Máquina de moldeo por inyección-soplado EP-ZQ40 (estilo europeo)

The EP-ZQ40 is a compact European-style 3-station máquina de moldeo por inyección-soplado engineered for precision pharmaceutical, cosmetic, food and daily chemical packaging. Featuring 400 KN injection clamping force — 20–30% stronger than comparable industry platforms — this entry model produces containers from 1 ml to 1,500 ml across HDPE, LDPE, PP, PS, ABS, EVA and PCTG materials with up to 9 cavities at 10 ml format. Its unique pressurised clamping structure excludes the booster cylinder from open/close duty, cutting energy consumption by 10–20% versus conventional hydraulic IBM machines. Standard servo turret rotation, a compact 3.5 × 1.3 × 1.7 m footprint and a fast 3.5-second dry cycle make the EP-ZQ40 the right starting investment for Korean pharmaceutical contract packaging, Korean cosmetic OEM factories and Korean daily chemical manufacturers who need reliable injection blow moulding at modest to mid-scale production volumes.
Product Overviews
The EP-ZQ40 sits at the entry point of Korea Ever-Power's full máquina de moldeo por inyección-soplado line, but entry-level does not mean compromised. Built to the same European structural standard as the larger ZQ60, ZQ80, ZQ110 and ZQ135 platforms, the ZQ40 delivers 400 KN injection clamping force — a figure that exceeds the industry standard for this machine class by 20–30%. The compact body (3.5 × 1.3 × 1.7 m, 3.8 tonnes) makes the ZQ40 the most space-efficient model in the ZQ series, well suited to Korean pharmaceutical contract packaging lines where cleanroom floor space is a genuine constraint, Korean cosmetic OEM factories operating multi-line formats, and Korean food packaging producers who need precision neck finish quality that extrusion blow moulding cannot reliably deliver at the 10–100 ml volume range.
The EP-ZQ40 handles the full Korean daily-use packaging material spectrum: HDPE for pharmaceutical and food applications; LDPE for squeeze-type containers; PP and PS (including lactic-acid bacteria-grade PS for Korean probiotic dairy packaging); high-transparency PS; ABS for premium cosmetic jars; EVA; PCTG; and environmentally certified corn-based materials. No other blow moulding technology — including PET injection stretch blow moulding — matches the EP-ZQ40's material breadth at this container volume range. Container volume runs from 1 ml (Korean single-dose ophthalmic ampoule) to 1,500 ml (Korean soy sauce, Korean honey, Korean daily shampoo), with cavity count from 9 cavities at 10 ml down to 1 cavity at 1,000 ml, making the ZQ40 commercially viable for runs where high per-cycle output would be inefficient at the 1 L+ volume range. The 3.5-second dry cycle — the shortest in the ZQ hydraulic series — gives the ZQ40 a production speed advantage that more than compensates for its smaller maximum cavity count relative to the ZQ60 and above at the same unit volume.
Technical Specifications — EP-ZQ40
The following parameters represent the rated specifications of the EP-ZQ40 at standard production conditions. All data are drawn from Korea Ever-Power's engineering documentation for the ZQ40 platform. Customers are advised to confirm utility supply availability (compressed air capacity, cooling water flow rate, electrical supply) against these figures during site preparation. Parameters are for reference; Korea Ever-Power reserves the right to make improvements without prior notice.
| Artículo | Unidad | EP-ZQ40 | |
|---|---|---|---|
| Sistema de inyección | |||
| Diámetro del tornillo | mm | 40 / 45 | |
| Relación L/D del tornillo | — | 22:1 | |
| Peso de inyección | gramo | 190 / 260 | |
| Potencia de calentamiento | KW | 7.5 | |
| Número de zonas de barril | — | 3+N | |
| Accidente cerebrovascular por inyección | mm | 120 | |
| Sistema de sujeción | |||
| Fuerza de sujeción — Inyección | KN | 400 | |
| Carrera de apertura: Inyección | mm | 165 | |
| Fuerza de sujeción — Soplado | KN | 60 | |
| Golpe de apertura: Soplar | mm | 140 | |
| Altura del elevador de mesa giratoria | mm | 70 | |
| Moho | |||
| Tamaño máximo de la platina (L×A) | mm | 480 × 340 | |
| Grosor del molde | mm | 180 | |
| Diámetro máximo de la botella | mm | 120 | |
| Altura máxima de la botella | mm | 220 | |
| Volumen de botella adecuado | ml | 1 – 1,500 | |
| Trazo de desprendimiento | mm | 220 | |
| Energía, servicios públicos y dimensiones | |||
| Presión hidráulica | MPa | 14 | |
| Potencia del motor | KW | 11 | |
| Ciclo seco | s | 3.5 | |
| Potencia total | KW | 20 | |
| Relación de potencia operativa | % | 52 – 70 | |
| Presión mínima de aire | MPa | 0,7 – 1,2 | |
| Capacidad de aire comprimido | M³/min | 0.7 | |
| Flujo de agua de refrigeración | M³/h | 3.5 | |
| Presión del agua de refrigeración | MPa | 0,3 – 0,4 | |
| Dimensiones (largo × ancho × alto) | METRO | 3.5 × 1.3 × 1.7 | |
| Peso de la máquina | Tonelada | 3.8 | |
EP-ZQ40 Cavity Count Reference by Bottle Volume
(Solo a título informativo; el número real de cavidades depende de la geometría de la botella y del diseño del molde).
| Volumen por botella | 10 ml | 30 ml | 60 ml | 100 ml | 250 ml | 500 ml | 1.000 ml |
|---|---|---|---|---|---|---|---|
| Caries máximas | 9 | 8 | 6 | 4 | 3 | 2 | 1 |
Los parámetros son solo de referencia. Korea Ever-Power se reserva el derecho de modificar las especificaciones sin previo aviso debido a las continuas mejoras del producto.
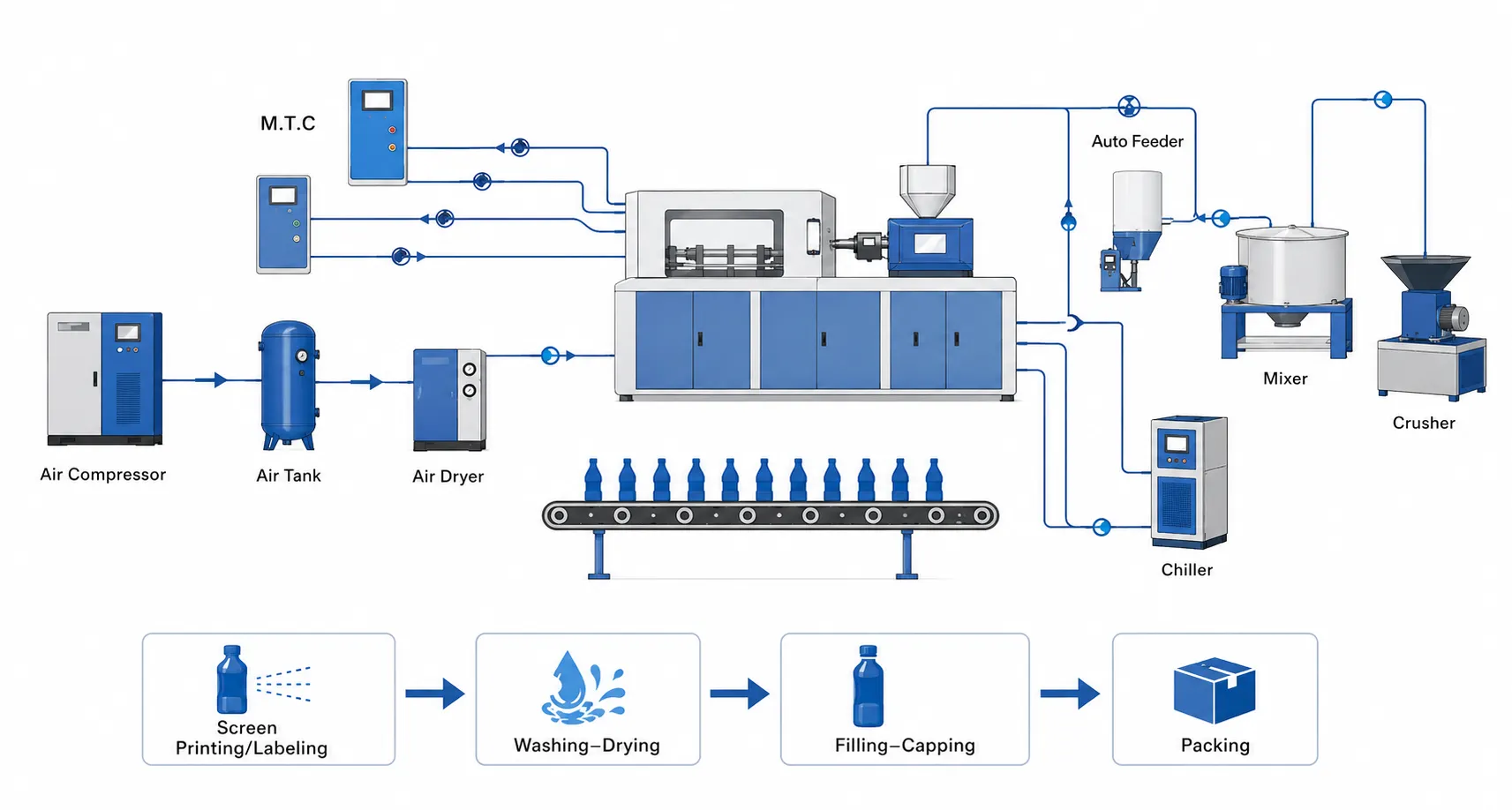
Working Principle: 3-Station Injection Blow Molding Process

The EP-ZQ40 uses a 3-station rotary turret process where injection, blow moulding and bottle stripping operate simultaneously in a single, continuous cycle. All three actions proceed in parallel — meaning the ZQ40 is not idle at any point in the cycle after reaching steady-state production. This concurrent operation is the reason the 3.5-second dry cycle translates to significantly higher throughput than cycle time alone would suggest.
Estación 1 — Inyección de preformas
Molten plastic resin — delivered from the barrel by the 40 mm or 45 mm screw at 190–260 g shot weight — is injected into the preform cavity under 400 KN clamping force. The bottle neck finish (screw thread, snap, or luer) is formed and dimensionally locked at this station with the precision that only injection moulding achieves: neck tolerances held to ±0.05 mm, sealing surfaces without parting-line flash, and thread geometry fully formed in a single shot. After controlled cooling, the injection mould opens and the mandrel — carrying the semi-solid preform at its tip — rotates 120 degrees to the blow station. The preform enters blow moulding while still retaining residual heat from injection, eliminating any need for reheating.
Estación 2 — Moldeo por soplado
At the blow station, air is delivered through the mandrel core into the preform, inflating it radially against the chilled blow cavity walls under 60 KN blow clamping force. The mould cavity shape and surface texture are replicated with high fidelity onto the finished bottle body — including embossed logos, graduation markings, and label panels. Because injection blow moulding uses no parison cutoff (unlike extrusion blow moulding), the bottle base exits with a clean, fully convex profile and no weld line weakness at the base centre. Once the bottle reaches the target form and core temperature, the blow mould opens and the mandrel rotates to the stripping station, carrying the finished bottle.
Estación 3 — Desmontaje de botellas
The finished bottle is mechanically stripped from the mandrel at the stripping station and transferred to the output conveyor, where it can be directed to automated visual inspection, side-leak testing, labelling or filling downstream. After stripping, the mandrel immediately rotates back to Station 1 to accept the next preform injection shot. The three stations execute all three operations in parallel — preform injection, bottle blowing, and bottle stripping occur simultaneously on three separate mandrel sets — producing one complete bottle per cycle per cavity. At the ZQ40's 3.5-second dry cycle for a standard pharmaceutical bottle format, a 6-cavity mould at 100 ml produces approximately 6,170 bottles per operating hour at standard fill efficiency.
What is Injection Blow Molding?
Injection blow molding (IBM) is a one-step hollow plastic container manufacturing process that produces finished bottles directly from plastic resin without generating any flash or offcut waste. It begins with injection moulding a precision preform around a steel mandrel, then inflating that preform by air pressure in a blow cavity to its final bottle shape, and finally stripping the finished bottle from the mandrel for output. The process is fundamentally different from both injection stretch blow moulding (which adds a vertical stretch rod between preform and blow stations) and extrusion blow moulding (which extrudes a parison that is then cut and blown). Injection blow moulding occupies its own distinct performance space: it produces no flash scrap, delivers superior neck finish accuracy, and supports a much broader material range than PET-focused stretch blow moulding.

The materials that injection blow molding handles are what distinguish it commercially. HDPE (high-density polyethylene) is the standard pharmaceutical container material across Korean and global pharmacopoeia — HDPE's chemical inertness, moisture barrier, and compatibility with sterilisation methods make it the default for oral liquid medicine, ophthalmic drops, nasal sprays, and vitamin supplements. LDPE's flexibility is appropriate for squeeze-type dispensing containers. PP handles hot-fill and sterilisation-compatible packaging — Korean probiotic drink single-serve bottles, Korean pharmaceutical syringe bodies, Korean food contact microwave containers. PS in food-contact grade serves Korean dairy single-serve cups and Korean lactic acid bacteria beverage containers; high-transparency PS provides glass-like clarity for premium cosmetics at a lower cost than PCTG. ABS delivers the surface hardness, impact resistance, and dimensional stability required for Korean premium cosmetic jar bodies where drop-test performance and premium hand-feel both matter. EVA handles flexible specialty formats. PCTG — a glycol-modified copolyester — combines glass-like optical clarity with chemical resistance broader than PET, serving Korean premium cosmetics, Korean laboratory reagent bottles, and Korean food storage formats.
What injection blow molding cannot do is equally important to understand for correct machine selection. IBM does not biaxially orient the polymer the way injection stretch blow moulding does, so IBM containers are not used for carbonated beverage production where biaxial PET orientation is required for CO₂ pressure retention. IBM is also not suited to tall, narrow-neck formats where the preform-to-bottle stretch ratio is very high (typically above 3:1 height ratio) — those formats belong to ISBM. IBM's strength is wide-mouth jars, short opaque pharmaceutical bottles, cosmetic jars, and daily chemical containers at volumes below approximately 2,000 ml where the material breadth and neck precision of IBM are the dominant performance criteria.
Injection Blow Molding vs Injection Stretch Blow Moulding: Which Suits Your Application?
Korea Ever-Power manufactures both IBM machines (the ZQ series including the EP-ZQ40) and ISBM machines (the HGY and HGYS series, available in the Gama de máquinas ISBM de 4 estaciones). Selecting the correct process technology is the first decision in any new packaging line investment. The table below summarises the key selection criteria.

| Criterio de selección | IBM (EP-ZQ40) | ISBM (Serie HGY) |
|---|---|---|
| Materiales primarios | HDPE, LDPE, PP, PS, ABS, EVA, PCTG | PET, PETG, PCTG, Tritán, PC, PP |
| Orientación biaxial | No stretch rod — no biaxial orientation | Vertical stretch rod — biaxial orientation |
| Bottle wall properties | Uniform, non-oriented — good for opaque containers | Biaxially oriented — high clarity, higher barrier |
| Precisión del acabado del cuello | Moldeado por inyección: máxima precisión | Moldeado por inyección: máxima precisión |
| Flash / chatarra | Zero flash — zero scrap | Zero flash — zero scrap |
| Typical applications | Pharmaceutical bottles, cosmetic jars, daily chemical, food containers | PET cosmetic serum bottles, CSD bottles, beverage, premium cosmetic |
| Producción de frascos de boca ancha | Excelente | Possible but complex |
| Carbonated beverage (CSD) | No apto | Suitable (PET/PETG) |
| Machine stations | 3 (Injection – Blow – Strip) | 3 or 4 (adds Conditioning) |
For Korean packaging buyers whose primary need is pharmaceutical container production, cosmetic jar manufacturing, or daily chemical bottle lines using HDPE, PP, PS, or ABS — injection blow molding on the EP-ZQ40 is the correct and most cost-efficient technology choice. For Korean buyers who need crystal-clear PET cosmetic serum bottles, PET water bottles with biaxial orientation clarity, or PETG premium packaging — the HGY ISBM series is the appropriate platform. Korea Ever-Power's engineering team can assess your specific bottle requirements and recommend the correct technology without commercial bias toward either product line — contact us at isbm-blow-molding.com for a free technical consultation.
Application Fields of IBM Machine

Pharmaceutical Industry
HDPE and PP medicine bottles for Korean quasi-drug and Korean GMP-compliant pharmaceutical lines. Eye drop bottles (PP or LDPE, 5–30 ml), oral liquid vials (HDPE, 30–150 ml), vitamin supplement containers (HDPE, 100–500 ml), and multi-dose liquid medicine bottles (HDPE, 100–500 ml). The EP-ZQ40's injection-moulded neck finish produces threaded and snap-fit closures with the dimensional consistency that Korean KFDA container qualification requires.

Cosméticos y cuidado personal
ABS and PCTG wide-mouth cosmetic jars for Korean K-Beauty cream packaging; PP lotion bottles and pump-top containers; high-transparency PS serum bottles for Korean functional cosmetics channels; HDPE and LDPE conditioner and shampoo containers for Korean daily haircare lines. The EP-ZQ40's 9-cavity capability at 10 ml is commercially suited to Korean cosmetic OEM factories producing sample sizes and travel-format containers alongside their regular production runs.
Food Packaging
Food-contact-grade HDPE and PP containers for Korean honey, Korean soy sauce, Korean cooking oil, Korean condiment sauces, Korean infant nutrition supplements, and Korean herbal extract packaging. The EP-ZQ40's clean base profile (no weld line from extrusion cutoff) and injection-moulded wide-mouth neck geometry are particularly valued in Korean premium food packaging where base integrity and neck seal quality are both commercial requirements.
Daily Chemical and Chemical Industry
HDPE and PP containers for Korean household cleaning products, Korean personal hygiene items, Korean surface disinfectants, and Korean industrial reagent packaging. PS (lactic acid bacteria grade) bottles for Korean probiotic dairy products and Korean functional beverage single-serve containers. The EP-ZQ40 handles the chemical contact requirements of industrial cleaning formulations in HDPE with the dimensional consistency that Korean automated filling lines require for tamper-evident and child-resistant closure fitment.

Essential Matching Components for the EP-ZQ40
A high-output injection blow molding machine requires a matched ecosystem of auxiliary components. Korea Ever-Power provides the following matching components as part of the complete EP-ZQ40 production line package.

- ZQ Series IBM Moulds (Injection Mould + Blow Mould + Mandrel Set)
The ZQ40-compatible mould set is manufactured in Korea Ever-Power's precision mould workshop, using 4Cr13 stainless steel or imported S136 alloy steel for the injection cavity body and preform tooling — material grades that deliver corrosion resistance, mirror-polish capability (Ra ≤ 0.05 μm for pharmaceutical bottle cavities), and service life exceeding 1 million cycles under standard HDPE/PP production conditions. Blow mould bodies can be supplied in magnesium-aluminium alloy for improved cooling cycle efficiency. Every ZQ40 mould set is trial-moulded on the EP-ZQ40 platform before shipment, with a 500-piece sample run and dimensional report confirming that neck OD, thread pitch and body diameter all meet the drawing specification before the mould leaves the factory. - Oil-Free Air Compressor (0.7–1.2 MPa, 0.7 M³/min minimum capacity)
The EP-ZQ40 requires 0.7–1.2 MPa compressed air at 0.7 M³/min minimum for the blow station and for turret rotation pneumatics. For Korean pharmaceutical and Korean food-grade production, an oil-free screw compressor is mandatory — any oil contamination in the blow air contacts the bottle interior during blowing and risks contaminating the pharmaceutical or food product. Korea Ever-Power recommends and can supply matched oil-free screw air compressors rated for the EP-ZQ40's air demand, complete with aftercooler and desiccant air drying system, to ensure Class 0 oil-free air quality at the blow station inlet. - Mould Temperature Controller and Chiller
Precise and stable mould temperature is the most important process variable for consistent wall thickness distribution and surface finish in injection blow molding. The EP-ZQ40 requires 3.5 M³/h cooling water at 0.3–0.4 MPa for the injection mould and blow mould circuits. Korea Ever-Power supplies matched mould temperature controllers for the injection mould circuit (typically set at 20–40°C for HDPE, higher for PP) and water chillers for the blow mould circuit where below-ambient cooling temperatures improve cycle time and bottle dimensional stability.

¿Por qué elegir Korea Ever-Power para su inversión en IBM?
- Full European-structure IBM expertise: Korea Ever-Power's ZQ series implements the European structural philosophy that positions the booster cylinder outside the open/close circuit — a design decision that reduces energy consumption by 10–20% versus conventional IBM hydraulic systems and extends the clamping mechanism service life by removing repetitive load from the booster component.
- Integrated machine and mould manufacturer: Korea Ever-Power manufactures both the EP-ZQ40 IBM machine platform and the matched ZQ mould sets in the same engineering environment. This integration means the mould is designed, trialled and qualified on the exact machine that the customer will receive — eliminating the dimensional mismatch risk that occurs when machine and mould come from separate suppliers.
- Certificación CE e ISO 9001:2015: The EP-ZQ40 carries CE marking for European market conformity and is manufactured under ISO 9001:2015 quality management system. These certifications support Korean customers who export their packaged products to European or North American markets where container manufacturing documentation is part of the regulatory submission.
- Comprehensive turnkey service: Korea Ever-Power provides pre-sale technical consultation (bottle geometry review, material selection, cavity count calculation), installation and commissioning by experienced field engineers, operator training (machine operation, mould change, fault diagnosis), and preventive maintenance scheduling with adequate spare parts inventory to minimise Korean customer downtime.
- 24×7 after-sales service hotline: Korea Ever-Power's after-sales service line is available around the clock. Most diagnostic issues can be resolved remotely through machine PLC remote access. For hardware issues, express logistics from Korea Ever-Power's spare parts inventory delivers common wear components within 24–48 hours to Korean production sites.
- Full IBM-to-ISBM product range: Korea Ever-Power is one of the very few manufacturers that offers both hydraulic IBM (ZQ40–ZQ135) and ISBM (HGY150-V4 through HGYS280-V6) machine platforms from the same engineering base. A Korean packaging factory that starts on the EP-ZQ40 IBM platform can scale to higher-volume IBM models or transition to ISBM for PET applications with the same supplier relationship, training framework, and spare parts ecosystem.

Frequently Asked Questions — EP-ZQ40
Q1: Can the EP-ZQ40 process PET resin for clear bottle production?
PET requires biaxial orientation (both axial stretching and radial blowing) to achieve the clarity, barrier properties and strength for which it is valued in packaging. The EP-ZQ40's 3-station injection blow molding process does not include a stretch rod — it inflates the preform radially only, without axial stretching. Processing PET on an IBM machine without biaxial orientation produces PET bottles with significantly lower clarity and barrier performance than ISBM-produced PET, and is not commercially recommended. For clear, oriented PET bottle production, the Korea Ever-Power HGY series ISBM machines are the appropriate platform. The EP-ZQ40 serves HDPE, PP, PS, ABS, PCTG, EVA and similar materials where biaxial orientation is not required.
Q2: What is the actual hourly output of the EP-ZQ40 at typical pharmaceutical bottle production?
With a 3.5-second dry cycle and accounting for practical production efficiency (typically 85–90% at steady state), the EP-ZQ40 produces approximately 900–950 cycles per operating hour. At the most common cavity configurations: 4-cavity 100 ml HDPE pharmaceutical bottle: approximately 3,600–3,800 bottles/hour; 6-cavity 60 ml HDPE eye drop bottle: approximately 5,400–5,700 bottles/hour; 8-cavity 30 ml HDPE syrup vial: approximately 7,200–7,600 bottles/hour; 9-cavity 10 ml PP ophthalmic container: approximately 8,100–8,550 units/hour. These production rates are estimates based on standard process conditions with Korea Ever-Power's ZQ40 mould sets; actual output depends on material, wall thickness, cooling circuit performance and operator efficiency.
Q3: How long does a mould changeover take on the EP-ZQ40?
On the EP-ZQ40, a complete mould changeover — removing the existing injection mould, mandrel set and blow mould, installing the new mould set, and achieving first-article sample approval — typically takes 2.5 to 4 hours for an experienced operator following Korea Ever-Power's SMED mould change protocol. Changeover time is primarily influenced by whether the new mould requires a different neck finish (which necessitates mandrel set replacement), whether the bottle height difference requires mechanical stopper adjustment, and the temperature stabilisation time after recommissioning the mould temperature controller circuits. Korea Ever-Power's field engineering training covers mould changeover procedure as a core module during installation commissioning.
Q4: What cooling water quality does the EP-ZQ40 require?
The EP-ZQ40 requires 3.5 M³/h cooling water at 0.3–0.4 MPa pressure. Water quality requirements: hardness below 150 ppm CaCO₃ equivalent (to prevent scale buildup in the mould cooling channels that would reduce cooling efficiency and increase cycle time over time); pH 6.5–8.0; chloride content below 50 ppm (to prevent corrosion of the stainless steel mould inserts). Korea Ever-Power recommends installing a water treatment skid — filter, softener and corrosion inhibitor dosing — on the EP-ZQ40's cooling water circuit when commissioning in Korean industrial zones where municipal water hardness is typically 100–250 ppm CaCO₃.
Q5: Can the EP-ZQ40 produce wide-mouth jars with 53 mm or 63 mm neck openings?
Yes. The EP-ZQ40's maximum platen size of 480 × 340 mm and maximum bottle diameter of 120 mm accommodate wide-mouth jar formats up to approximately 63 mm neck OD within the 400 KN injection clamping capacity. Wide-mouth jar production (Korean honey jars, Korean cream jars, Korean food jars) is one of the EP-ZQ40's commercially important application areas — the injection-moulded wide-mouth neck delivers the dimensional precision that press-on and induction-seal closures require, which extrusion blow moulding cannot consistently achieve. For very large wide-mouth formats above 80 mm neck OD or containers above 1,500 ml, the EP-ZQ60 or EP-ZQ80 platforms with larger platen size and higher clamping force are the appropriate models.
Q6: Does the EP-ZQ40 require a cleanroom environment for pharmaceutical production?
The EP-ZQ40 itself does not require installation inside a classified cleanroom — the machine is designed for conventional factory floor installation. However, Korean pharmaceutical GMP requirements typically specify the container manufacturing environment. For Korean KFDA GMP-compliant pharmaceutical container production, the production area around the EP-ZQ40 is commonly fitted with positive-pressure HEPA air supply and smooth cleanable surfaces to achieve ISO Class 8 (100,000 class) or better ambient air quality. Korea Ever-Power can provide guidance on machine placement and enclosure options for Korean pharmaceutical GMP site preparation during the installation planning phase.
Q7: What is the expected service life of the EP-ZQ40 hydraulic clamping system?
The EP-ZQ40's unique pressurised clamping structure — where the booster cylinder is excluded from the open/close cycle and only engages at the high-clamping-force hold phase — significantly extends the service life of the hydraulic clamping components compared to conventional designs where the booster participates in every open/close motion. Under standard two-shift operation (16 hours/day), the main hydraulic oil should be changed annually or every 3,000 operating hours. The hydraulic oil filter cartridge should be inspected monthly and replaced at 6-month intervals. The Parker hydraulic control valves specified for the EP-ZQ40 are rated for 10+ million cycles and seldom require replacement under normal operating conditions with clean hydraulic oil.
Q8: What is the lead time from order to machine delivery and commissioning in Korea?
Standard EP-ZQ40 machine manufacturing time is 55–70 days from confirmed purchase order and payment receipt. If a matched ZQ40 mould set is ordered simultaneously, mould manufacture requires 35–50 days and can proceed in parallel with machine manufacture for most standard formats. Sea freight from Korea Ever-Power's facility to Korean ports (Busan, Incheon) adds approximately 7–14 days. Installation and commissioning by Korea Ever-Power field engineers requires 3–5 days on-site, followed by 3–5 days of operator training. Total timeline from purchase order to production-ready machine in Korea: approximately 70–90 days with a standard bottle format and no major site preparation works outstanding.
Q9: Can the EP-ZQ40 be upgraded to produce larger bottle formats if our production volume grows?
The EP-ZQ40 is hardware-limited to 480 × 340 mm maximum platen and 400 KN injection clamping — these are the physical constraints of the ZQ40 platform that cannot be field-upgraded. For production programmes that grow to require larger bottle diameters (above 120 mm), higher cavity counts (above 9 at 10 ml), or volumes above 1,500 ml, the upgrade path is to add an EP-ZQ60 (600 KN, 600 × 390 mm) alongside the EP-ZQ40 rather than replacing it. The ZQ40 can then continue on small and medium formats while the ZQ60 handles larger formats — a common configuration in Korean cosmetic OEM factories that produce a wide range of container sizes across multiple product lines.
Q10: Is the EP-ZQ40 compatible with regrind (in-process recycled resin)?
Yes, with appropriate process controls. The EP-ZQ40 can process regrind (ground runners and startup scrap from previous production) blended with virgin resin at up to 20% regrind ratio for non-food, non-pharmaceutical applications. For Korean food-contact and Korean pharmaceutical packaging, Korean KFDA food contact regulations require that containers are produced from virgin resin or from approved recycled resin sources — production-process regrind from the same material line is generally acceptable at low loading if documented in the production record. Korea Ever-Power recommends consulting the Korean brand owner's packaging specification before introducing regrind into pharmaceutical or food-contact IBM production to ensure compliance with their specific Korean KFDA submission.
Reseñas de clientes y comentarios de campo
"We run the EP-ZQ40 on an HDPE 100 ml pharmaceutical bottle, 4 cavities. The neck finish tolerance is exactly what our induction-seal equipment needs — we had zero seal-failure rejects in the first three months of production. The machine has been running two shifts daily without a single unplanned stop. The Korea Ever-Power installation team stayed four days and made sure we were comfortable before they left."
Park Yong-jun, Production Manager, Pharmaceutical Contract Packaging, Incheon (Early 2025)
"We switched from extrusion blow moulding to the EP-ZQ40 for our HDPE cosmetic jar line. The zero-flash production alone saves us about 40 minutes of manual trimming per shift. Product quality is noticeably more consistent — we used to get occasional base warping on the EBM line, and we've had none on the ZQ40 after six months. The compact footprint was the other deciding factor — we gained back 8 square metres of floor space."
Lee Ji-yeon, Operations Director, Cosmetic OEM Factory, Gyeonggi-do (Mid 2024)
"We use the EP-ZQ40 for our Korean honey jar line — 250 g and 500 g PP wide-mouth. We were worried about the neck finish on wide-mouth containers, but the injection-moulded neck on the ZQ40 gives us a perfectly flat sealing surface that our heat-induction seal never had issues with. The energy bill is lower than our old EBM machine too, noticeably so — about 15% less per shift at the same output."
Choi Hyun-soo, Factory Owner, Korean Food Packaging, South Gyeongsang Province (Late 2024)
"The after-sales support is better than I expected. We had a hydraulic valve question about six weeks after commissioning — called the hotline, had a remote diagnostic session within two hours, and the engineer walked us through the adjustment. No need for a site visit. For a machine at this price point, the support quality is genuinely impressive."
Kim Sang-woo, Technical Lead, Daily Chemical Bottle Production, Busan (Early 2025)
"We ordered the EP-ZQ40 with a 6-cavity 30 ml PP ophthalmic bottle mould. The mould arrived already trial-moulded with a dimensional report — every cavity within tolerance on neck OD, body diameter and weight. First production run first-article approval passed same day. The lead time from order to machine arrival was 68 days, which matched what was quoted."
Jung Min-ah, Procurement Manager, Ophthalmic Pharmaceutical Packaging, Seoul (Mid 2024)
"I was initially comparing the EP-ZQ40 with a Chinese competitor at a lower price. After reviewing the ZQ40's booster cylinder design — where the booster isn't part of every open/close stroke — I understood why the clamping mechanism would last longer. Two years later, I'm glad I chose the ZQ40. The competitor's machine in another factory I know had a clamping cylinder repair at 18 months. Ours has had zero mechanical issues."
Son Woo-jin, Plant Director, Probiotic Dairy Container Production, Daejeon (Late 2023)
Productos relacionados
Máquina ISBM de 3 estaciones
Máquinas de moldeo por soplado y estirado por inyección de un solo paso con torreta giratoria de 3 estaciones: tamaño compacto, ciclo de secado rápido, ideales para la producción de botellas pequeñas y medianas de PET y PETG.
Explorar ISBM de 3 estaciones →
Máquina ISBM de 4 estaciones
La planta ISBM de 4 estaciones con estación de acondicionamiento dedicada permite la producción de botellas no redondas, ovaladas y planas con un espesor de pared uniforme, incluidas las plataformas compatibles con ASB-12M y AOKI.
Explorar ISBM de 4 estaciones →
Máquina ISBM de 6 estaciones
Plataforma ISBM de doble inyección y 6 estaciones de alto rendimiento: casi el doble de capacidad de producción que una plataforma de 4 estaciones con una superficie equivalente, adecuada para líneas de producción de volumen medio a grande en Corea del Sur, dedicadas a bebidas, cosméticos y productos farmacéuticos.
Explorar ISBM de 6 estaciones →
Molde para máquina ISBM
Moldes personalizados de inyección-estirado-soplado de un solo paso en acero inoxidable S136, compatibles con las plataformas coreanas Ever-Power HGY, japonesas ASB-12M, AOKI 250 y ASB-70DPH. Configuraciones de 1 a 28 cavidades.
Explorar moldes ISBM →
Editor: Cxm
Información adicional
| Editor | Cxm |
|---|

























