricados internamente en máquinas CNC alemanas de 5 ejes con aceros para moldes S136, H13, 718H y P20, cada molde admite de 1 a 28 cavidades, volúmenes de botella de 5 ml a 5 L y plazos de entrega típicos de 35 a 55 días hábiles. Todos los moldes se envían después de la validación mediante moldeo de prueba en nuestra máquina ISBM interna, con informes de inspección de la primera pieza incluidos.
Descripción general del producto
La diferencia entre una línea de producción de botellas mediocre y una excelente radica casi siempre en las herramientas. La máquina proporciona la fuerza de sujeción, el calor y la presión de aire, pero la forma, la claridad, el grosor de la pared y la precisión de la rosca del cuello de cada botella que se envía provienen del molde. Ever-Power diseña y fabrica Moldes personalizados de inyección-estirado-soplado de un solo paso Para las fábricas de embalaje de Corea y Asia Oriental que han superado la capacidad de las herramientas estándar y necesitan moldes dimensionalmente precisos y adaptados a la máquina que se instalen directamente en sus plataformas ISBM existentes sin placas adaptadoras, sin necesidad de volver a mecanizar los casquillos de posicionamiento y sin puesta en marcha por ensayo y error.
Cada moldeo por soplado y estirado por inyección El producto que enviamos se fabrica internamente en nuestro taller de herramientas de 30 000 metros cuadrados en Guangdong, en centros de mecanizado CNC alemanes de 5 ejes y cortadoras de hilo de electroerosión de precisión Sodick. Mantenemos un inventario de acero en siete grados estándar para bases de moldes: S136, H13, 718H, 2316, P20, NAK80 y aluminio 7075, lo que nos permite comenzar el pre-mecanizado dentro de las 48 horas posteriores a la aprobación del diseño. El ciclo completo, desde el CAD aprobado hasta el molde validado, suele durar entre 35 y 55 días hábiles, dependiendo del número de cavidades y la complejidad geométrica, lo que representa aproximadamente un 40 % más rápido que el equivalente japonés de un fabricante de equipos originales (OEM) y un 60 % más rápido que los moldes europeos. Cada molde terminado se somete a una prueba de validación en nuestra máquina ISBM interna con la resina especificada por el cliente antes de salir de la fábrica.

La compatibilidad de la máquina es la pregunta más frecuente entre los compradores coreanos. Fabricamos moldes personalizados que se adaptan directamente a todas las plataformas ISBM comunes, incluidas las japonesas ASB-12M, ASB-50MB, ASB-70DPH, ASB-70DPW, Nissei ASB, AOKI 250, AOKI 350, así como las familias de máquinas HGY y BPET de Ever-Power. Al actualizar una máquina japonesa antigua a una nueva plataforma Ever-Power compatible con Corea, no es necesario perder la inversión en los moldes existentes: verificamos la compatibilidad dimensional a partir de sus planos de utillaje antiguos y, si es necesario, fabricamos placas adaptadoras de platina a precio de coste. Para proyectos nuevos en los que solo nos proporciona el plano de la botella terminada, nuestro equipo de ingeniería realiza simulaciones de relación de estiramiento, optimización del peso de la preforma y planificación de cavitación antes de cortar el acero.
La capacidad de número de cavidades abarca desde moldes de una sola cavidad para agua a granel de 5 L hasta herramientas de microgoteros de 28 cavidades para aplicaciones farmacéuticas, limitadas únicamente por las dimensiones físicas de la platina de su máquina receptora. Las aplicaciones típicas de cosméticos y productos farmacéuticos coreanos se sitúan en el rango de 4 a 12 cavidades, mientras que las plantas de bebidas y productos químicos para el hogar de alto volumen suelen utilizar herramientas de 8 a 16 cavidades. El espesor de la pared se mantiene dentro de una variación de 0,05 mm entre los conjuntos de cavidades, la tolerancia de la rosca del cuello se mantiene dentro de 0,02 mm en las dimensiones críticas, y el acabado superficial alcanza un pulido espejo SPI A-1 (Ra 0,05) en las cavidades donde se requiere una claridad similar al vidrio para envases cosméticos de PETG y PCTG de primera calidad.
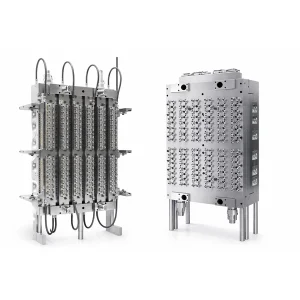
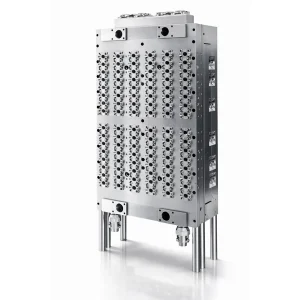
Anatomía de los componentes del molde: los cuatro ensamblajes críticos
Un juego completo de moldes ISBM de un solo paso consta de cuatro conjuntos distintos, cada uno mecanizado con diferentes grados de acero para cumplir con diferentes requisitos mecánicos. Comprender cómo funcionan estos conjuntos en conjunto es el primer paso para especificar el molde adecuado para su aplicación.

1. Cavidad de inyección de la preforma
Aquí es donde la resina fundida se inyecta alrededor de la varilla central para formar la preforma: el intermedio con forma de tubo de ensayo que se convertirá en la botella final. La cavidad define el perfil del cuerpo de la preforma, el espesor de la pared y la geometría del acabado del cuello. Dado que el acabado del cuello se forma completamente en esta etapa y nunca se remodela posteriormente, este es el componente del molde más crítico para la tolerancia de la rosca y la fiabilidad del taponado. Mecanizamos las cavidades de la preforma en acero inoxidable S136 templado al vacío a HRC 48-52, pulido a Ra 0,05 en superficies críticas para la claridad. Para aplicaciones de PET y rPET de alta resistencia que superan los 3 millones de inyecciones anuales, mejoramos a acero para herramientas H13 con HRC 52-54 para una mayor vida útil.
2. Conjunto de varilla central (mandril)
La varilla de núcleo transporta la preforma caliente desde la estación de inyección a través de las estaciones de estirado y soplado subsiguientes, y también forma el interior de la preforma durante la inyección. La precisión dimensional es absoluta: cualquier desviación en el diámetro de la varilla de núcleo se traduce directamente en una variación del espesor de la pared de la botella. Fabricamos varillas de núcleo de acero para herramientas pretemplado 718H (HRC 30-35) para la mayoría de las aplicaciones, y utilizamos acero para trabajo en frío Cr12MoV con HRC 58-60 para producción de alto ciclo. Los canales de refrigeración internos dentro de cada varilla de núcleo se perforan con un taladro de orificio profundo en una máquina Mori Seiki BTA para mantener la rectitud dentro de 0,03 mm en toda su longitud.
3. Molde de cavidad por soplado
La cavidad de soplado define la forma externa final de la botella: perfil del cuerpo, geometría de la base, panel de la etiqueta y contornos de agarre. Se abre y se cierra en cada ciclo para liberar la botella terminada, por lo que la precisión de la superficie de contacto determina si aparecen rebabas en las líneas de separación. Mecanizamos las cavidades de soplado en acero inoxidable S136 (para producción de larga duración) o aluminio 7075-T6 (para series cortas o geometrías cosméticas que cambian rápidamente, donde la reducción de peso es importante para el sistema de indexación servo de la máquina). Los canales de refrigeración conformados se adaptan a los contornos complejos de la botella para extraer el calor entre un 15 y un 20 por ciento más rápido que las líneas de perforación rectas, lo que reduce directamente el tiempo de ciclo.
4. Sistema de colector de canal caliente
El sistema de canal caliente distribuye la resina fundida desde el husillo plastificante de la máquina a cada cavidad en un molde multicavidad. En moldes de una sola cavidad, se utiliza una boquilla más sencilla, pero en moldes de 12 o 24 cavidades, el colector se convierte en el factor determinante del equilibrio de llenado y la consistencia entre botellas. Utilizamos una base de montaje estándar S45C con dimensiones adaptadas a la máquina del cliente; por ejemplo, un molde para frascos cuentagotas de 15 ml que fabricamos recientemente para un cliente farmacéutico coreano utilizó una base de canal caliente de 430 × 140 × 30 mm con 4 orificios pasantes de montaje de Ø14 mm, dimensionados para el montaje directo sobre una platina ASB-12M. El colector integra boquillas de canal caliente Yudo o equivalentes a Hasco con calentamiento controlado por PID y conductos internos cromados para evitar la degradación de la resina en las zonas de reposo del molde.
Materiales de acero para moldes: cómo elegir el grado adecuado
La selección del acero para moldes es el factor más importante en la rentabilidad de la producción a largo plazo. Un acero de alta calidad cuesta entre un 30 % y un 50 % más inicialmente, pero dura entre 3 y 5 veces más en producción, lo que reduce considerablemente el costo total de propiedad. Mantenemos en inventario los siguientes siete grados para los pedidos de nuestros clientes coreanos, especificando el grado de acero para cada componente según su volumen de producción anual y las características de la resina.
| Grado de acero | Estándar equivalente | Dureza | Lo mejor para |
|---|---|---|---|
| S136 | DIN 1.2083 | HRC 48-52 | Cavidades cosméticas de PETG que requieren claridad, aplicaciones de pulido espejo. |
| H13 | DIN 1.2344 | HRC 52-54 | PET y rPET de alta resistencia, producción de bebidas de alto ciclo |
| 718H | DIN 1.2738H | HRC 30-35 | Varillas de núcleo y cavidades de preformas de vida media, de uso general. |
| 2316 | DIN 1.2316 | HRC 30-34 | Aplicaciones resistentes a la corrosión, PVC y resinas reactivas a los ácidos. |
| P20 | DIN 1.2311 | HRC 28-33 | Bases de moldes, placas de soporte de platina |
| NAK80 | JIS G4404 | HRC 37-43 | Alternativa al S136 cuando la soldabilidad es importante para el retrabajo. |
| Aluminio 7075-T6 | EN AW-7075 | HB 150 | Cavidades cosméticas de corta duración, prioridad en la reducción de peso |
| S45C | JIS G4051 | HB 190-230 | Bases de montaje para sistemas de canal caliente, componentes estructurales no críticos |
Un juego de moldes bien especificado suele combinar de cuatro a cinco grados de acero en diferentes componentes: S136 para la cavidad de la preforma, fundamental para la transparencia; H13 para la cavidad de soplado en la producción de ciclo largo; 718H para las varillas de núcleo; P20 para las placas base; y S45C para la base de montaje del canal caliente. Nuestro equipo de ingeniería recomienda la combinación óptima para el diseño específico de su botella y su volumen anual, tras analizar las especificaciones de la resina y el programa de producción previsto.
Matriz de compatibilidad de máquinas
Cada Molde ISBM personalizado El sistema que fabricamos está dimensionado para una máquina receptora específica. A continuación, encontrará la matriz de compatibilidad que abarca las plataformas japonesas, europeas y coreanas más comunes en las fábricas de embalaje de Asia Oriental. Si su máquina no aparece en la lista, envíenos los planos del plato y verificaremos la separación de las barras de unión, el paso de la varilla del núcleo y la interfaz de la boquilla antes de cotizarle.
| Plataforma de máquina | Origen | Estaciones | Compatibilidad sin complicaciones |
|---|---|---|---|
| ASB-12M | Japón (Nissei ASB) | 4 | Instalación sencilla; interfaz de platina nativa |
| ASB-50MB | Japón (Nissei ASB) | 3 / 4 | Instalación totalmente integrada; verificada para configuraciones de 3 y 4 estaciones. |
| ASB-70DPH | Japón (Nissei ASB) | 4 | Instalación sencilla; versión reforzada de la serie ASB-70 |
| ASB-70DPW | Japón (Nissei ASB) | 4 | De inserción completa; variante de boca ancha de hasta 148 mm de diámetro. |
| AOKI 250 | Japón (AOKI) | 3 | Instalación totalmente independiente; paso del anillo del cuello y de la varilla central coincidentes |
| AOKI 350 | Japón (AOKI) | 3 / 4 | Instalación sencilla; adaptador de brida personalizado disponible si es necesario. |
| Legacy European de 3/4 estaciones | Europa (varios) | 3 / 4 | Placas adaptadoras fabricadas a precio de coste; se requieren planos para su verificación. |
Rango de recuento de cavidades y especificaciones típicas de la botella
La cavitación es una decisión conjunta entre el diseñador del molde, las especificaciones de la máquina y el volumen de producción anual del cliente. La tabla a continuación resume el rango práctico que solemos ofrecer, aunque es posible realizar configuraciones personalizadas fuera de estos rangos con plataformas de máquinas especializadas.
| Recuento de caries | Volumen típico de la botella | Aplicación típica | Máquina recomendada |
|---|---|---|---|
| 1 | 2 L – 5 L | Bidones de agua a granel, frascos de comida, contenedores de productos químicos | BPET-125V4, HGY250-V4 |
| 2 | 1 L – 3 L | Frascos de kimchi, aceite de cocina, detergente a granel | BPET-94V3, HGY200-V4 |
| 4 | 500 ml – 1,5 L | Botellas de bebidas, loción cosmética, productos químicos domésticos | BPET-70V4, HGY150-V4 |
| 6 | 250 ml – 800 ml | Suero de belleza coreano, viales farmacéuticos, frascos pulverizadores | HGY150-V4, BPET-94V3 |
| 8 | 100 ml – 500 ml | Frascos pequeños de cosméticos, viales para gotas oftálmicas, frascos de muestra | HGY200-V4, BPET-94V3, HGYS280-V6 |
| 12 | 50 ml – 200 ml | Frascos cuentagotas farmacéuticos, cosméticos de tamaño viaje | BPET-125V4, HGYS280-V6 |
| 16 | 30 ml – 120 ml | Frascos de artículos de tocador para hotel, ampollas para inyecciones, gotero pequeño | HGY250-V4, HGY650-V4 |
| 24 – 28 | 5 ml – 50 ml | Frascos microfarmacéuticos, gotas oftálmicas monodosis | HGY650-V4, plataformas especializadas |
Flujo de trabajo de fabricación personalizada de 6 pasos
Desde el día en que se aprueba el diseño de su botella, el proceso completo Moldeo por soplado y estirado por inyección personalizado El ciclo de fabricación dura entre 35 y 55 días laborables, dependiendo del número de cavidades y la complejidad geométrica. El flujo de trabajo de seis pasos que se muestra a continuación describe el proceso que sigue cada proyecto, con puntos de control documentados y aprobados entre cada fase.
Paso 1: Revisión del diseño y análisis de viabilidad (2-5 días)
Usted nos envía un archivo STEP 3D o una muestra física de la botella, junto con el volumen anual objetivo, las especificaciones de la resina y el modelo de la máquina receptora. Nuestro equipo de ingeniería analiza la geometría para determinar la viabilidad del proceso de soplado y estirado, identifica cualquier característica de diseño inusual (esquinas afiladas, relaciones de aspecto extremas, secciones de pared delgada) y recomienda el número óptimo de cavidades para su volumen objetivo. Recibirá un informe de viabilidad por escrito con el cálculo del peso de la preforma en un plazo de 3 días hábiles.
Paso 2: Modelado CAD 3D y simulación de flujo (3-7 días)
Una vez aprobado el estudio de viabilidad, nuestro equipo de CAD crea el modelo 3D completo del molde, incluyendo la cavidad de la preforma, el perfil de la varilla central, la cavidad de soplado, el colector de canal caliente y la disposición de los canales de refrigeración. La simulación de Moldflow y de la relación de estiramiento permite identificar posibles problemas de espesor de pared antes de cortar el acero. Recibirá el modelo 3D para su aprobación, generalmente con una ronda de revisiones antes de continuar.
Paso 3: Adquisición de acero y pre-mecanizado (5-10 días)
Disponemos de existencias de aceros S136, H13, 718H, P20, NAK80 y S45C en tamaños de bloque comunes, por lo que el pre-mecanizado comienza en un plazo de 48 horas tras la aprobación del diseño CAD. El mecanizado en bruto elimina el 90 % del material en centros CNC de 5 ejes con cambiadores de herramientas automatizados, tras lo cual las piezas en bruto se someten a un taladrado profundo para la creación de canales de refrigeración. Para los aceros S136 y H13 de alta calidad utilizados en componentes críticos de cavidades, se aplica un temple al vacío para alcanzar la dureza deseada.
Paso 4: Mecanizado CNC de precisión de 5 ejes y electroerosión (15-20 días)
El mecanizado de acabado en centros de 5 ejes DMG Mori alemanes garantiza tolerancias dimensionales de ±0,01 mm en geometrías críticas de cuellos y compuertas. La electroerosión por hilo Sodick se encarga de los detalles finos que el fresado no puede alcanzar, como los orificios de expulsión, las ranuras de ventilación y los detalles de radio. Cada componente mecanizado por CNC pasa por nuestra estación de medición CMM Zeiss para la verificación dimensional antes de pasar a la celda de pulido.
Paso 5: Pulido y tratamiento térmico (7-10 días)
Las superficies críticas para la claridad en las cavidades de preformas y de soplado se pulen manualmente con pasta de diamante para lograr un acabado de espejo óptico SPI A-1 (Ra 0,05). Este paso no se puede automatizar; depende de pulidores manuales capacitados que dedican entre 8 y 20 horas por cavidad, según su complejidad. Las superficies no críticas reciben un acabado SPI B-2 o B-3. El tratamiento térmico final estabiliza la precisión dimensional antes del ensamblaje.
Paso 6: Moldeo de prueba y validación (3-5 días)
Antes del envío, cada molde se somete a una prueba de validación en nuestra máquina ISBM interna, utilizando la resina y el peso de preforma especificados. Las botellas de la primera muestra se inspeccionan mediante CMM dimensional, se mide el espesor de la pared y se evalúa su claridad óptica. El informe de validación, que incluye botellas de muestra, datos de medición y verificación del tiempo de ciclo, se envía junto con el molde a su fábrica para su aceptación final.

Aplicaciones por industria
En los últimos tres años, los pedidos de clientes coreanos y del este de Asia se han agrupado en cinco verticales de la industria, cada una con prioridades técnicas distintas. A continuación se muestra cómo abordamos el molde de botella personalizado Las especificaciones varían según el sector.
Productos de belleza coreanos y envases de cosméticos de alta gama.
Las marcas de cosméticos coreanas exigen un acabado superficial de máxima transparencia en los frascos de suero, tarros de crema y frascos de tónico de PETG y PCTG. Para este sector, especificamos cavidades de acero inoxidable S136 pulidas a Ra 0,05 en todas las superficies críticas para la transparencia, con especial atención a la precisión de la rosca del cuello para garantizar la compatibilidad con las líneas de taponado automatizadas. Los lanzamientos de productos de belleza coreanos en tiradas cortas (de 20 000 a 100 000 unidades por campaña) son habituales, por lo que optimizamos la facilidad de cambio de formato con abrazaderas de liberación rápida en el molde de preforma. Las configuraciones típicas son de 4 a 8 cavidades en frascos de entre 30 ml y 200 ml.

Frascos de gotas y jarabes oftálmicos farmacéuticos
El envasado farmacéutico requiere una precisión dimensional absoluta para garantizar un sellado a prueba de manipulaciones y cierres a prueba de niños. La tolerancia de la rosca del cuello se mantiene dentro de 0,02 mm mediante la verificación con CMM Zeiss en cada cavidad antes del envío. Para una producción compatible con salas blancas GMP, especificamos acero inoxidable 2316 resistente a la corrosión para cualquier componente que entre en contacto con soluciones de lavado. Los proyectos farmacéuticos coreanos típicos utilizan de 8 a 16 cavidades en viales de 5 ml a 120 ml, y el molde para frasco cuentagotas de 15 ml 12M 1×6 que fabricamos recientemente para un cliente farmacéutico de Daejeon es un ejemplo representativo de esta categoría.

Botellas de bebidas y agua mineral
La producción de bebidas a gran escala (más de un millón de botellas al año por referencia) exige herramientas de larga duración con una gran resistencia al desgaste. En este caso, especificamos acero para herramientas H13 con una dureza HRC de 52-54 para las cavidades de preformado y de soplado, con canales de refrigeración conformados perforados en profundidad para minimizar el tiempo de ciclo. Para el procesamiento de PET reciclado (rPET), las superficies internas cromadas del colector de canal caliente protegen contra contaminantes abrasivos. Las configuraciones típicas incluyen de 4 a 8 cavidades en botellas de entre 500 ml y 2 L.

Tarros de boca ancha para alimentos y recipientes para kimchi
Los frascos coreanos de kimchi, gochujang, miel y salsas, con diámetros de cuello de hasta 148 mm, presentan un desafío estructural en cuanto a la fabricación de moldes. El área proyectada del molde es de 3 a 5 veces mayor que la de los frascos cosméticos estándar, lo que implica que la fuerza de soplado debe ser proporcional. Fabricamos bases de molde P20 lo suficientemente gruesas como para resistir la deflexión bajo una fuerza de soplado superior a 300 kN, y especificamos espacios de separación sobredimensionados con ventilación precisa para evitar rebabas. Las configuraciones típicas incluyen de 1 a 2 cavidades en frascos de entre 500 ml y 3 L.

Biberones y envases para el cuidado infantil libres de BPA
La producción de biberones de Tritan, PCTG y PPSU requiere sistemas de canal caliente térmicamente estables, ya que estas resinas se procesan dentro de rangos de temperatura estrechos (normalmente de 260 a 340 °C, según el grado). Especificamos boquillas de canal caliente equivalentes a las de Yudo con control PID individual por cavidad, conductos de flujo cromados para eliminar zonas muertas y revestimientos de cilindro de aleación de níquel para aplicaciones de PPSU que superen los 310 °C. Las configuraciones típicas incluyen de 4 a 8 cavidades en biberones de entre 150 ml y 330 ml.

Control de calidad y pruebas previas al envío
Cada moldeo por soplado y estirado por inyección El producto sale de nuestra fábrica únicamente tras superar cuatro etapas de verificación dimensional y funcional. El informe de control de calidad se envía junto con el molde a su fábrica, y todos los datos se conservan en nuestro sistema de gestión de calidad para garantizar la trazabilidad de la garantía.
- Verificación dimensional de CMM La máquina de medición por coordenadas 3D de Zeiss inspecciona las dimensiones críticas (diámetro de la rosca del cuello, distribución del espesor de la pared, profundidad de la cavidad, superficies de contacto de la línea de separación) con una precisión de ±0,01 mm. Cada cavidad en un molde multicavidad se mide individualmente, no por muestreo.
- Prueba de presión de fugas de agua Los canales de refrigeración conformados se presurizan a 1,0 MPa durante 15 minutos con el molde ensamblado sumergido en un tanque de prueba. La formación de burbujas indica una fuga que debe corregirse antes del siguiente paso.
- Inspección óptica de superficies Las cavidades pulidas se inspeccionan con un microscopio estereoscópico de 50 aumentos para detectar microarañazos, residuos de pulido o problemas en la capa refundida por electroerosión. La rugosidad superficial Ra se verifica con un perfilómetro de sonda de contacto en tres puntos por cavidad.
- Validación del moldeo de prueba El molde completo se monta en nuestra máquina ISBM interna y se somete a una prueba con 500 botellas utilizando la resina especificada por el cliente. Las primeras botellas se inspeccionan para comprobar el grosor de la pared, la tolerancia de la rosca del cuello, la claridad de la superficie y la estabilidad dimensional. Solo después de superar esta validación se procede al envío del molde.
- Preparación del embalaje y la protección contra la oxidación Antes del embalaje, cada superficie pulida recibe una capa de aceite antioxidante de larga duración, y el molde se envuelve en papel VCI (inhibidor volátil de la corrosión). El embalaje se realiza con madera contrachapada de 18 mm sobre palés tratados térmicamente, equipados con sensores de impacto para el control del transporte.

Guía de selección: qué enviarnos para obtener un presupuesto.
Una consulta sobre moho bien definida puede cotizarse en 2 a 3 días hábiles. Una consulta incompleta generalmente requiere aclaraciones, lo que extiende el plazo de cotización una semana o más. Por favor, proporcione la siguiente información antes de solicitar una cotización.
- Archivo 3D de botella — STEP, IGES o formato CAD nativo. Si solo dispone de dibujos en 2D, también sirve, pero ralentiza la revisión de viabilidad.
- Peso objetivo de la botella terminada — gramos por botella, más cualquier objetivo de reducción de peso con respecto al envase actual.
- Acabado del mástil estándar — por ejemplo, PCO 1881, 28-400, 24-410 o un estilo de cierre personalizado. Especifique el paso de rosca y cualquier requisito de anillo a prueba de manipulaciones.
- Volumen de producción anual — determina la recomendación sobre el número de cavidades y la selección del tipo de acero.
- Grado de resina — Valor PET IV, grado PETG, especificación PC o Tritan, nombre del proveedor si se conoce. Para rPET, incluya el porcentaje de contenido reciclado y la procedencia de las escamas.
- Modelo de máquina ISBM receptora — Marcas japonesas: ASB, AOKI, Ever-Power u otras. Envíe los planos de la platina si los tiene disponibles; si no dispone de planos, podemos realizar ingeniería inversa a partir de una fotografía del área del molde.
- Preferencia de recuento de caries — si dispone de uno. De lo contrario, le recomendamos que lo haga en función del volumen anual y la capacidad de la máquina.
- Preferencia por grado de acero — si tiene alguna preferencia específica. De lo contrario, le recomendaremos una solución en función del volumen de producción y el tipo de resina.
- Fecha de entrega prevista — para que podamos confirmar si 35, 45 o 55 días laborables se ajustan a su horario.
¿Por qué elegir Ever-Power para la fabricación de moldes ISBM?
En China existen numerosos talleres de moldeo que ofrecen presupuestos para proyectos de utillaje ISBM, así como algunos especialistas japoneses y europeos que brindan una calidad excepcional a precios elevados. Ever-Power se distingue por su especialización en utillaje ISBM, plazos de entrega accesibles desde Corea y una precisión dimensional equivalente a la japonesa, a aproximadamente la mitad del costo.
- Taller especializado en herramientas ISBM Nuestro equipo de ingeniería de moldes trabaja exclusivamente con herramientas para moldeo por inyección-estirado-soplado, no con moldes de inyección de plástico en general. Esta especialización se refleja en los detalles: ángulos de conicidad de la preforma, patrones de ventilación de la cavidad de soplado, geometría de la compuerta del canal caliente para PET, PETG y Tritan.
- Infraestructura CNC alemana de 5 ejes — Centros de mecanizado de 5 ejes DMG Mori, electroerosión por hilo Sodick, medición con máquina de medición por coordenadas Zeiss. La inversión en equipos de precisión es lo que permite una tolerancia de ±0,01 mm sin sobreprecio.
- Máquina ISBM interna para validación — Antes del envío, cada molde se somete a una prueba de validación en una máquina ISBM real. La mayoría de los fabricantes de moldes envían herramientas sin probar; nosotros nos negamos a hacerlo porque el costo de solucionar los problemas después de la entrega es diez veces mayor que el de detectarlos en nuestra fábrica.
- Responsabilidad de fuente única para máquinas y moldes Cuando usted adquiere tanto la máquina ISBM como las herramientas de Ever-Power, no hay lugar para acusaciones durante la puesta en marcha. Si algo no encaja, es nuestro problema solucionarlo.
- Ingeniería de proyectos en idioma coreano — Los gestores de proyectos bilingües realizan revisiones de diseño y aclaraciones técnicas en coreano. La claridad en la comunicación durante las primeras 4 semanas de un proyecto de moldeo es el factor más importante para el éxito del cronograma.
- Más de 500 moldes entregados desde 2020. — a clientes coreanos, japoneses, vietnamitas, tailandeses e indonesios. Se ofrecen visitas de referencia a clientes potenciales coreanos que lo soliciten.
- Plazo de entrega de 35 a 55 días hábiles — aproximadamente un 40 por ciento más rápido que el equivalente del fabricante japonés para un número de cavidades y una complejidad comparables.

Preguntas frecuentes
P1: ¿Su molde personalizado se puede instalar directamente en mi máquina ASB-12M o AOKI 250 existente?
Sí, para las configuraciones de platina estándar ASB-12M y AOKI 250. Hemos fabricado cientos de moldes para estas dos máquinas y contamos con planos verificados de la configuración de la platina en nuestra biblioteca de ingeniería. Para máquinas no estándar o modificadas de fábrica, envíenos una fotografía del área del molde o los planos originales del fabricante y verificaremos la compatibilidad antes de cortar el acero.
P2: ¿Cuál es la vida útil típica de un molde en producción continua?
Depende del tipo de acero y la resina. Las cavidades de acero para herramientas H13 en aplicaciones estándar de PET soportan de 3 a 5 millones de disparos antes de necesitar reacondicionamiento. Las cavidades de acero inoxidable S136 en aplicaciones cosméticas de PETG suelen alcanzar de 2 a 3 millones de disparos. Para aplicaciones de rPET o resina abrasiva, las superficies internas cromadas extienden esta vida útil en aproximadamente un 40 %.
P3: ¿Qué tolerancia mantienen en las dimensiones de la rosca del cuello?
±0,02 mm en el diámetro crítico de la rosca del cuello, medido con una máquina de medición por coordenadas Zeiss, verificando cada cavidad individualmente. Esta es la tolerancia requerida para la compatibilidad con las líneas de taponado automatizadas en la producción farmacéutica y alimentaria coreana.
P4: ¿Pueden fabricar moldes para biberones de Tritan y PCTG libres de BPA?
Sí. El procesamiento de Tritan y PCTG requiere control individual del canal caliente mediante PID, conductos de flujo cromados para evitar el estancamiento de la resina y una geometría de compuerta más ancha para reducir el calentamiento por cizallamiento. Estas características se especifican como estándar en cualquier proyecto de utillaje para productos de cuidado infantil. Para aplicaciones de PPSU por encima de 310 °C, se utilizan revestimientos de cilindro de aleación de níquel.
P5: ¿Qué información necesita de mí para fabricar un molde a medida?
Como mínimo: un archivo 3D de la botella (STEP o IGES), el volumen anual previsto, el tipo de resina, el modelo de la máquina receptora y la fecha de entrega prevista. Si no se dispone de archivos 3D, podemos partir de una muestra física de la botella o de planos 2D, pero la revisión de viabilidad añadirá de 3 a 5 días laborables al plazo previsto.
P6: ¿Cuál es la diferencia de precio en comparación con el molde original japonés del fabricante de equipos originales (OEM)?
Los moldes personalizados de Ever-Power suelen costar entre un 45 % y un 55 % del precio de los fabricantes de equipos originales japoneses (OEM) con la misma cantidad de cavidades, grado de acero y acabado superficial. Esta diferencia de precio se debe a nuestra integración vertical (contamos con inventario propio de acero) y a nuestros menores costes laborales, no a compromisos en cuanto a materiales o mano de obra.
P7: ¿Ofrecen servicios de reparación y reacondicionamiento de moldes para herramientas existentes?
Sí, para cualquier marca de utillaje ISBM. Los servicios habituales incluyen el repulido de cavidades, el remecanizado de líneas de separación tras desgaste, la sustitución de boquillas de canal caliente, la sustitución de varillas de núcleo y la limpieza de canales de refrigeración. El plazo de entrega para la reparación es de 15 a 25 días laborables. Envíenos fotografías de los componentes dañados para una evaluación inicial.
P8: ¿Cómo se valida el molde antes del envío?
Cada molde se somete a una prueba de validación de 500 botellas en nuestra máquina Ever-Power ISBM, utilizando la resina y el peso de preforma especificados. Las botellas de la primera muestra se inspeccionan dimensionalmente con una máquina de medición por coordenadas (CMM), se mide el espesor de la pared, se verifica la rosca del cuello y se evalúa la claridad óptica. El informe de validación (que incluye 20 botellas de muestra enviadas a su fábrica) se entrega junto con el molde para su verificación de aceptación.
P9: ¿Cuál es su política si el molde no funciona según lo especificado después de la instalación?
La garantía estándar cubre 12 meses a partir de la prueba de aceptación final en las instalaciones del cliente contra defectos de fabricación y problemas dimensionales. Si el molde produce botellas que no cumplen con las especificaciones acordadas, cubrimos todos los costos de retrabajo, incluyendo el remecanizado y repulido de los componentes, así como el transporte de ida y vuelta. Los problemas relacionados con el desgaste fuera de la garantía se cotizan individualmente.
P10: ¿Puedo visitar su taller de herramientas antes de realizar un pedido?
Sí, y lo recomendamos para clientes coreanos que nos visitan por primera vez. Nuestras instalaciones en Guangdong están a 3 horas de vuelo de Incheon, y organizamos el traslado desde el aeropuerto, una visita a las instalaciones (que incluye el taller de moldes, la sala de moldeo de prueba ISBM y el laboratorio de control de calidad), y visitas de referencia a nuestros clientes con instalaciones en la zona. Las visitas suelen durar 2 días laborables.
Reseñas de clientes y comentarios de campo
Necesitábamos reemplazar el molde de 8 cavidades de nuestra ASB-12M, que tenía 10 años, después de que el molde japonés original se desgastara. El fabricante japonés nos cotizó aproximadamente 48 días hábiles y el doble del precio de Ever-Power. El molde de Ever-Power llegó en 41 días hábiles, lo instalamos en nuestra máquina a la mañana siguiente y, según la verificación con la máquina de medición por coordenadas (CMM), la tolerancia de la rosca del cuello resultó ser incluso más ajustada que la del molde japonés original. Llevamos cuatro meses de producción y cero problemas.
Parque Ji-hoonDirector Técnico, Envases por Contrato para Cosméticos de Seúl (Mediados de 2025)
"Pedimos un molde de 12 cavidades para frascos de gotas oftálmicas de 15 ml para nuestra máquina ASB-12M. La base de canal caliente que nos suministraron era una placa S45C de 430 × 140 × 30 mm con cuatro orificios de montaje justo donde los necesitábamos. Nuestro equipo de mantenimiento la instaló en menos de 3 horas, la producción de prueba se realizó sin problemas en el primer ciclo y hemos estado produciendo 1,8 millones de frascos al mes desde su puesta en marcha. La tolerancia de la rosca del cuello se verificó en 0,015 mm con nuestra máquina de medición por coordenadas (CMM), lo que supera las especificaciones del fabricante original."
Kim Seo-yeonGerente de planta, Daejeon Pharmaceutical Packaging (principios de 2025)
Fabricamos botellas de aceite de cocina de 1 litro con una configuración de 4 cavidades en una máquina BPET-94V3. Cuando nuestro proveedor original nos cotizó 75 días para un nuevo juego de cavidades, contactamos a Ever-Power por recomendación de otro cliente coreano. El molde llegó en 38 días hábiles, y la transparencia y el grosor de la pared igualaron o superaron los del original. El tiempo de ciclo se redujo en 0,4 segundos en comparación con nuestra antigua herramienta, gracias a que los canales de refrigeración conformados disipan el calor más rápidamente. Para la producción en grandes volúmenes, esos 0,4 segundos representan aproximadamente 190.000 botellas adicionales al año.
Jung Hyun-wooPropietario de la fábrica de embotellado de aceite de cocina de Jeonju (mediados de 2025)
Nuestro cliente de cosmética coreana solicitó un frasco de sérum de PETG de 50 ml con una sección transversal rectangular de esquinas afiladas. Dos fabricantes de moldes chinos rechazaron la geometría por considerarla imposible de moldear uniformemente. El equipo de ingeniería de Ever-Power realizó una simulación de la relación de estiramiento, identificó las esquinas que se adelgazarían y rediseñó la conicidad de la preforma para compensar. Los frascos finales superaron la prueba de caída desde 1,5 metros en 5 intentos de 5. El trabajo de ingeniería de diseño por sí solo justificó el precio.
Lee Min-jiIngeniero de I+D, Envases Cosméticos de Seongnam (principios de 2025)
Para nuestro molde de tarro de kimchi de boca ancha de 148 mm, necesitábamos una base de molde extra rígida debido a la considerable fuerza de cierre por soplado en ese diámetro de cuello. Ever-Power especificó placas de soporte P20 de 90 mm de espesor y pernos de esquina reforzados, más resistentes que nuestro molde anterior de fabricación coreana. Lo instalamos en nuestra máquina BPET-125V4 y la producción se desarrolló sin rebabas desde el primer día. Tiempo de ciclo: 19 segundos en utillaje de dos cavidades, cumpliendo exactamente con las especificaciones.
Kim Jae-wooGerente de Operaciones, Envasado de Alimentos de Gwangju (finales de 2024)
Fabricamos biberones Tritan de 240 ml con una configuración de 6 cavidades. El molde llegó con control PID individual para cada cavidad, tal como lo requiere el proceso Tritan. La estabilidad térmica en las 6 cavidades se mantuvo dentro de 1,2 °C durante nuestra prueba de calificación de 12 horas, y se cumplieron las especificaciones de claridad óptica de nuestro cliente en todas las cavidades. Seis meses de producción diaria, cero amarilleamiento, cero rechazos por calidad. Una inversión que vale cada centavo.
Yoon Min-jiDirector de Producción, Ulsan Baby Care Plastics (mediados de 2025)
Nuestra AOKI 250 ha sido una máquina incansable durante 8 años, pero el inventario original de moldes constaba de 12 referencias diferentes y los costes de reemplazo estaban consumiendo nuestro presupuesto de mantenimiento. Ever-Power reconstruyó nuestros tres moldes de mayor uso por aproximadamente el 52 % del precio cotizado por AOKI. La precisión dimensional es indistinguible de la de los originales, según la verificación con máquina de medición por coordenadas (CMM), y la entrega se realizó en 42 días hábiles, frente a los 90 días que AOKI había presupuestado. Trasladaremos los 9 moldes restantes a Ever-Power en los próximos 18 meses.
Choi Yu JinGerente de Control de Calidad, Ansan Cosmetic Contract Fillers (principios de 2025)
Productos relacionados y componentes compatibles
A Molde ISBM personalizado Alcanza su rendimiento nominal únicamente cuando se instala en una máquina del tamaño adecuado con los accesorios correspondientes. Los componentes que se detallan a continuación son los que solemos especificar en cada pedido de herramientas, disponibles a través de Ever-Power o nuestra red de socios verificados.
- Plataformas de máquinas ISBM compatibles — La gama completa de máquinas Ever-Power abarca la producción desde I+D piloto hasta grandes cantidades de galones de agua. Máquina ISBM de 4 estaciones La familia se encarga de la mayoría de las aplicaciones cosméticas y farmacéuticas coreanas, mientras que la Máquina ISBM de 3 estaciones Esta línea de productos es idónea para la producción de bebidas y productos químicos para el hogar en grandes volúmenes y ciclos cortos.
- Compresor de aire de tornillo sin aceite Diseñado para satisfacer los requisitos de aire de soplado de su molde, típicamente 3,5 MPa a 2 a 5 metros cúbicos por minuto, dependiendo del tamaño de la botella y el número de cavidades. La certificación Clase 0 sin aceite es obligatoria para aplicaciones en contacto con alimentos y productos farmacéuticos. Unidades compatibles disponibles a través de nuestra socio de compresores sin aceite.
- Par de enfriadora y torre de refrigeración Suministra agua fría a 12 grados Celsius a los canales de refrigeración conformados del molde a la presión y caudal especificados. Un sistema de refrigeración del tamaño adecuado suele marcar la diferencia entre que el molde alcance su tiempo de ciclo nominal o que funcione entre un 10 y un 15 por ciento más lento en la producción real.
- controladores de temperatura de moldes — Una unidad para el molde de preformas (temperatura típica de 15 a 25 grados Celsius para PET) y otra para la cavidad de soplado (de 10 a 18 grados Celsius para PET, hasta 95 grados Celsius para PC). Las unidades de dos zonas procesan PCTG y PPSU de paredes gruesas sin puntos calientes localizados.
- Componentes de transmisión de precisión — para el accionamiento de indexación de la plataforma giratoria de la máquina y el mecanismo de sujeción. Los ejes de acero aleado endurecido y los cojinetes de alta resistencia están disponibles a través de nuestro Socio de ejes de transmisión de precisión Para sitios que necesitan un reabastecimiento local rápido.
- Secador de resina desecante Con sistema integrado de control del punto de rocío. Fundamental para el procesamiento de PET, PC y PPSU, donde incluso un exceso de humedad del 0,05 % provoca la aparición de vetas plateadas por hidrólisis en la botella terminada.
- Cinta transportadora robótica para comida para llevar e inspección visual — Para lotes de productos farmacéuticos y cosméticos de alto valor, donde se espera una entrega sin defectos al envasado. Los sistemas de visión etiquetan las botellas que no cumplen con las tolerancias antes de que lleguen al envasado final.

¿Listo para especificar su próximo molde ISBM personalizado?
Envíenos el archivo 3D de su botella, el volumen anual previsto, el tipo de resina y el modelo de la máquina receptora. Nuestro equipo de ingeniería le enviará un informe de viabilidad completo y un presupuesto transparente en un plazo de 3 días laborables, que incluirá recomendaciones sobre el tipo de acero, la optimización del número de cavidades, una estimación del tiempo de ciclo y un plazo de entrega confirmado de entre 35 y 55 días laborables.
Contacta con nuestro equipo de ingeniería coreano. para una propuesta de herramientas a medida.
Información adicional
| Editor | Cxm |
|---|