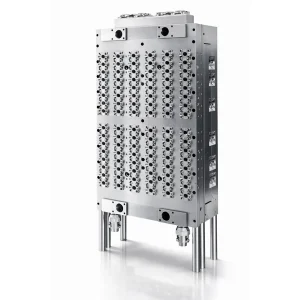
Formkernekomponent | Udkastkernefastgørelsesplade til ASB-12M 15 ml 1 × 6 hulrum
Ever-Powers dedikerede udstødningskernefastgørelsesplade til ASB-12M 15ml 1×6 kavitetsværktøj er en 100% drop-in OEM-udskiftningsstrukturkomponent fremstillet af certificeret S45C medium kulstofstål. Med 275×75×40 mm præcisionsslebet geometri, ±0,02 mm planaritetstolerance og normaliseret varmebehandling eliminerer dette enkeltkomponentreservedele udstødningskinematisk binding, sikrer absolut kernestabilitet og beskytter din primære formstak mod rivningsskader.
Produktoversigt
De Dedikeret fastgørelsesplade til udkastningskerne (delnr. 83) er en enkeltkomponent strukturel reservedel konstrueret specifikt til den japanske ASB-12M 15ml 1×6 kavitetsværktøjskonfiguration. Selvom den ofte overses som blot en monteringsplade, er denne præcisionsslebne stålblok på 275×75×40 mm faktisk det kinematiske fundament for hele udstødningssystemet. Dens planaritetstolerance bestemmer, om dine udstøderstifter bevæger sig korrekt, og dens strukturelle stivhed bestemmer, om stifterne opretholder vinkelrethed under de cykliske belastninger på 5.000+ Newton, der er typiske for ASB-12M højhastighedsudstødningsslag.
For koreanske farmaceutiske kontraktproducenter og kosmetiske prøvepåfyldningsvirksomheder, der bruger ASB-12M-udstyr ud over 3-årsmærket, er træthed i denne specifikke fikseringsplade en af de tidligste årsager til produktionsfejl. Synlige symptomer omfatter ensidig variation i vægtykkelsen på 15 ml-flaskerne, strækning af bundporten, uventede trykstigninger i udkastningstrykket på maskinens servo- eller hydrauliske monitor og synlige glimt omkring præformens halsringområde. Alt dette kan spores tilbage til en skæv eller toleranceløs fikseringsplade, der tillader udkasterkerneenheden at forskyde sig mikroskopisk under hver produktionscyklus.
Vores reservedele er fremstillet udelukkende i henhold til originalen P2504-A068-seriens tegning på 5-aksede DMG Mori CNC-bearbejdningscentre, hvor alle kritiske kontaktflader undergår sekundær præcisionsoverfladeslibning for at opnå en planhed og parallelitetstolerance under 0,02 mm og en overfladeruhed på Ra 0,8. Resultatet er en drop-in-udskiftning, der gendanner din ASB-12M udkastningsstation til fabriksny kinematisk præcision uden at kræve nogen modifikationer af maskinpladen, shimming eller bænkemontering fra dit vedligeholdelsesteam.
Koreanske købere vurderer typisk denne komponent i forhold til tre alternativer: Nissei ASB OEM-reservedelene (8-12 ugers leveringstid, cirka 2,2 gange Ever-Power-prisen), generiske kinesiske eftermarkedsdele (dimensionstolerance ofte ±0,1 mm, utilstrækkelig til ASB-12M kinematiske krav) og intern slibning af eksisterende slidte plader (gendanner sjældent planariteten tilstrækkeligt til langsigtet stabilitet). For faciliteter, der kører farmaceutisk eller premium kosmetisk produktion, hvor kasseringsraten direkte påvirker overholdelsen af reglerne, er Ever-Power drop-in-erstatningen den eneste mulighed, der leverer præcision svarende til Japan med 2 ugers levering til koreanske destinationer.
Produktets kernespecifikationer Hurtig reference
For produktionschefer og vedligeholdelsesingeniører, der har brug for øjeblikkelig verifikation af reservedeles kompatibilitet med eksisterende ASB-12M-installationer, afspejler de kritiske tekniske parametre nedenfor den aktuelle P2504-A068 del nr. 83-specifikation. Alle datapunkter kan spores direkte til vores CMM-inspektionsrapporter, der genereres på hver enkelt plade før afsendelse.
| Parameter | Specifikation / Værdi |
|---|---|
| Anvendelig maskinplatform | ASB-12M ISBM-maskine (naturlig montering) |
| Tilsvarende flaskeformat | 15 ml kapacitet (1×6 kavitationslayout) |
| Præcis komponentbetegnelse | Udkastningskernefastgørelsesplade (delnr. 83) |
| Primært basismateriale | S45C mellemkulstofstål (svarende til AISI 1045) |
| Kritisk geometrisk kuvert | 275 mm × 75 mm × 40 mm |
| CNC-bearbejdning præcision | ±0,02 mm til ±0,05 mm |
| Reference til teknisk tegning | P2504-A068_15ml_12M_1x6_1-1 |
Download teknisk tegning:
P2504-A068_15ml_12M_1x6_1-1.pdf (Detaljeplan for del nr. 83)
Komponentfunktion og kinematisk betydning i ASB-12M
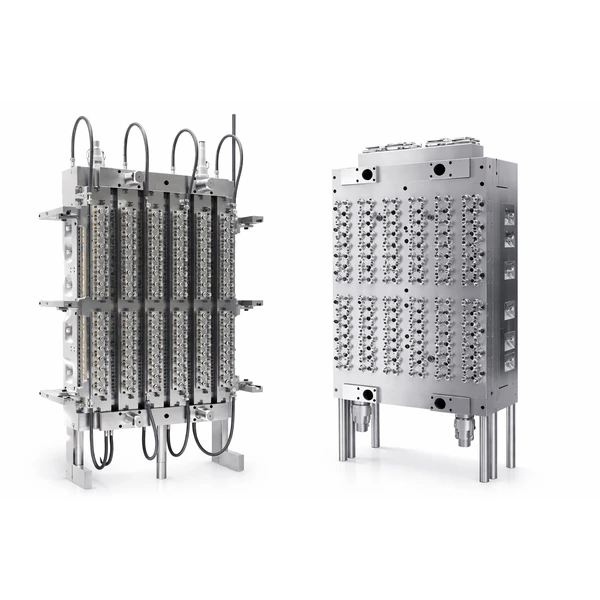
I økosystemet med enkelttrins sprøjtestøbning og strækblæsestøbning repræsenterer udkastningsstationen det kritiske sidste trin i produktionscyklussen, hvor færdige 15 ml flasker skal fjernes rent fra kernestængerne og overføres til det efterfølgende transportbånd. Udkastningskernefastgørelsesplade (delnr. 83) fungerer som den grundlæggende stive rygrad for hele udstødningskerneenheden. Brug af et 1×6 hulrumslayout til 15 ml beholdere koncentrerer i sagens natur betydelig mekanisk belastning i et kompakt geometrisk fodaftryk på 275×75×40 mm, hvilket gør plan stivhed til den vigtigste mekaniske egenskab.
Som den grundlæggende fastgørelsesplade garanterer denne komponent præcis synkroniseret bevægelse af udstødningskernerne på tværs af alle seks hulrum samtidigt. Den bestemmer direkte dimensionsstabiliteten og den jævne afformning af færdige 15 ml flasker. Hvis denne plade oplever selv mikroskopisk udbøjning (bøjning) under den cykliske udstødningsbelastning på 5.000+ Newton, overføres den resulterende vinkelforskydning øjeblikkeligt til udstøderstifterne og kernestængerne. Denne mikroforskydning forårsager kinematisk binding, en destruktiv tilstand, hvor metal brænder mod metal, hvilket fører til for tidligt slid på udstøderhylstre, kerneforskydning og i sidste ende alvorlig skade på de primære formkomponenter, som koster $40.000 til $80.000 USD at udskifte.

Løsning af de primære operationelle smertepunkter
Udskiftning af en træt, skæv eller original fastgørelsesplade uden for tolerancen med vores præcisionsfremstillede modstykke fjerner almindelige udstødningsuregelmæssigheder, der plager koreanske ASB-12M-installationer, der er ældre end 3 til 5 år. De specifikke symptomer, som vores udskiftning afhjælper, omfatter:
- Asynkron udstødning hvor flasker hænger op på den ene side af 1×6-hulrummet, hvilket forårsager linjestop og manuel indgriben
- Friktionsrystelser under udkastningsslaget synligt på maskinens servotrykmonitor som trykspidser
- Stressblegning på præformen/flaskebunden forårsaget af lokaliseret stifttryk på grund af forkert justering
- Skade på halsringen fra ujævn fordeling af udstødningskraften på tværs af de seks hulrum
- For tidlig fejl på udstøderstiften kræver uplanlagt vedligeholdelse og udskiftning
Ved at genoprette absolut planjustering beskytter udskiftningspladen den strukturelle integritet af din primære sprøjtestøbestak og holder hele ASB-12M-produktionscellen kørende inden for specifikationerne. For koreanske farmaceutiske faciliteter, hvor et enkelt produktionsstop kan ugyldiggøre en GMP-batch og tvinge bortskaffelse af tusindvis af flasker, har denne strukturelle pålidelighed økonomisk værdi langt ud over pladens egen købspris.
Metallurgisk overlegenhed og præcisionsbearbejdningsworkflows
Materialevalget og nøjagtigheden af subtraktive fremstillingsprocesser bestemmer levetiden for Eject Core-fastgørelsespladen. I modsætning til kosmetiske overfladekomponenter er denne plade et meget belastet strukturelt element, der opererer i et miljø, der er karakteriseret ved hurtige termiske cyklusser fra omgivelsestemperatur til 85 Celsius og intense mekaniske stød ved hvert udkastningsslag.
Materialevidenskab: Højkvalitets S45C kulstofstål
Vi bruger udelukkende premium-certificeret S45C medium kulstofstål (svarende til AISI 1045) til denne specifikke komponent. S45C er konstrueret med et kulstofindhold på 0,42 til 0,48 procent, hvilket giver en exceptionel balance mellem trækstyrke, høj elasticitetsmodul (stivhed) og fremragende bearbejdelighed til præcisions-CNC-arbejde. Hver stålblok gennemgår en grundig normaliserings- og anløbningsvarmebehandling for at aflaste interne restspændinger før den endelige bearbejdning, hvilket sikrer, at 275×75×40 mm blokken ikke vrider eller deformerer, når den udsættes for driftstemperaturer i ASB-12M-pladeområdet under kontinuerlige produktionsskift.
Den høje strukturelle stivhed i korrekt varmebehandlet S45C dæmper effektivt harmoniske vibrationer, der genereres under det hurtige udkastningsslag, og beskytter dermed sarte 15 ml hulrumsgeometrier mod kumulativ udmattelsesskade. Sammenlignet med alternative materialer er S45C det teknisk optimale valg til denne specifikke rolle: P20 forhærdet værktøjsstål tilføjer unødvendige omkostninger (pladen er ikke i kontakt med plaststrømmen), generiske lavkulstofstål mangler tilstrækkelig trækstyrke, og aluminiumlegeringer mangler det Youngs modul, der kræves til vibrationsdæmpning.
 |
 |
 |
 |
Avanceret CNC-bearbejdning og geometrisk tolerance
Fremstilling udføres på 5-aksede DMG Mori CNC-bearbejdningscentre for at sikre, at alle kritiske funktioner skæres i en enkelt opsætning, hvilket eliminerer nulpunktforskydningsfejl, der plager fremstilling med flere opsætninger. Vi overholder nøje de originale OEM-blueprint-tolerancer, der er dokumenteret i P2504-A068-serien. Alle primære kontaktflader gennemgår præcisionsoverfladeslibning på en Mitsubishi-sliber for at opnå en planhed og parallelitetstolerance på under 0,02 mm og en overfladeruhed på Ra 0,8.
De kritiske M8-gevindmonteringshuller og dyvelstiftjusteringsboringer er underlagt en stiv positionstolerance, garanteret inden for ±0,02 mm af den faktiske position. Derudover er alle ikke-funktionelle skarpe kanter omhyggeligt bearbejdet med C1,5 til C2,0-affasninger for at eliminere spændingsstigninger, der kan starte revneudbredelse i løbet af produktionslevetiden på over 5 millioner cyklusser, og for at sikre sikker og uforstyrret installation af dine vedligeholdelsesteknikere under nødudskiftningsscenarier.
Omfattende tekniske data og specifikationer
Følgende tabel omsætter kritiske tegningsdata til verificerbare parametre, som dit ingeniørteam kan krydsreferere med eksisterende værktøjer i P2504-A068-serien, inden indkøbsordren afgives.
| Ingeniørparameter | Specifikationsværdi | Tekniske noter / Planreference |
|---|---|---|
| Samlet længde (L) | 275 mm | Tolerance +0,00 / -0,05 mm |
| Samlet bredde (B) | 75 mm | Tolerance +0,00 / -0,05 mm |
| Samlet tykkelse (H) | 40 mm | Præcisionsfladeslebet parallel; planhed <0,02 mm |
| Materialekvalitet | S45C kulstofstål | Normaliseret og stressaflastet; C-indhold 0,42-0,48% |
| Fastgørelsesgrænseflade | M8 × 1,25 (flere) | Gevindklasse 6H; affaset indføring; CNC-gevindfræset |
| Justeringsfunktioner | Præcisionsdyvelboringer | H7-tolerance for præcis positionslåsning |
| Overfladehårdhed | HRC 15 – 20 (Base) | Optimeret til sejhed og modstandsdygtighed over for revner |
| Overfladeruhed | Ra 0,8 | Alle kontaktflader; præcisionsslebet finish |
| Estimeret masse | ~6,45 kg | Solid billetkonstruktion, ingen hulrum eller lynnedslag |
| Omstillingsproces i produktionen | 2 uger | Standardfremstilling; hurtigere muligheder tilgængelige |
Absolut kompatibilitet og systemudskiftelighed
100% Direkte OEM-udskiftningsgaranti
Denne Eject Core-fastgørelsesplade (delnr. 83) er fremstillet i nøje overensstemmelse med de originale ingeniørtegninger i P2504-A068-serien. Vi garanterer 100 procent dimensionel, geometrisk og funktionel kompatibilitet med ASB-12M sprøjtestøbeenheden. Den fungerer som en direkte plug-and-play ASB-formudskiftningskomponent, og der kræves absolut ingen lokal slibning, shimming eller ændringer af maskinpladen under installationen. For koreanske vedligeholdelseshold betyder det, at pladen kan installeres i løbet af et planlagt 4-timers vedligeholdelsesvindue uden længerevarende produktionsforstyrrelser.

Anvendelig værktøjsserie
Denne del er eksplicit konstrueret til 15 ml flaskeformatet, der fungerer i et 1×6 kavitationslayout. Den specifikke længde på 275 mm spænder over den nøjagtige stigning på det 6-hulrums lineære array, hvilket sikrer en udlignet udstødningstrykfordeling på tværs af alle seks stationer samtidigt. Denne udligning er det, der forhindrer kernestiftens udbøjning på de ydre hulrum, hvilket bliver stadig mere problematisk, efterhånden som den originale japanske plade akkumulerer træthedsskader over millioner af produktionscyklusser.
Tilknyttede systemkomponenter
Når udskiftning af Eject Core-fastgørelsespladen anbefales, anbefaler vores ingeniørafdeling kraftigt samtidig inspektion af relaterede formkomponenter. Specifikt skal integriteten af strækstangens dækplader, ejektorens afisoleringsplader og primære køleblokke (især dem, der bruger ORRC PLAST-materialer til forbedret varmeoverførsel) vurderes. Ved at sikre, at hele ejektor-underenheden forbliver inden for tolerancen, garanteres det mest stabile produktionsmiljø og levetiden for den nye udskiftningsplade maksimeres.
Strenge kvalitetssikrings- og metrologiprotokoller
Levering af ISBM-reparationsdele til globale førsteklasses pakkefaciliteter kræver nul defekter. Vores kvalitetskontrolmatrix sikrer, at hver plade er en perfekt gengivelse af CAD-blueprintdataene med dokumenteret sporbarhed fra råmaterialecertifikat til endelig CMM-verifikation før kassering.
1. Absolut sporbarhed af tegninger
Hver fremstillet fastgørelsesplade er laserætset med et unikt serienummer, der permanent forbinder den med den specifikke blueprint-revision (del nr. 83, Blueprint-fil 1-1). Dette sikrer fuld livscyklussporbarhed for koreanske kunder, der opererer med blandede flåder, og forenkler fremtidig genbestilling, når den samme geometri er nødvendig på tværs af flere faciliteter.
2. Certificeret materialeproveniens (møllecertifikater)
Vi bruger ikke ubekræftede generiske ståltyper. S45C kulstofstålblokken leveres med et verificerbart mølletestcertifikat, der validerer den kemiske sammensætning (kulstof-, mangan-, siliciumgrænser) og mekaniske flydeegenskaber i henhold til JIS G4051-standarden. Dette certifikat leveres med pladen til din kvalitetsingeniørfil.
3. CMM-metrologirapporter
Efter CNC-bearbejdning transporteres pladen til et klimakontrolleret metrologilaboratorium. Ved hjælp af en Zeiss-koordinatmålemaskine måler vi kritiske monteringshullers sande positioner, dyvelhullernes diametre og den globale plane fladhed. Kun plader, der overholder de strenge grænseværdier på ±0,02 til ±0,05 mm, er godkendt til pakning. Den resulterende CMM-rapport med målte værdier oven på tegningen ledsager hver forsendelse.
4. Nulrisikogaranti og garanti
Vi står fuldt og fast bag vores ingeniørkunst. Denne komponent har en streng tilpasningsgaranti: Hvis dimensionerne ikke stemmer fejlfrit overens med dit ASB-12M 15ml 1×6-værktøj, refunderes pengene fuldt ud. Den udvidede garanti dækker 12 måneder eller 1,5 millioner driftscyklusser mod strukturelle revner eller fabrikationsfejl under standard driftsparametre.
 |
 |
 |
 |
Anvendelsesscenarier, høje rPET-krav og forebyggende vedligeholdelse
Hvornår er udskiftning obligatorisk?
Koreanske vedligeholdelseschefer bør planlægge udskiftning af Eject Core-fastgørelsespladen, når et af følgende symptomer opstår under normal produktion:

- Visuel inspektion afslører dyb rivning, ridser eller nætninger på monteringsfladerne
- 15 ml-flaskerne udviser ensidige variationer i vægtykkelsen eller strækning af basegate, hvilket indikerer en excenter præformudkastning.
- Maskinens servo- eller hydrauliske udkastningsbelastningsmonitor viser uventede trykstigninger, hvilket tyder på kinematisk binding i kerneenheden
- Synlig glimt omkring præformens halsringområde på grund af utilstrækkelig lukkejustering under injektionsfasen
- Laserplanaritetsmåling på tværs af monteringsfladen overstiger specifikationsgrænsen på 0,05 mm




Udfordringen med høj rPET
I takt med at den koreanske og østasiatiske emballageindustri bevæger sig aggressivt mod bæredygtighed, er brugen af ISBM-forme, der understøtter et højt indhold af genbrugs-PET (rPET), blevet standard på tværs af drikkevare-, kosmetik- og fødevareapplikationer. rPET-blandinger udviser ofte andre krympnings- og klæbrighedsprofiler sammenlignet med jomfruharpiks, hvilket kræver højere udstødningskræfter for at fjerne præformen fra kernestangen. Dette intensiverer den mekaniske belastning på udstødningskernefastgørelsespladen med 20 til 35 procent afhængigt af procentdelen af genbrugsindholdet. Opgradering til vores præcise, ubøjelige S45C-plade sikrer, at dit værktøj modstår de øgede mekaniske belastninger ved at køre 50 til 100 procent rPET uden at afbøje eller sætte sig fast.
Protokol for ekspertinstallation og forebyggende vedligeholdelse
For at maksimere levetiden for del nr. 83, bør koreanske vedligeholdelsesteams nøje overholde følgende installationsparametre:
- Overfladebehandling — Rengør ASB-12M-pladegrænsefladen og fastgørelsespladens kontaktflader grundigt med et industrielt opløsningsmiddel, der ikke indeholder rester. Selv en lille plet af forkullet harpiks eller grus på 0,05 mm kan få pladen til at sidde forkert.
- Forsmøring — Påfør et mikroskopisk lag af ekstremt tryk (EP) kobber-anti-seize-middel eller højtemperatur-lithiumfedt på dyvelstifter og M8-gevindhuller for at forhindre rivning i løbet af levetiden.
- Momentsekvens — Sæt alle M8-fastgørelseselementer løst i. Spænd boltene i et præcist krydsdiagonalt (stjernemønster) i tre trin med en kalibreret momentnøgle for at nå det fabriksspecificerede endelige moment. Dette forhindrer lokale spændingskoncentrationer og garanterer ensartet plant leje.
- Rutinemæssig PM — Inkluder denne plade i din tjekliste for forebyggende vedligeholdelse over 500.000 cyklusser. Kontroller, at momentspecifikationerne forbliver stramme, og brug en måleur til at kontrollere for tab af parallelitet, der indikerer mekaniske problemer i maskinens forbindelsesstænger.
Tekniske ofte stillede spørgsmål: ASB-12M udkastningssystemer
Q1: Hvorfor bruge S45C i stedet for et forhærdet værktøjsstål som P20 til fastgørelsespladen?
Til en fastgørelsesplade (som ikke direkte danner plastoverfladen) er S45C det teknisk optimale valg. Den tilbyder ekstrem strukturel stivhed (høj Youngs modul) for at forhindre bøjning, fremragende stødabsorberende egenskaber og dimensionsstabilitet efter normalisering. Brug af P20 ville unødvendigt øge omkostningerne ved reservedelen uden at tilføje strukturelle fordele, da høj overfladehårdhed (HRC 30+) kun er påkrævet for komponenter, der udsættes for direkte plastisk flydeafskrabning eller glidende slid.
Q2: Hvis Eject Core-fastgørelsespladen er skæv, hvilke sekundære skader kan der så opstå i ASB-12M?
En skæv plade tvinger udstøderstifterne og kernestængerne ud af en perfekt 90-graders vinkelrethed. Dette fører til alvorlig friktion inde i udstøderstyrebøsningerne. Det umiddelbare resultat er rivning, hvor ståloverflader koldsvejses og rives. Langsigtede konsekvenser omfatter bøjede kernestænger, stærkt ridsede injektionskavitetsvægge under lukning af formen og maskinoverbelastning på udstødningstryksensorer, hvilket udløser katastrofal nedetid, der koster 148.000 til 15.000 USD pr. hændelse for koreanske farmaceutiske og kosmetiske kontraktfyldere.
Q3: Er gevindhullerne forstærkede eller med standardskårne gevind?
M8-fastgørelsesgevindene er præcisions-CNC-gevindfræset i stedet for konventionelt gevindskåret. Gevindfræsning sikrer, at gevindprofilen er perfekt koncentrisk i forhold til hullets akse og har en optimeret 6H pasningstolerance. Dette forhindrer, at fastgørelseselementerne løsnes under de højfrekvente vibrationsbelastninger, der er typiske for kontinuerlige produktionskørsler på 15 ml flasker i koreansk farmaceutisk og kosmetisk produktion.
Q4: Hvor hurtigt kan I levere en enkelt tallerken til koreanske destinationer?
Lagerkonfigurationer afsendes samme dag fra vores regionale lager i Ansan til destinationer i Gyeonggi-do, Incheon og Seoul. KTX Cargo håndterer koreanske destinationer syd for Daejeon med levering næste dag. For specialfremstillede enheder, der kræver CMM-verifikation før afsendelse, er levering på 2 uger standard fra ordrebekræftelse til ankomst i koreansk havn.
Q5: Tilbyder I installationssupport eller træning?
Fjernvejledning til installation er tilgængelig 24 timer i døgnet på koreansk via videoopkald. For koreanske faciliteter, der ønsker teknisk support på stedet, kan vores ledende værktøjsingeniører sende til koreanske destinationer inden for 5 arbejdsdage. Detaljerede installationsprocedurer, momentspecifikationer og forebyggende vedligeholdelsesplaner findes som standard i den koreanske dokumentation, der følger med hver pladeforsendelse.
Relaterede produkter og kompatible systemer
Eject Core-fastgørelsespladen anskaffes oftest som reservedele på lager sammen med komplette værktøjsindkøb eller som nødudskiftning under vedligeholdelse af produktionslinjen. Relaterede Ever-Power-produkter, der oftest specificeres sammen, er anført nedenfor.
- Kompatible moderne ISBM-maskiner — For købere, der overvejer at skifte fra den ældre ASB-12M til moderne koreansk-tilgængelige alternativer, vores HGY150-V4 4-stations ISBM-maskine er den nærmeste moderne ækvivalent med kompatibilitet med native skimmelsvampe.
- Komplet formkatalog — Gennemse vores fulde Form til ISBM-maskine kategori for yderligere hulrumskonfigurationer og brugerdefinerede værktøjsmuligheder.

ASB-12M Eject Core-fastgørelsespladen (del 83) er en kritisk komponent med høj slidstyrke. Efterhånden som de koreanske forsyningskæder for farmaceutisk og kosmetisk emballage strammes, er det den mest effektive beskyttelse mod katastrofale linjestop at opretholde et lager af præcisionsværktøj på stedet. Begrænset lager til rådighed til koreansk forsendelse samme dag.
✔ ISO-kompatibel måleteknik | ✔ S45C-materialecertificering inkluderet | ✔ Global ekspreslevering
Yderligere information
| Redaktør | Cxm |
|---|