Componente per nucleo stampo | Piastra di fissaggio per nucleo di espulsione per stampo ASB-12M da 15 ml con 1×6 cavità
La piastra di fissaggio del nucleo di espulsione dedicata di Ever-Power per lo stampo ASB-12M da 15 ml con 1×6 cavità è un componente strutturale di ricambio OEM 100%, realizzato in acciaio al carbonio medio S45C certificato. Con una geometria rettificata di precisione di 275×75×40 mm, una tolleranza di planarità di ±0,02 mm e un trattamento termico normalizzato, questo ricambio monocomponente elimina il bloccaggio cinematico di espulsione, garantisce la massima stabilità del nucleo e protegge lo stampo primario da danni da grippaggio.
Panoramica del prodotto
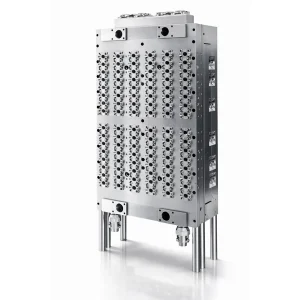
IL Piastra di fissaggio dedicata per il nucleo di espulsione (codice articolo 83) Si tratta di un componente strutturale monoblocco progettato specificamente per la configurazione di stampaggio a cavità 1×6 da 15 ml della stampante giapponese ASB-12M. Sebbene spesso venga considerato semplicemente una piastra di montaggio, questo blocco di acciaio rettificato di precisione da 275×75×40 mm rappresenta in realtà il fondamento cinematico dell'intero sistema di espulsione. La sua tolleranza di planarità determina la corretta traiettoria dei perni di espulsione, mentre la sua rigidità strutturale garantisce che i perni mantengano la perpendicolarità sotto i carichi ciclici di oltre 5.000 Newton tipici delle corse di espulsione ad alta velocità della ASB-12M.
Per i produttori farmaceutici a contratto coreani e le aziende di riempimento di campioni cosmetici che utilizzano apparecchiature ASB-12M da oltre 3 anni, l'affaticamento di questa specifica piastra di fissaggio è una delle prime cause di difetti di produzione. I sintomi visibili includono variazioni unilaterali dello spessore della parete sui flaconi da 15 ml, allungamento del punto di iniezione alla base, picchi inattesi di pressione di espulsione sul monitor servoassistito o idraulico della macchina e bave visibili intorno all'anello del collo della preforma. Tutti questi problemi sono riconducibili a una piastra di fissaggio deformata o fuori tolleranza che consente al gruppo del nucleo dell'estrattore di spostarsi microscopicamente durante ogni ciclo di produzione.
Il nostro pezzo di ricambio è prodotto rigorosamente secondo l'originale. Schema della serie P2504-A068 Su centri di lavoro CNC DMG Mori a 5 assi, tutte le superfici di accoppiamento critiche vengono sottoposte a una rettifica di precisione secondaria per ottenere tolleranze di planarità e parallelismo inferiori a 0,02 mm e una rugosità superficiale di Ra 0,8. Il risultato è un ricambio plug-and-play che ripristina la precisione cinematica della stazione di espulsione ASB-12M come se fosse nuova di fabbrica, senza richiedere modifiche al piano della macchina, spessoramenti o adattamenti al banco da parte del team di manutenzione.
Gli acquirenti coreani in genere valutano questo componente rispetto a tre alternative: il ricambio originale Nissei ASB (tempi di consegna di 8-12 settimane, circa 2,2 volte il prezzo di Ever-Power), ricambi generici cinesi aftermarket (la tolleranza dimensionale è spesso di ±0,1 mm, inadeguata per i requisiti cinematici dell'ASB-12M) e la rettifica interna delle piastre usurate esistenti (raramente ripristina la planarità in modo sufficiente per una stabilità a lungo termine). Per gli impianti che si occupano di produzione farmaceutica o cosmetica di alta gamma, dove il tasso di scarto incide direttamente sulla conformità normativa, il ricambio Ever-Power è l'unica opzione che offre una precisione equivalente a quella giapponese con consegna in 2 settimane in Corea.
Specifiche principali del prodotto - Guida rapida
Per i responsabili di produzione e i tecnici della manutenzione che necessitano di una verifica immediata della compatibilità dei pezzi di ricambio con gli impianti ASB-12M esistenti, i parametri tecnici critici riportati di seguito rispecchiano le attuali specifiche P2504-A068, parte n. 83. Tutti i dati sono direttamente riconducibili ai nostri report di ispezione CMM generati su ogni singola piastra prima della spedizione.
| Parametro | Specifiche / Valore |
|---|---|
| Piattaforma macchina applicabile | Macchina ASB-12M ISBM (montaggio nativo) |
| Formato della bottiglia corrispondente | Capacità di 15 ml (configurazione di cavitazione 1×6) |
| Designazione esatta del componente | Piastra di fissaggio per nucleo di espulsione (codice articolo 83) |
| Materiale di base primario | Acciaio al carbonio medio S45C (equivalente a AISI 1045) |
| Inviluppo geometrico critico | 275 mm × 75 mm × 40 mm |
| Lavorazione CNC di precisione | Da ±0,02 mm a ±0,05 mm |
| Riferimento al progetto ingegneristico | P2504-A068_15ml_12M_1x6_1-1 |
Scarica il disegno tecnico:
P2504-A068_15ml_12M_1x6_1-1.pdf (Disegno tecnico dettagliato del componente n. 83)
Funzione dei componenti e importanza cinematica all'interno dell'ASB-12M
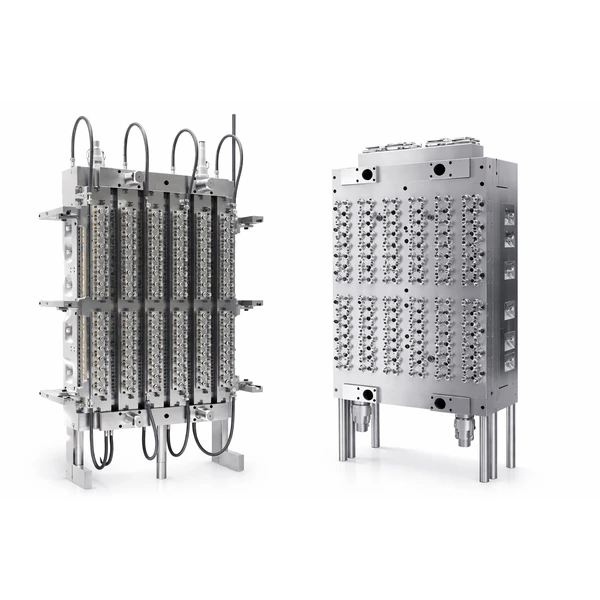
Nell'ecosistema dello stampaggio a iniezione-soffiaggio monostadio, la stazione di espulsione rappresenta la fase finale critica del ciclo di produzione, in cui le bottiglie finite da 15 ml devono essere separate in modo pulito dalle barre del nucleo e trasferite al nastro trasportatore a valle. Piastra di fissaggio per nucleo di espulsione (codice articolo 83) Funge da struttura portante rigida per l'intero gruppo del nucleo di espulsione. L'utilizzo di una configurazione a 6 cavità per contenitori da 15 ml concentra intrinsecamente notevoli sollecitazioni meccaniche in un ingombro geometrico compatto di 275×75×40 mm, rendendo la rigidità planare la proprietà meccanica più importante in assoluto.
In quanto piastra di fissaggio fondamentale, questo componente garantisce un movimento sincronizzato e preciso dei nuclei di espulsione in tutte e sei le cavità contemporaneamente. Determina direttamente la stabilità dimensionale e la fluidità dell'estrazione delle bottiglie finite da 15 ml. Se questa piastra subisce anche una flessione microscopica sotto il carico ciclico di espulsione di oltre 5.000 Newton, il conseguente disallineamento angolare si trasmette immediatamente ai perni di espulsione e alle aste dei nuclei. Questo micro-disallineamento causa un bloccaggio cinematico, una condizione distruttiva in cui il metallo sfrega contro il metallo, portando all'usura prematura delle boccole di espulsione, allo spostamento dei nuclei e, in definitiva, a gravi danni ai componenti primari dello stampo, la cui sostituzione costa dai 40.000 agli 80.000 dollari.

Risolvere i principali punti critici operativi
La sostituzione di una piastra di fissaggio originale usurata, deformata o fuori tolleranza con la nostra controparte progettata con precisione elimina le anomalie di espulsione più comuni che affliggono gli impianti ASB-12M coreani con più di 3-5 anni di vita. I sintomi specifici che la nostra sostituzione risolve includono:
- espulsione asincrona dove le bottiglie si incastrano su un lato della matrice di cavità 1×6, causando arresti della linea e interventi manuali
- Vibrazione da attrito durante la fase di espulsione visibile sul monitor della pressione del servomotore della macchina come picchi di pressione
- Sbiancamento da stress sulla base della preforma/bottiglia causata dalla pressione localizzata del perno dovuta al disallineamento
- Danni da anello al collo dalla distribuzione non uniforme della forza di espulsione nelle sei cavità
- Guasto prematuro del perno di espulsione che richiedono manutenzione e sostituzione non pianificate
Ripristinando l'allineamento planare perfetto, la piastra di ricambio salvaguarda l'integrità strutturale del vostro gruppo di stampi a iniezione primari e mantiene l'intera cella di produzione ASB-12M operativa entro le specifiche. Per gli stabilimenti farmaceutici coreani, dove un singolo arresto della produzione può invalidare un lotto GMP e costringere allo smaltimento di migliaia di flaconi, questa affidabilità strutturale ha un valore economico che va ben oltre il prezzo di acquisto della piastra stessa.
Superiorità metallurgica e flussi di lavoro di lavorazione di precisione
La selezione dei materiali e la precisione dei processi di lavorazione sottrattiva determinano la durata della piastra di fissaggio del nucleo di espulsione. A differenza dei componenti estetici di superficie, questa piastra è un elemento strutturale sottoposto a forti sollecitazioni, operante in un ambiente caratterizzato da rapidi cicli termici dalla temperatura ambiente a 85 gradi Celsius e da intensi shock meccanici ad ogni ciclo di espulsione.
Scienza dei materiali: acciaio al carbonio S45C di alta qualità
Per questo componente specifico utilizziamo esclusivamente acciaio al carbonio medio S45C certificato di prima qualità (equivalente all'AISI 1045). L'acciaio S45C è progettato con un contenuto di carbonio che varia dallo 0,42 allo 0,48%, offrendo un eccezionale equilibrio tra resistenza alla trazione, elevato modulo di elasticità (rigidità) ed eccellente lavorabilità per lavorazioni CNC di precisione. Ogni blocco di acciaio viene sottoposto a un rigoroso trattamento termico di normalizzazione e tempra per eliminare le tensioni residue interne prima della lavorazione finale, garantendo che il blocco da 275×75×40 mm non si deformi o si incurvi se sottoposto alle temperature operative dell'area di lavoro dell'ASB-12M durante i turni di produzione continui.
L'elevata rigidità strutturale dell'acciaio S45C, opportunamente trattato termicamente, smorza efficacemente le vibrazioni armoniche generate durante la rapida corsa di espulsione, proteggendo le delicate geometrie della cavità da 15 ml dai danni da fatica cumulativa. Rispetto ai materiali alternativi, l'acciaio S45C rappresenta la scelta ingegneristicamente ottimale per questo specifico ruolo: l'acciaio per utensili pre-temprato P20 comporta costi aggiuntivi non necessari (la piastra non entra in contatto con il flusso plastico), gli acciai a basso tenore di carbonio generici non possiedono una resistenza alla trazione sufficiente e le leghe di alluminio non hanno il modulo di Young necessario per lo smorzamento delle vibrazioni.
 |
 |
 |
 |
Lavorazioni CNC avanzate e tolleranze geometriche
La lavorazione viene eseguita su centri di lavoro CNC DMG Mori a 5 assi per garantire che tutte le caratteristiche critiche vengano tagliate in un'unica fase, eliminando gli errori di spostamento del riferimento che affliggono la produzione con più fasi. Ci atteniamo rigorosamente alle tolleranze dei disegni originali OEM documentate nella serie P2504-A068. Tutte le superfici di accoppiamento primarie vengono sottoposte a rettifica di precisione su una rettificatrice Mitsubishi per ottenere una tolleranza di planarità e parallelismo inferiore a 0,02 mm e una rugosità superficiale di Ra 0,8.
I fori di montaggio filettati M8 e i fori di allineamento del perno di centraggio sono soggetti a tolleranze di posizionamento rigorose, garantite entro ±0,02 mm dalla posizione reale. Inoltre, tutti gli spigoli vivi non funzionali sono meticolosamente lavorati con smussi da C1.5 a C2.0 per eliminare i punti di concentrazione delle sollecitazioni che potrebbero innescare la propagazione di cricche durante la vita utile di oltre 5 milioni di cicli e per garantire un'installazione sicura e senza intoppi da parte dei tecnici di manutenzione in caso di sostituzione di emergenza.
Dati tecnici e specifiche complete
La tabella seguente traduce i dati critici del progetto in parametri verificabili che il vostro team di ingegneri potrà confrontare con gli utensili esistenti della serie P2504-A068 prima di effettuare l'ordine di acquisto.
| Parametro ingegneristico | Valore di specifica | Note tecniche / Riferimento al progetto |
|---|---|---|
| Lunghezza totale (L) | 275 mm | Tolleranza +0,00 / -0,05 mm |
| Larghezza complessiva (L) | 75 mm | Tolleranza +0,00 / -0,05 mm |
| Spessore totale (H) | 40 mm | Superficie rettificata di precisione, parallela; planarità <0,02 mm |
| Grado del materiale | Acciaio al carbonio S45C | Normalizzato e de-stressato; contenuto di C 0,42-0,48% |
| Interfaccia di fissaggio | M8 × 1,25 (Multiplo) | Filettatura classe 6H; ingresso smussato; filettatura fresata a CNC |
| Caratteristiche di allineamento | Fori di precisione per tasselli | Tolleranza H7 per il bloccaggio preciso della posizione |
| Durezza superficiale | HRC 15 – 20 (Base) | Ottimizzato per robustezza e resistenza alle crepe |
| Rugosità superficiale | Ra 0,8 | Tutte le superfici di accoppiamento; finitura rettificata di precisione |
| Massa stimata | ~6,45 kg | Costruzione solida da un unico blocco, senza cavità o elementi di alleggerimento. |
| Riorganizzazione della produzione | 2 settimane | Produzione standard; opzioni di produzione rapida disponibili |
Compatibilità assoluta e intercambiabilità del sistema
Garanzia di sostituzione diretta OEM 100%
Questa piastra di fissaggio per nucleo di espulsione (codice articolo 83) è prodotta in stretta conformità con i disegni tecnici originali della serie P2504-A068. Garantiamo una compatibilità dimensionale, geometrica e funzionale al 100% con il gruppo stampo a iniezione ASB-12M. È un componente di ricambio plug-and-play per lo stampo ASB e non richiede alcuna rettifica, spessoramento o modifica del piano della macchina durante l'installazione. Per i team di manutenzione coreani, questo significa che la piastra può essere installata durante una finestra di manutenzione programmata di 4 ore senza interruzioni prolungate della produzione.

Serie di utensili applicabili
Questo componente è stato progettato specificamente per il formato di flacone da 15 ml e opera all'interno di una configurazione di cavitazione 1×6. La lunghezza specifica di 275 mm copre esattamente il passo della matrice lineare a 6 cavità, garantendo una distribuzione uniforme della pressione di espulsione su tutte e sei le stazioni simultaneamente. Questa equalizzazione è ciò che impedisce la flessione del perno centrale nelle cavità esterne, un problema che diventa sempre più rilevante con l'accumulo di danni da fatica sulla piastra originale giapponese dopo milioni di cicli di produzione.
Componenti di sistema associati
Quando si sostituisce la piastra di fissaggio del nucleo di espulsione, il nostro reparto di ingegneria raccomanda vivamente di ispezionare contemporaneamente i componenti correlati del treno di stampaggio. In particolare, valutare l'integrità delle piastre di copertura dell'asta di stiramento, delle piastre di estrazione dell'espulsore e dei blocchi di raffreddamento primari (in particolare quelli che utilizzano materiali ORRC PLAST per un migliore trasferimento di calore). Assicurarsi che l'intero sottogruppo dell'espulsore rimanga entro le tolleranze garantisce un ambiente di produzione più stabile e massimizza la durata della nuova piastra di ricambio.
Protocolli rigorosi di garanzia della qualità e metrologia
La fornitura di componenti di riparazione ISBM agli impianti di confezionamento di livello 1 a livello globale richiede zero difetti. La nostra matrice di controllo qualità garantisce che ogni piastra sia una perfetta riproduzione dei dati del progetto CAD, con tracciabilità documentata dal certificato della materia prima fino alla verifica finale con CMM prima dell'imballaggio.
1. Tracciabilità assoluta del disegno
Ogni piastra di fissaggio prodotta è incisa al laser con un numero di serie univoco che la collega in modo permanente alla specifica revisione del progetto (Codice articolo 83, File progetto 1-1). Ciò garantisce la completa tracciabilità del ciclo di vita per i clienti coreani che gestiscono flotte miste e semplifica i futuri riordini quando è necessaria la stessa geometria per più stabilimenti.
2. Provenienza certificata dei materiali (certificati di fabbrica)
Non utilizziamo acciai generici non verificati. Il blocco di acciaio al carbonio S45C viene fornito con un certificato di collaudo del produttore verificabile, che ne attesta la composizione chimica (limiti di carbonio, manganese e silicio) e le proprietà di snervamento meccanico secondo lo standard JIS G4051. Questo certificato viene spedito insieme alla targhetta per la documentazione del controllo qualità.
3. Rapporti metrologici CMM
Dopo la lavorazione CNC, la piastra viene trasferita in un laboratorio di metrologia a temperatura controllata. Utilizzando una macchina di misura a coordinate Zeiss, verifichiamo la posizione esatta dei fori di montaggio critici, i diametri dei fori per i perni di centraggio e la planarità globale. Solo le piastre che superano le rigorose soglie di tolleranza da ±0,02 a ±0,05 mm vengono approvate per l'imballaggio. Il report CMM risultante, con i valori misurati sovrapposti al disegno tecnico, accompagna ogni spedizione.
4. Garanzia senza rischi
Siamo fermamente convinti della qualità della nostra ingegneria. Questo componente è coperto da una rigorosa garanzia di compatibilità: se le dimensioni non corrispondono perfettamente al vostro utensile ASB-12M 15ml 1×6, è completamente rimborsabile. La garanzia estesa copre 12 mesi o 1,5 milioni di cicli operativi contro crepe strutturali o difetti di fabbricazione in condizioni operative standard.
 |
 |
 |
 |
Scenari applicativi, elevate esigenze di rPET e manutenzione preventiva
Quando è obbligatoria la sostituzione?
I responsabili della manutenzione coreani dovrebbero programmare la sostituzione della piastra di fissaggio del nucleo di espulsione qualora si manifesti uno qualsiasi dei seguenti sintomi durante la normale produzione:

- L'ispezione visiva rivela profonde abrasioni, graffi o usura da sfregamento sulle superfici di montaggio.
- Le bottiglie da 15 ml presentano variazioni unilaterali dello spessore della parete o allungamento del punto di iniezione alla base, indicando un'espulsione della preforma decentrata.
- Il monitor del carico di espulsione servoassistita o idraulica della macchina mostra picchi di pressione inattesi, suggerendo un bloccaggio cinematico nell'assemblaggio del nucleo.
- Si nota la presenza di bave visibili intorno all'anello del collo della preforma a causa di un allineamento di chiusura inadeguato durante la fase di iniezione.
- La misurazione della planarità laser sulla superficie di montaggio supera la soglia di specifica di 0,05 mm.




La sfida High rPET
Con l'industria degli imballaggi coreana e dell'Asia orientale che si sta orientando con decisione verso la sostenibilità, l'utilizzo di stampi ISBM che supportano elevate percentuali di PET riciclato (rPET) è diventato uno standard nelle applicazioni per bevande, cosmetici e alimenti. Le miscele di rPET presentano spesso profili di ritiro e adesività diversi rispetto alla resina vergine, richiedendo forze di espulsione maggiori per separare la preforma dall'anima. Ciò intensifica il carico meccanico sulla piastra di fissaggio dell'anima di espulsione dal 20 al 35%, a seconda della percentuale di contenuto riciclato. L'aggiornamento alla nostra piastra di precisione in acciaio inossidabile S45C garantisce che gli stampi resistano alle maggiori sollecitazioni meccaniche derivanti dall'utilizzo di rPET al 50-100% senza deformazioni o inceppamenti.
Protocollo di installazione e manutenzione preventiva da parte di esperti
Per massimizzare la durata del componente n. 83, i team di manutenzione coreani devono attenersi scrupolosamente ai seguenti parametri di installazione:
- Preparazione della superficie — Pulire accuratamente l'interfaccia del piano di appoggio ASB-12M e le superfici di contatto del piano di fissaggio utilizzando un solvente industriale privo di residui. Anche una minima particella di resina carbonizzata o di sporco di soli 0,05 mm può causare il disallineamento del piano di appoggio.
- Pre-lubrificazione — Applicare un film microscopico di composto antigrippante al rame per pressioni estreme (EP) o grasso al litio per alte temperature sui perni di centraggio e sui fori filettati M8 per prevenire il grippaggio durante la vita utile.
- Sequenza di coppia — Inserire tutti i bulloni M8 senza serrarli completamente. Utilizzando una chiave dinamometrica calibrata, serrare i bulloni seguendo uno schema diagonale (a stella) preciso, in tre fasi incrementali, fino a raggiungere la coppia di serraggio finale specificata dal produttore. Questo previene concentrazioni di stress localizzate e garantisce un accoppiamento planare uniforme.
- Manutenzione ordinaria — Includi questa piastra nella tua lista di controllo per la manutenzione preventiva dei 500.000 cicli. Verifica che le specifiche di coppia rimangano corrette e usa un comparatore per controllare eventuali perdite di parallelismo che potrebbero indicare problemi meccanici nelle bielle della macchina.
FAQ tecniche: Sistemi di espulsione ASB-12M
D1: Perché utilizzare l'acciaio S45C invece di un acciaio per utensili pre-temprato come il P20 per la piastra di fissaggio?
Per una piastra di fissaggio (che non forma direttamente la superficie plastica), l'acciaio S45C è la scelta ingegneristicamente ottimale. Offre un'estrema rigidità strutturale (elevato modulo di Young) per prevenire la flessione, eccellenti proprietà di assorbimento degli urti e stabilità dimensionale dopo la normalizzazione. L'utilizzo di P20 aumenterebbe inutilmente il costo del pezzo di ricambio senza apportare alcun beneficio strutturale, poiché un'elevata durezza superficiale (HRC 30+) è richiesta solo per i componenti soggetti ad abrasione da flusso plastico diretto o usura da scorrimento.
D2: Se la piastra di fissaggio del nucleo di espulsione è deformata, quali danni secondari possono verificarsi nell'ASB-12M?
Una piastra deformata costringe i perni di espulsione e le aste del nucleo a non essere perfettamente perpendicolari a 90 gradi. Ciò provoca un forte attrito all'interno delle boccole di guida dell'espulsore. Il risultato immediato è la grippatura, in cui le superfici in acciaio si saldano a freddo e si lacerano. Le conseguenze a lungo termine includono aste del nucleo piegate, pareti della cavità di iniezione gravemente graffiate durante la chiusura dello stampo e sovraccarico della macchina sui sensori di pressione di espulsione, che innescano fermi macchina catastrofici con costi compresi tra 8.000 e 15.000 dollari per incidente per le aziende coreane di riempimento a contratto nel settore farmaceutico e cosmetico.
D3: I fori filettati sono rinforzati o presentano filettature standard?
Le filettature di fissaggio M8 sono fresate con macchine CNC di precisione anziché essere ottenute mediante filettatura convenzionale. La fresatura garantisce che il profilo della filettatura sia perfettamente concentrico all'asse del foro e presenta una tolleranza di accoppiamento ottimizzata di 6H. Ciò impedisce l'allentamento del fissaggio sotto i carichi vibratori ad alta frequenza tipici dei cicli di produzione continua di flaconi da 15 ml nell'industria farmaceutica e cosmetica coreana.
D4: Quanto velocemente potete consegnare un singolo piatto in Corea?
Le configurazioni standard vengono spedite in giornata dal nostro magazzino regionale di Ansan per le destinazioni di Gyeonggi-do, Incheon e Seoul. Il servizio di spedizione KTX con consegna il giorno successivo gestisce le destinazioni coreane a sud di Daejeon. Per le unità realizzate su misura che richiedono la verifica con CMM prima della spedizione, la consegna standard è di 2 settimane dalla conferma dell'ordine all'arrivo al porto coreano.
D5: Fornite assistenza per l'installazione o formazione?
È disponibile assistenza remota per l'installazione 24 ore su 24 in coreano tramite videochiamata. Per le aziende coreane che richiedono supporto tecnico in loco, i nostri ingegneri specializzati in attrezzature possono inviare personale in Corea entro 5 giorni lavorativi. Procedure di installazione dettagliate, specifiche di coppia e programmi di manutenzione preventiva sono forniti di serie con ogni spedizione di piastre in lingua coreana.
Prodotti correlati e sistemi compatibili
La piastra di fissaggio del nucleo di espulsione viene solitamente acquistata come ricambio di magazzino insieme agli acquisti di attrezzature complete, oppure come ricambio di emergenza durante la manutenzione della linea di produzione. I prodotti Ever-Power correlati che vengono più comunemente specificati insieme sono elencati di seguito.
- Macchine ISBM moderne compatibili — Per gli acquirenti che stanno valutando di passare dal vecchio ASB-12M ad alternative moderne accessibili in Corea, il nostro Macchina ISBM a 4 stazioni HGY150-V4 è l'equivalente moderno più vicino con compatibilità con gli stampi nativi.
- Catalogo completo degli stampi — Sfoglia la nostra intera Stampo per macchina ISBM categoria per configurazioni di cavità aggiuntive e opzioni di utensili personalizzati.

La piastra di fissaggio del nucleo di espulsione ASB-12M (codice 83) è un componente critico soggetto a forte usura. Con la crescente pressione sulle catene di approvvigionamento degli imballaggi farmaceutici e cosmetici in Corea, mantenere in loco un inventario di utensili di ricambio di precisione rappresenta la salvaguardia più efficace contro arresti catastrofici delle linee di produzione. Disponibilità limitata di stock immediato per spedizione in giornata in Corea.
✔ Metrologia conforme agli standard ISO | ✔ Certificazione del materiale S45C inclusa | ✔ Spedizione rapida in tutto il mondo
Informazioni aggiuntive
| Redattore | Cxm |
|---|