EP-ZQ60 Mašina za brizganje plastike (evropski stil)

The EP-ZQ60 is the standard-production European-style 3-station Mašina za brizganje i duvanje plastike in Korea Ever-Power’s ZQ series — the right platform for Korean pharmaceutical contract manufacturers, Korean cosmetic OEM factories and Korean food packaging lines that need higher cavity counts and larger container volumes than the entry ZQ40 can provide. With 600 KN injection clamping force, 14 cavities at 10 ml, and a maximum container volume of 2,000 ml, the ZQ60 covers the widest commercially relevant range in the IBM line. Its 600 × 390 mm platen accepts multi-cavity mould sets that the ZQ40 cannot fit. The unique pressurised clamping structure keeps energy consumption 10–20% below conventional hydraulic IBM machines at this output class, and the standard servo turret rotation delivers precise, repeatable cycle-to-cycle neck finish quality across all 14 cavities. At 3.8 × 1.4 × 1.8 m and 5 tonnes, the ZQ60 fits standard Korean factory layouts without specialist civil works.
Pregled proizvoda
The EP-ZQ60 is the commercial standard within Korea Ever-Power's Mašina za brizganje i duvanje plastike range — the platform that Korean packaging manufacturers reach for when their production programme has grown past the entry-level ZQ40 or when the mould specification demands more platen area, more injection weight, or more cavities than the ZQ40's 480 × 340 mm platform can accommodate. The ZQ60 delivers 600 KN injection clamping force — 50% more than the ZQ40 and still 20–30% above the industry standard for this machine class — and expands the maximum platen size to 600 × 390 mm, opening the door to large-diameter wide-mouth jars, multi-cavity pharmaceutical vial sets, and cosmetic bottle configurations that simply cannot fit within the ZQ40's footprint.
The production impact of the ZQ60's larger platform is most visible at the small-container formats where cavity count drives unit economics. At 10 ml — the pharmaceutical eye drop, ophthalmic rinse and single-dose vial format — the ZQ60 runs 14 cavities versus the ZQ40's 9, a 56% output increase per cycle with only a modestly larger machine footprint (3.8 × 1.4 × 1.8 m versus 3.5 × 1.3 × 1.7 m). At 30 ml (Korean oral liquid medicine, Korean serum tube, Korean skincare essence), the ZQ60 produces 12 cavities versus the ZQ40's 8. At 100 ml, 8 cavities versus 4. This doubling of cavity count at mid-volume formats is what makes the ZQ60 the standard production choice for Korean pharmaceutical contract packaging operations that fill 8–12 hours per day and need to maximise bottle output per operating hour without stepping up to the dual-motor ZQ80 hydraulic platform.
The ZQ60 extends the maximum container volume from the ZQ40's 1,500 ml ceiling to 2,000 ml. This extension brings in new commercial formats: Korean 1.5 L and 2 L household cleaning product containers, Korean 1.8 L cooking oil bottles, Korean 2 L agrochemical mixing containers. At these larger volumes, injection blow molding's zero-flash, injection-moulded neck finish advantages over extrusion blow moulding are commercially valuable — Korean filling line operators running induction-seal closures on 2 L household chemical containers particularly benefit from IBM's consistent flat sealing surface, which extrusion blow moulding's parting-line geometry cannot reliably deliver at this volume. Materials: HDPE, LDPE, PP, PS (including food-contact and lactic acid bacteria grades), high-transparency PS, ABS, EVA, PCTG, and environmentally certified corn-based resins — the same breadth as the full ZQ series.
Technical Specifications — EP-ZQ60
The following parameters are drawn from Korea Ever-Power's engineering documentation for the EP-ZQ60. Customers should verify utility supply figures against the site preparation checklist during installation planning. All parameters are for reference; specifications may be updated without prior notice due to continuous product improvements.
| Stavka | Jedinica | EP-ZQ60 |
|---|---|---|
| Sistem ubrizgavanja | ||
| Prečnik vijka | mm | 45 / 50 |
| Omjer L/D vijka | — | 22:1 |
| Težina injekcije | g | 260 / 383 |
| Snaga grijanja | KW | 14 |
| Broj zona bačvi | — | 3+N |
| Hod ubrizgavanja | mm | 160 |
| Sistem stezanja | ||
| Sila stezanja — Ubrizgavanje | KN | 600 |
| Početni udar — Ubrizgavanje | mm | 140 |
| Sila stezanja — Duvanje | KN | 100 |
| Početni udarac — Duvanje | mm | 140 |
| Visina podizanja rotirajućeg stola | mm | 70 |
| Plijesan | ||
| Maks. veličina ploče (D׊) | mm | 600 × 390 |
| Debljina kalupa | mm | 240 |
| Maksimalni prečnik boce | mm | 120 |
| Maksimalna visina boce | mm | 220 |
| Odgovarajuća zapremina boce | ml | 1 – 2.000 |
| Skidanje udara | mm | 230 |
| Snaga, komunalije i dimenzije | ||
| Hidraulički pritisak | MPa | 14 |
| Motor Power | KW | 18.5 / 22 |
| Suhi ciklus | s | 4 |
| Ukupna snaga | KW | 37 |
| Omjer radne snage | % | 52 – 70 |
| Minimalni pritisak zraka | MPa | 0,7 – 1,2 |
| Kapacitet komprimiranog zraka | M³/min | 0.7 |
| Protok rashladne vode | M³/h | 4 |
| Pritisak rashladne vode | MPa | 0,3 – 0,4 |
| Dimenzije (D׊×V) | M | 3.8 × 1.4 × 1.8 |
| Težina mašine | Tona | 5 |
EP-ZQ60 Cavity Count Reference by Bottle Volume
(Samo za referencu — stvarni broj šupljina zavisi od geometrije boce i dizajna kalupa)
| Zapremina po boci | 10 ml | 30 ml | 60 ml | 100 ml | 250 ml | 500 ml | 1.000 ml |
|---|---|---|---|---|---|---|---|
| Maksimalni broj karijesa | 14 | 12 | 10 | 8 | 5 | 3 | 2 |
Parameters are for reference only. Korea Ever-Power reserves the right to modify specifications without notice due to continuous product improvements.
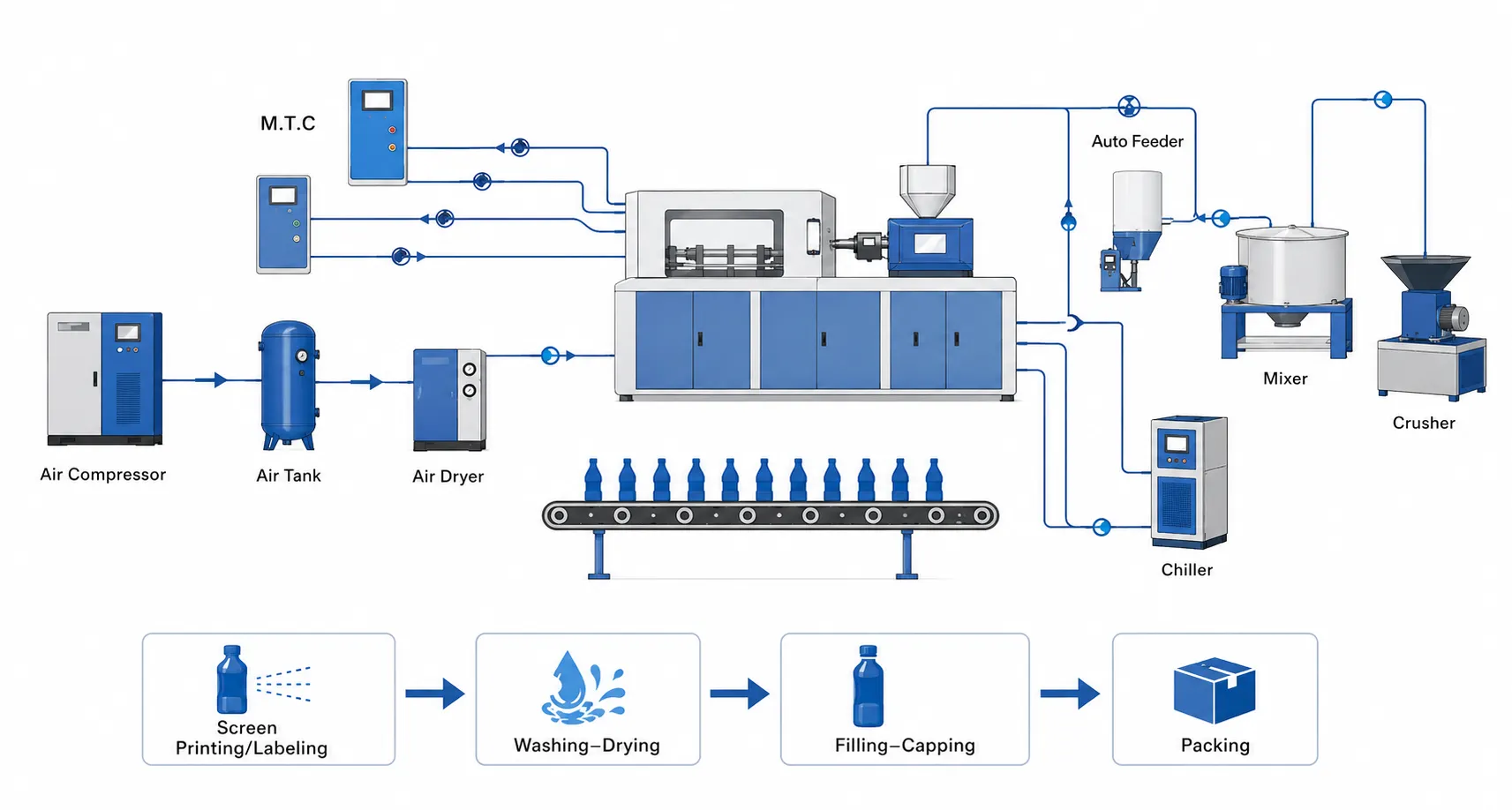
EP-ZQ60 Working Principle: 3-Station Injection Blow Molding Process

The EP-ZQ60 operates on the same 3-station rotary turret principle as the full ZQ series: all three production actions — preform injection, bottle blow moulding, and bottle stripping — execute simultaneously on three independent mandrel sets, so the machine is never idle between operations. What changes at the ZQ60 scale is the volume of material the injection system handles per shot and the size of the mould set the clamping system must hold. At 260–383 g shot weight (versus the ZQ40's 190–260 g) and 600 KN injection clamping, the ZQ60 manages the larger preform masses required for 14-cavity 10 ml sets and for single-cavity 2,000 ml containers without the material distribution problems that arise when a smaller machine stretches its injection capacity beyond its rated envelope.
Stanica 1 — Ubrizgavanje predoblika
Molten plastic is injected into the preform cavity via a 45 mm or 50 mm screw at 260–383 g shot weight. The 600 KN injection clamping force holds the preform mould closed against injection pressure across all active cavities simultaneously — at a 14-cavity 10 ml mould, each cavity requires approximately 40–45 KN of clamping per cavity at standard HDPE injection pressure, making the ZQ60's 600 KN rating the correct minimum for this configuration. The bottle neck finish is fully formed and cooled at this station, with thread or snap-fit geometry machined directly into the injection mould cavity and reproduced with dimensional accuracy better than ±0.05 mm. After cooling, the mould opens and the 14 mandrels rotate 120 degrees to the blow station, each carrying a precisely formed preform.
Stanica 2 — Duvanje plastike
Each preform is inflated against the blow cavity walls by air delivered through the mandrel bore. The 100 KN blow clamping force holds the blow mould closed during air inflation — adequate for the 0.7–1.2 MPa blowing air pressure used in HDPE and PP injection blow moulding, where blow pressure requirements are lower than the 2.5–3.5 MPa used in PET injection stretch blow moulding. The blow cavity defines the final bottle body geometry, surface texture and any embossed markings. Because injection blow moulding produces no parison cutoff, the bottle base exits with a fully convex, seam-free profile — an important quality parameter for Korean pharmaceutical bottles where base integrity is assessed during Korean GMP container qualification. The 240 mm mould thickness on the ZQ60 accommodates taller mould sets than the ZQ40's 180 mm, allowing production of bottles up to 220 mm in height.
Station 3 — Bottle Stripping
Finished bottles are stripped from the mandrels and deposited on the output conveyor at the stripping station. The 230 mm stripping stroke on the ZQ60 (versus 220 mm on the ZQ40) provides the additional clearance needed when stripping taller bottles or when working with bottle-shoulder profiles that require more axial mandrel travel to disengage cleanly. After stripping, each mandrel rotates immediately back to Station 1 for the next injection cycle, maintaining the concurrent three-station operation that defines the IBM process. At the ZQ60's 4-second dry cycle and 14-cavity 10 ml production, the theoretical output reaches approximately 12,600 bottles per hour — approximately 75% higher than a 9-cavity ZQ40 at the same bottle format.
What is Injection Blow Molding and Why Does Zero Flash Matter?
Injection blow molding (IBM) is a closed-loop hollow plastic container process: resin goes in, finished bottles come out, and nothing is wasted. Unlike extrusion blow moulding, which cuts a plastic parison and leaves 20–40% of its material as flash trimming scrap on every cycle, injection blow moulding forms a precise preform by injection moulding around a mandrel and then inflates it to the final bottle shape — generating no flash at any point in the process. For a Korean pharmaceutical contract packaging factory running the EP-ZQ60 at 14-cavity 10 ml HDPE production, the economic impact of zero flash is substantial: 14 cavities × approximately 2.5 g per bottle × zero flash rate versus a hypothetical 40% flash rate on an equivalent EBM machine means the EP-ZQ60 saves approximately 14 g of material per cycle, or approximately 12,600 g per hour at the ZQ60's output rate. Over a 250-day production year on two shifts, that is approximately 6.3 tonnes of HDPE resin saved per year relative to an EBM process — a genuine raw material cost saving on top of the labour saving from eliminating manual flash trimming.
The second defining characteristic of injection blow molding is neck finish precision. Because the bottle neck is formed by injection moulding — the most dimensionally accurate plastic forming process — the neck thread geometry, sealing surface flatness and outer diameter are held to tolerances that extrusion blow moulding cannot match. For Korean pharmaceutical bottles requiring induction-seal fitment, child-resistant closure torque-to-break specifications, or Korean GMP-qualified container drawings with tight dimensional tolerances, IBM's injection-moulded neck is the process of choice. The EP-ZQ60's 600 KN injection clamping force maintains the injection mould cavity in tight contact during the fill phase across all 14 cavities simultaneously, so neck geometry on cavity 14 is as accurate as cavity 1 — a consistency requirement in Korean pharmaceutical multi-cavity GMP container qualification that EBM processes cannot deliver.
The materials that injection blow molding on the EP-ZQ60 handles span the full range of Korean pharmaceutical and consumer packaging: HDPE for Korean medicine bottles, LDPE for Korean squeeze dispensers, PP for Korean hot-fill condiment packaging, PS (food-contact grade) for Korean dairy and probiotic products, high-transparency PS for Korean cosmetic jars, ABS for Korean premium personal care containers, EVA for Korean specialty squeeze formats, and PCTG for Korean premium cosmetic jars and Korean laboratory packaging requiring chemical resistance beyond standard PP. Corn-based eco-materials are also processable for Korean sustainable packaging programmes. No single alternative process covers this material breadth at the 1–2,000 ml container volume range.
Injection Blow Molding vs Injection Stretch Blow Moulding: Choosing the Right Platform
Korea Ever-Power produces both the ZQ-series IBM machines and the HGY-series ISBM machines, available in the Asortiman ISBM mašina sa 4 stanice. The table below is a selection guide — not a competitive ranking between the two processes, both of which serve distinct and legitimate applications.
| Kriterij odabira | IBM (EP-ZQ60) | ISBM (HGY serija) |
|---|---|---|
| Primarni materijali | HDPE, LDPE, PP, PS, ABS, EVA, PCTG | PET, PETG, PCTG, Tritan, PC, PP |
| Flash / scrap | Zero — no waste generated | Zero — no waste generated |
| Neck finish accuracy | Lijevano ubrizgavanjem — najveća preciznost | Lijevano ubrizgavanjem — najveća preciznost |
| Orijentacija zida boce | Not oriented — uniform amorphous wall | Biaxially oriented — higher clarity, higher barrier |
| Mogućnost tegle sa širokim otvorom | Excellent — IBM strength | Possible with conditioning adjustment |
| Maximum cavity count at 10 ml | 14 (EP-ZQ60) | 6–12 depending on model |
| Maximum single-cavity volume | 2,000 ml (EP-ZQ60) | 2,500 ml (HGY250-V4) |
| Carbonated beverage production | Not suitable (no biaxial orientation) | Suitable (PET biaxial orientation) |
| Best fit applications | Pharmaceutical vials, cosmetic jars, household chemical, food containers | Premium PET cosmetic, beverage, CSD bottles |
For Korean packaging factories whose product portfolio centres on HDPE pharmaceutical containers, PP cosmetic jars, wide-mouth food packaging or ABS premium personal care bottles at volumes up to 2,000 ml — the EP-ZQ60 is the correct technology. For PET crystal-clarity cosmetic serums or CSD-resistant beverage bottles — the HGY-series ISBM machines are the appropriate platform. Korea Ever-Power's engineering team at isbm-blow-molding.com will assess bottle requirements and recommend the correct process without bias toward either product line.
EP-ZQ60 Application Fields

Daily Chemical and Household
HDPE and PP containers for Korean shampoo, conditioner, body wash, liquid soap, household surface cleaner and laundry product packaging at 250 ml to 2,000 ml. The EP-ZQ60's extended 2,000 ml maximum volume and 3-cavity 500 ml or 2-cavity 1,000 ml configurations are commercially well matched to the Korean household product mid-volume production programmes that represent the largest unit volume segment in Korean injection blow molding deployments.

Farmaceutska ambalaža
HDPE and PP pharmaceutical containers across the full Korean clinical format range. The ZQ60's 14-cavity 10 ml and 8-cavity 100 ml configurations are the most commercially important in Korean pharmaceutical contract packaging — 10 ml PP ophthalmic containers, 30 ml HDPE oral suspension vials, 100 ml HDPE medicine bottles and 150 ml PP nasal rinse bottles. The injection-moulded neck finish on each cavity meets the dimensional consistency required for Korean GMP container qualification at both KFDA and international pharmacopoeial standards.

Cosmetics and Personal Care
ABS, PP and PCTG wide-mouth cosmetic jars for Korean cream, scrub and mask packaging; PP lotion and pump-body bottles for Korean skincare lines; high-transparency PS bottles for Korean serum and essence products. The ZQ60's 10-cavity 60 ml and 8-cavity 100 ml configurations are directly suited to Korean mid-volume cosmetic OEM factories running 3–5 SKU families simultaneously on a single machine with regular mould changes.

Food and Condiment Packaging
Food-contact-grade HDPE and PP containers for Korean cooking oil, Korean soy sauce, Korean honey, Korean vinegar, Korean condiment sauces and Korean fruit syrup at 250 ml to 2,000 ml. The ZQ60's 2,000 ml maximum volume and zero-flash production are commercially advantageous for Korean wide-mouth food jars where label panel integrity and neck sealing surface flatness directly determine Korean consumer shelf-appeal and Korean filling line closure-torque consistency.
Essential Matching Components for the EP-ZQ60

Running the EP-ZQ60 at its rated output requires correctly sized auxiliary equipment. The ZQ60's higher throughput and larger mould configurations make component sizing more critical than on the entry ZQ40 platform.
- ZQ60 IBM Mould Set (Injection Mould + Blow Mould + Mandrel Set)
Korea Ever-Power manufactures ZQ60-compatible mould sets in its precision tooling workshop, using S136 stainless steel for injection cavity bodies (HRC 50–52, mirror-polishable to Ra ≤ 0.05 μm for pharmaceutical-grade surface finish) and 718H alloy or magnesium-aluminium alloy for blow mould bodies depending on the cooling cycle performance target. The ZQ60's 600 × 390 mm platen accommodates mould layouts that the ZQ40's 480 × 340 mm cannot: the 14-cavity 10 ml mould set, for example, requires a cavity footprint that would not physically fit within the ZQ40 platen even at lower clamping force. Every ZQ60 mould set undergoes a 500-piece trial run on a Korea Ever-Power ZQ60 machine before delivery, with a dimensional report confirming cavity-to-cavity weight consistency, neck OD uniformity and body wall distribution across all 14 cavities. - Oil-Free Air Compressor (0.7–1.2 MPa, minimum 0.7 M³/min capacity)
The EP-ZQ60 requires the same minimum compressed air specification as the ZQ40 — 0.7 M³/min at 0.7–1.2 MPa — but Korean facilities running ZQ60 in pharmaceutical or food-grade applications consistently benefit from sizing the air compressor at 1.0–1.2 M³/min to provide margin for pipe pressure losses over longer compressed air runs within larger factory footprints. Oil-free screw compressor specification is mandatory for Korean pharmaceutical and food-grade IBM production on the ZQ60, as at 14-cavity production rates the air volume in contact with bottle interiors per hour is approximately 56% higher than at ZQ40's 9-cavity rate, making oil contamination risk proportionally more significant. - Mould Temperature Controller and Chiller (4 M³/h cooling water circuit)
The EP-ZQ60 requires 4 M³/h cooling water flow at 0.3–0.4 MPa — 14% more than the ZQ40's 3.5 M³/h — reflecting the larger mould cooling surface area of the ZQ60's 600 × 390 mm platen and the higher heat load from 37 KW total power versus the ZQ40's 20 KW. Korea Ever-Power supplies matched mould temperature controllers calibrated for the ZQ60 injection mould circuit (typically 15–35°C for HDPE, 25–55°C for PP) and water chillers for the blow mould circuit. At 14-cavity production rates, maintaining a stable ±1°C mould temperature is more critical to cycle time consistency and bottle wall distribution than on smaller cavity configurations — the mould temperature controller selection should therefore be specified with the ZQ60 cooling water flow rate as the baseline, not a generic smaller-platform specification.
Why Choose Korea Ever-Power for Your IBM Investment?

- 600 KN clamping at 20–30% above industry standard: The ZQ60's European structural architecture delivers clamping force that exceeds comparable-class machines in the Korean IBM market by 20–30%, without the proportional energy penalty that conventional hydraulic designs carry — the unique booster cylinder design means the ZQ60 uses 10–20% less energy than competitors at the same clamping output level.
- Machine and mould engineered together: Korea Ever-Power manufactures the EP-ZQ60 machine platform and the matched ZQ60 mould sets in the same facility. The ZQ60 mould is designed on the ZQ60 platen dimensions, trialled on a ZQ60 machine, and delivered with a dimensional qualification report from a ZQ60 production run — not a generic lab sample. This integration eliminates the compatibility uncertainty that arises when machine and mould come from separate vendors.
- CE certification and ISO 9001:2015: The EP-ZQ60 holds CE marking for European market conformity and is manufactured under ISO 9001:2015 quality management. Korean customers exporting packaged products to European or North American regulated markets can include the ZQ60's CE and ISO documentation in their packaging supplier qualification file.
- Scalable ZQ platform range: Customers who start on the EP-ZQ60 have a clear growth path within the same machine family: the ZQ80, ZQ110 and ZQ135 models all share the same European structural design principles, servo rotation system, and hydraulic philosophy as the ZQ60. Moving from ZQ60 to ZQ80 does not mean re-qualifying an entirely new machine architecture — it means expanding within a platform family the operator already understands.
- Turnkey installation and operator training: Korea Ever-Power's field engineers handle the full EP-ZQ60 installation, commissioning and first-article container qualification on-site at the Korean customer's facility, followed by a structured 3–5 day operator training programme covering machine operation, mould change procedure, fault diagnosis and preventive maintenance scheduling.
- 24×7 remote diagnostic support: Korea Ever-Power's after-sales service hotline operates around the clock. Most ZQ60 process and control issues can be resolved through the machine's PLC remote diagnostic interface without requiring a field engineer site visit. For hardware faults, Korea Ever-Power maintains adequate spare parts inventory for same-day dispatch to Korean production facilities.
Frequently Asked Questions — EP-ZQ60
Q1: What is the practical production output difference between the EP-ZQ40 and EP-ZQ60 at 30 ml pharmaceutical vial production?
At 30 ml HDPE pharmaceutical vials, the ZQ40 runs 8 cavities with a 3.5-second dry cycle, producing approximately 8,200 vials per operating hour at 90% efficiency. The ZQ60 runs 12 cavities at a 4-second dry cycle, producing approximately 10,800 vials per operating hour at 90% efficiency — approximately 32% higher output per hour. The ZQ60's advantage in cavity count more than offsets its slightly longer dry cycle time. For a Korean pharmaceutical contract packager operating two shifts (14 production hours per day), the ZQ60 produces approximately 36,000 more 30 ml vials per shift than the ZQ40. At 250 production days per year, that is approximately 9 million additional vials annually from the same floor space investment.
Q2: Can the EP-ZQ60 produce 2-litre household bottles in a single-cavity configuration?
Yes. The ZQ60's 1–2,000 ml volume range and 600 × 390 mm platen comfortably accommodate single-cavity 2,000 ml HDPE or PP bottle production. At single-cavity, the entire 600 KN injection clamping force is available for the single large-volume preform, which requires it — large-volume preforms have a larger gate cross-section area that generates proportionally higher injection pressure against the mould parting face. Single-cavity 2,000 ml production on the ZQ60 is commercially suited to Korean specialty food packaging (Korean soy sauce, Korean cooking oil, Korean vinegar), Korean industrial cleaning product dispensers, and Korean agricultural mixing containers where the volume exceeds what multi-cavity mid-platform machines can handle but where the ZQ80 dual-motor investment is not yet commercially justified.
Q3: Does the EP-ZQ60 use the same booster cylinder clamping design as the EP-ZQ40?
Yes. The ZQ60 uses the same European-architecture pressurised clamping structure as the ZQ40: the booster cylinder engages only during the high-force hold phase of the clamping cycle and does not participate in the repeated open/close strokes. This design keeps the booster cylinder's service life very long, because it is not subjected to the repetitive mechanical loading of a conventional design where the booster moves on every open and close. For a ZQ60 running 900 cycles per operating hour, the conventional design would subject the booster to 900 full-stroke actuations per hour; the Korea Ever-Power design subjects it to only the high-force static engagement at the end of each close stroke. This is a principal reason for the ZQ60's reported lower maintenance costs relative to competitors in the same clamping force class.
Q4: What is the ZQ60's electrical supply specification for Korean factory installation?
The EP-ZQ60 requires a 37 KW total installed power supply at 380V / 3-phase / 50 Hz (Korean standard industrial supply). The motor power is rated at 18.5 KW or 22 KW depending on specification. Operating power draw at steady-state production is 52–70% of total installed power — meaning the ZQ60 draws approximately 19–26 KW during normal production cycles, not the full 37 KW. The 37 KW figure is the peak demand during simultaneous heating, injection and clamping actuation at startup. Korean factory electrical supply planning should size the ZQ60's dedicated circuit at 40 KW minimum to provide startup headroom above the rated total power. A 60A / 380V three-phase circuit with appropriate main breaker and earthing in accordance with Korean KS C IEC 60364 standards is the standard ZQ60 electrical supply specification.
Q5: Can the EP-ZQ60 run child-resistant closure (CRC) neck finish containers for Korean pharmaceutical packaging?
Yes. CRC (child-resistant closure) pharmaceutical containers require a push-and-turn or squeeze-and-turn neck engagement that depends on precisely machined neck geometry — specifically the neck OD, thread pitch, and lower-skirt interference dimension that the CRC closure engages with. Injection blow molding's injection-moulded neck finish is the only blow moulding process capable of consistently producing CRC-compatible neck geometry at the dimensional tolerances required for Korean KFDA and Korean KS M ISO 8317 child-resistant qualification. The ZQ60 produces CRC-compatible necks with the same ±0.05 mm OD consistency across all 14 cavities at 10 ml — each cavity's neck must individually pass Korean CRC qualification testing, and the ZQ60's injection clamping precision ensures that all 14 do so without selective cavity adjustment.
Q6: How much floor space does the EP-ZQ60 require including auxiliary equipment?
The EP-ZQ60 machine footprint is 3.8 × 1.4 m (5.3 m²). A complete production cell including the ZQ60 machine, output conveyor (typically 2–3 m extending from the machine exit), oil-free air compressor, chiller and mould temperature controller requires approximately 25–35 m² of floor space depending on conveyor length and auxiliary equipment layout. In Korean factory layouts with 4 m aisle clearance requirements, a standard 5 m × 8 m bay (40 m²) is typically sufficient for the complete ZQ60 cell. This compact footprint is one of the ZQ60's commercially important advantages over Korean extrusion blow moulding lines at equivalent output, which typically require significantly more floor area for flash trimming conveyors, edge regrind systems, and scrap blending equipment.
Q7: What is the mould change time on the EP-ZQ60 switching between different pharmaceutical bottle formats?
A complete mould changeover on the EP-ZQ60 — removing the full injection mould + mandrel set + blow mould assembly and installing a different format — takes approximately 3 to 5 hours for an experienced operator following Korea Ever-Power's SMED mould change protocol. The ZQ60's larger mould set weight (compared to the ZQ40) means that mould handling equipment (floor crane or jig trolley rated for 80–120 kg depending on mould configuration) is recommended to reduce operator fatigue and ensure safe mould positioning during changeover. Korea Ever-Power's field engineering installation training covers the complete ZQ60 mould change procedure, including mould temperature controller reconnection, mandrel set indexing verification, and first-article approval sequence.
Q8: Is the EP-ZQ60 compatible with recycled HDPE (rHDPE) from Korean post-consumer streams?
The ZQ60 can process recycled HDPE (rHDPE) blended with virgin HDPE at up to 20–30% rHDPE loading for non-pharmaceutical and non-food-contact applications such as industrial chemical containers, agricultural mixing vessels, and household cleaning product bottles where Korean regulatory guidance does not restrict rHDPE use. For Korean food-contact and Korean pharmaceutical container production on the ZQ60, rHDPE sourced from Korean post-consumer streams must meet Korean Ministry of Environment's approved recycled material standards and should be sourced from certified Korean food-grade recycled HDPE processors before being used in regulated container production. Korea Ever-Power can advise on Korean ZQ60 barrel screw configuration (standard versus bimetallic) for rHDPE processing to manage the variable melt characteristics of mixed-source recycled material.
Q9: When is the EP-ZQ80 a better choice than the EP-ZQ60?
The EP-ZQ80 becomes the better choice when the production programme meets one or more of these three conditions. First, cavity count: if the bottle format and daily output target together require more than 14 cavities at 10 ml (ZQ80 supports 20 cavities at 10 ml), or more than 12 at 30 ml (ZQ80 supports 18), the ZQ80 is needed. Second, mould size: if the multi-cavity mould layout physically exceeds the ZQ60's 600 × 390 mm platen (the ZQ80 offers 800 × 400 mm), the ZQ80 is required regardless of clamping force. Third, investment strategy: if the Korean factory's five-year output growth projection will reach the ZQ60's maximum capacity within two years, investing in the ZQ80 at initial installation avoids a second machine purchase cycle within a short horizon. The ZQ80 adds a high-precision angle divider and dual hydraulic system, which also improve synchronisation accuracy at high cycle counts — a benefit at 18–20 cavity production that the ZQ60's servo rotation handles adequately at up to 14 cavities.
Q10: What standard documentation does Korea Ever-Power provide with the EP-ZQ60 delivery?
Korea Ever-Power delivers the following documentation package with every EP-ZQ60: (1) CE Declaration of Conformity for the machine; (2) Operation and Maintenance Manual in English; (3) Hydraulic schematic and electrical wiring diagram; (4) Spare parts catalogue with Korea Ever-Power part numbers and recommended initial spare parts list; (5) ZQ60 mould set dimensional qualification report (if mould ordered with machine), confirming cavity weight, neck OD, body diameter and base thickness on 500 production samples; (6) Machine test report from Korea Ever-Power's pre-delivery production trial; and (7) Packing list and export documentation for Korean customs clearance. Additional documentation for Korean pharmaceutical GMP container supplier qualification files (supplier quality agreement, material certificates for mould steel, mould surface roughness reports) can be requested at order stage and is provided at no additional charge as part of Korea Ever-Power's standard service commitment.
Recenzije kupaca i povratne informacije s terena
"We upgraded from a competitor 12-cavity machine to the EP-ZQ60 at 14 cavities for our 10 ml PP eye drop bottle line. The output increase was immediate — about 18% more bottles per shift, and the neck finish consistency across all 14 cavities is better than our old 12-cavity machine was at 12. We verified all 14 cavities in first-article qualification without a single adjustment. The Korea Ever-Power installation engineer stayed with us through the first full production run."
Baek Hyun-jun, Production Director, Pharmaceutical Container Contract Manufacturing, Gyeonggi-do (Early 2025)
"We use the EP-ZQ60 for our 500 ml and 1,000 ml HDPE liquid soap line — 3 cavities at 500 ml and 2 cavities at 1,000 ml. The machine runs both formats on the same shift with a single mould change during the shift break. The booster clamping design is clearly different from what we had before — the machine is noticeably quieter during the clamping phase and our hydraulic oil temperature runs lower than our previous machine at the same output rate."
Yoon Seo-yeon, Operations Manager, Household Chemical Packaging, Incheon (Late 2024)
"Our main format is a 100 ml PP medicine bottle, 8 cavities. We checked the weight and neck OD on 50 consecutive bottles from each cavity in our first-article qualification — all 8 cavities passed on the first check. We've never had a first-article pass on all cavities simultaneously on any IBM machine before. The ZQ60's documentation package was also complete, which our GMP auditor appreciated — we didn't need to chase supplementary documents."
Cha Min-seok, QA Manager, Korean GMP Pharmaceutical Packaging, Cheongju (Mid 2024)
"I compared the ZQ60 with two other Korean-imported IBM machines at the same price point. The ZQ60's 600 KN clamping versus the 480 KN on one competitor and 520 KN on the other was the deciding factor — I needed that extra clamping margin for my 10-cavity 60 ml wide-mouth jar configuration. The jar neck profile requires more clamping than a standard narrow-neck bottle. Correct clamping makes the neck flash-free on every cycle."
Im Jae-won, Factory Manager, Cosmetic Jar OEM Production, Seoul (Early 2024)
"We run the ZQ60 on our 250 ml Korean soy sauce bottle, 5 cavities. HDPE, food-contact grade. The injection-moulded base is flat and clean on every bottle — our filling line's base inspection camera had a 4% rejection rate on our previous EBM machine from parting-line marks. We are well under 0.5% on the ZQ60 after six months of production. The zero-flash output also means our line operators do not spend the first 20 minutes of each shift clearing the scrap conveyor."
Kwon Tae-young, Line Supervisor, Korean Food Packaging Plant, North Gyeongsang Province (Late 2024)
"The lead time from payment to machine arrival was 67 days — exactly as quoted. Installation took 3.5 days. Our team ran the first full production shift on day 5 without the Korea Ever-Power engineer present. That says a lot about the training quality. Eight months of operation with no unplanned stoppages. Our planned annual maintenance check is the first scheduled stop since delivery."
Song Ji-ho, Plant Owner, HDPE Cosmetic and Pharmaceutical Bottle Production, Daegu (Mid 2025)
Povezani proizvodi
ISBM mašina sa 3 stanice
Jednostepene mašine za brizganje i duvanje plastike sa rotacionim kupolom sa 3 stanice — kompaktnog dizajna, brzog ciklusa sušenja, idealne za proizvodnju PET i PETG malih do srednjih boca.
Pregledajte ISBM sa 3 stanice →
ISBM mašina sa 4 stanice
ISBM sa 4 stanice i namjenskom stanicom za kondicioniranje — omogućava proizvodnju neokruglih, ovalnih i ravnih boca sa ujednačenom debljinom zida, uključujući platforme kompatibilne sa ASB-12M i AOKI.
Pregledajte ISBM sa 4 stanice →
6-stanična ISBM mašina
Visokoučinkovita ISBM platforma sa 6 stanica i dvostrukim ubrizgavanjem — gotovo dvostruki protok u odnosu na 4 stanice na ekvivalentnom prostoru, pogodna za srednje do velike korejske linije za proizvodnju pića, kozmetike i farmaceutskih proizvoda.
Pregledajte 6-stacionarni ISBM →
Kalup za ISBM mašinu
Kalupi za duvanje istezanjem i ubrizgavanjem u jednom koraku, izrađeni od nehrđajućeg čelika S136, kompatibilni s korejskom Ever-Power HGY serijom, japanskim platformama ASB-12M, AOKI 250 i ASB-70DPH. Konfiguracije od 1 do 28 šupljina.
Pregledajte ISBM kalupe →
Urednik: Cxm
Dodatne informacije
| Urednik | Cxm |
|---|

























