قوالب النفخ بالحقن والتمديد أحادية الخطوة المخصصة (ISBM)

تقوم شركة إيفر-باور بتصميم وتصنيع قوالب نفخ وحقن مخصصة بخطوة واحدة لماكينات ISBM، بما في ذلك ASB-12M وASB-70DPH وAOKI 250، وجميع منصات إيفر-باور ذات 3/4/6 محطات المخصصة للسوق الكورية. تُصنع القوالب داخليًا باستخدام ماكينات CNC ألمانية خماسية المحاور من فولاذ القوالب S136 وH13 و718H وP20، ويدعم كل قالب عدد تجاويف من 1 إلى 28، وأحجام زجاجات من 5 مل إلى 5 لترات، وفترات تسليم نموذجية تتراوح من 35 إلى 55 يوم عمل. يتم شحن كل قالب بعد التحقق من صحة عملية التشكيل التجريبي على ماكينة ISBM الخاصة بنا، مع تضمين تقارير فحص العينة الأولى.
نظرة عامة على المنتج
يكمن الفرق بين خط إنتاج زجاجات متوسط الجودة وآخر ممتاز في الأدوات المستخدمة. توفر الآلة قوة التثبيت والحرارة وضغط الهواء، لكن شكل كل زجاجة وشفافيتها وسماكة جدارها ودقة سنّ عنقها يعتمد على القالب. شركة إيفر-باور هي من تصمم وتصنع هذه الزجاجات. قوالب نفخ بالحقن مخصصة بخطوة واحدة بالنسبة لمصانع التعبئة والتغليف الكورية والشرق آسيوية التي تجاوزت الأدوات الجاهزة وتحتاج إلى قوالب دقيقة الأبعاد ومتوافقة مع الآلات والتي يتم وضعها مباشرة على منصات ISBM الحالية الخاصة بها دون الحاجة إلى لوحات محول، أو إعادة تشكيل جلبات تحديد المواقع، أو تجربة التشغيل عن طريق الخطأ.
كل قالب نفخ مطاطي بالحقن يتم تصنيع منتجاتنا داخليًا في ورشة الأدوات التابعة لنا في مقاطعة قوانغدونغ، والتي تبلغ مساحتها 30,000 متر مربع، باستخدام مراكز تصنيع CNC ألمانية خماسية المحاور وقواطع أسلاك EDM دقيقة من شركة Sodick. لدينا مخزون من الفولاذ بسبعة أنواع قياسية لقواعد القوالب - S136، H13، 718H، 2316، P20، NAK80، وألومنيوم 7075 - مما يُمكّننا من بدء عمليات التصنيع المسبق في غضون 48 ساعة من الموافقة على التصميم. تستغرق الدورة الكاملة، من التصميم بمساعدة الحاسوب المعتمد إلى القالب المُدقّق، عادةً من 35 إلى 55 يوم عمل، وذلك حسب عدد التجاويف والتعقيد الهندسي، وهو ما يُعد أسرع بنسبة 40% تقريبًا من القوالب اليابانية المُصنّعة للمعدات الأصلية، وأسرع بنسبة 60% من القوالب الأوروبية. يخضع كل قالب نهائي لاختبار تجريبي على آلة ISBM الخاصة بنا باستخدام الراتنج الذي تحدده قبل مغادرته المصنع.

يُعدّ توافق الآلات السؤال الأكثر شيوعًا بين المشترين الكوريين. نصنع قوالب مخصصة تُركّب مباشرةً على جميع منصات ISBM الشائعة، بما في ذلك الآلات اليابانية ASB-12M وASB-50MB وASB-70DPH وASB-70DPW وNissei ASB وAOKI 250 وAOKI 350، بالإضافة إلى عائلتي آلات HGY وBPET من Ever-Power. عند الترقية من آلة يابانية قديمة إلى منصة Ever-Power جديدة متوافقة مع السوق الكورية، لا داعي لإلغاء استثمارك في القوالب الحالية، فنحن نتحقق من توافق الأبعاد من رسومات أدواتك القديمة، ونقوم، عند الحاجة، بتصنيع لوحات محولات القوالب بتكلفة التكلفة. أما بالنسبة للمشاريع الجديدة التي لا تُقدّم فيها سوى رسم الزجاجة النهائية، فيُجري فريقنا الهندسي محاكاة نسبة التمدد، وتحسين وزن القوالب الأولية، وتخطيط التجويف قبل البدء في قطع أي فولاذ.
تتراوح سعة تجاويف القوالب من قوالب أحادية التجويف سعة 5 لترات لغالونات المياه السائبة، وصولاً إلى قوالب قطارات دقيقة ذات 28 تجويفًا للتطبيقات الصيدلانية، ولا يحدها سوى أبعاد سطح آلة الاستقبال. تتراوح تجاويف القوالب المستخدمة عادةً في مستحضرات التجميل والأدوية الكورية بين 4 و12 تجويفًا، بينما تستخدم مصانع المشروبات والمواد الكيميائية المنزلية ذات الإنتاج الضخم قوالب ذات 8 إلى 16 تجويفًا. يبلغ تفاوت سمك الجدار 0.05 مم بين مجموعات التجاويف، ويبقى تفاوت خيط العنق ضمن 0.02 مم في الأبعاد الحرجة، ويصل تشطيب السطح إلى مستوى SPI A-1 (Ra 0.05) من اللمعان المرآوي في التجاويف التي تتطلب شفافية فائقة تشبه الزجاج لتغليف مستحضرات التجميل من مادة PETG وPCTG عالية الجودة.
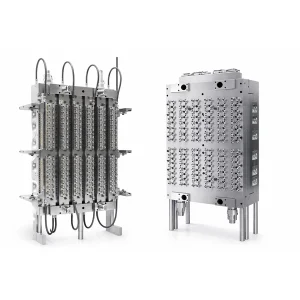
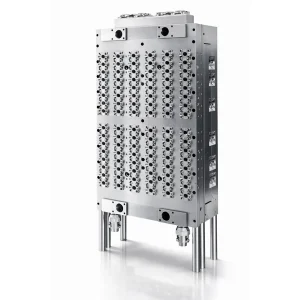
تشريح مكونات القالب - التجميعات الأربعة الأساسية
تتألف مجموعة قوالب ISBM الكاملة ذات الخطوة الواحدة من أربعة أجزاء منفصلة، كل منها مصنوع من درجات مختلفة من الفولاذ لتلبية متطلبات ميكانيكية متنوعة. إن فهم كيفية عمل هذه الأجزاء معًا هو الخطوة الأولى في تحديد القالب المناسب لتطبيقك.

1. تجويف حقن القالب المسبق
هنا يتم حقن الراتنج المنصهر حول قضيب القالب لتشكيل القالب الأولي - وهو الشكل الوسيط الشبيه بأنبوب الاختبار الذي سيصبح الزجاجة النهائية. يحدد التجويف شكل جسم القالب الأولي، وسماكة جداره، وشكل عنقه. ولأن شكل العنق يتشكل بالكامل في هذه المرحلة ولا يُعاد تشكيله لاحقًا، فهو أهم مكون في القالب لضمان دقة الخيوط وموثوقية الغطاء. نقوم بتصنيع تجاويف القوالب الأولية من الفولاذ المقاوم للصدأ S136 المُقسّى بالتفريغ إلى صلابة تتراوح بين 48 و52 على مقياس روكويل C، والمصقول بدقة Ra 0.05 على الأسطح الحساسة للشفافية. بالنسبة لتطبيقات PET وrPET شديدة التحمل التي تتجاوز 3 ملايين حقنة سنويًا، نستخدم فولاذ الأدوات H13 بصلابة تتراوح بين 52 و54 على مقياس روكويل C لزيادة عمر الاستخدام.
2. مجموعة قضيب القلب (المحور)
ينقل قضيب التشكيل القالب الساخن من محطة الحقن إلى محطات النفخ والتمديد اللاحقة، كما يُشكّل الجزء الداخلي للقالب أثناء عملية الحقن. الدقة المتناهية في الأبعاد هنا مطلقة: أي انحراف في قطر قضيب التشكيل يُترجم مباشرةً إلى تباين في سُمك جدار الزجاجة. نصنع قضبان التشكيل من فولاذ الأدوات 718H المُقسّى مسبقًا (صلابة روكويل C من 30 إلى 35) لمعظم التطبيقات، وننتقل إلى فولاذ Cr12MoV المُشكّل على البارد (صلابة روكويل C من 58 إلى 60) للإنتاج عالي الكفاءة وعالي دورات التشغيل. تُحفر قنوات التبريد الداخلية داخل كل قضيب تشكيل بعمق باستخدام آلة Mori Seiki BTA للحفاظ على استقامته ضمن نطاق 0.03 مم على طوله بالكامل.
3. قالب تجويف النفخ
يُحدد تجويف النفخ الشكل الخارجي النهائي للزجاجة - شكل الجسم، وهندسة القاعدة، ولوحة الملصق، ومحيط المقبض. يفتح هذا التجويف ويُغلق في كل دورة لإخراج الزجاجة الجاهزة، لذا فإن دقة سطح التلامس هي التي تحدد ظهور أي زوائد عند خطوط الفصل. نقوم بتصنيع تجاويف النفخ إما من الفولاذ المقاوم للصدأ S136 (لإنتاج يدوم طويلًا) أو من الألومنيوم 7075-T6 (للإنتاج بكميات صغيرة أو للتصاميم ذات الأشكال الهندسية المتغيرة بسرعة حيث يُعد تقليل الوزن أمرًا بالغ الأهمية لنظام الفهرسة المؤازر للآلة). تلتف قنوات التبريد المطابقة حول محيطات الزجاجة المعقدة لتبريدها بنسبة تتراوح بين 15 و20% أسرع من الخطوط المستقيمة المحفورة، مما يقلل وقت الدورة بشكل مباشر.
4. نظام مشعب القناة الساخنة
يوزع نظام القنوات الساخنة الراتنج المنصهر من برغي التلدين في الماكينة إلى كل تجويف في قالب متعدد التجاويف. في القوالب أحادية التجويف، تكون الفوهة أبسط، ولكن في القوالب ذات 12 أو 24 تجويفًا، يصبح الموزع العامل الأهم في تحديد توازن التعبئة وتجانس المنتج بين الزجاجات. نستخدم قاعدة تثبيت S45C قياسية بأبعاد تتناسب مع ماكينة العميل - على سبيل المثال، استخدمنا مؤخرًا قاعدة قنوات ساخنة بأبعاد 430 × 140 × 30 مم لقالب زجاجة قطارة سعة 15 مل لعميل كوري في مجال الأدوية، مزودة بأربعة ثقوب تثبيت بقطر 14 مم، مصممة للتركيب المباشر على لوحة ASB-12M. يشتمل الموزع نفسه على فوهات قنوات ساخنة من نوع Yudo أو Hasco المكافئة، مع نظام تسخين يتم التحكم فيه بواسطة PID ومسارات تدفق داخلية مطلية بالكروم لمنع تدهور الراتنج في المناطق غير المستخدمة من القالب.
مواد فولاذ القوالب - اختيار الدرجة المناسبة
يُعدّ اختيار فولاذ القوالب العامل الأهم في اقتصاديات الإنتاج على المدى الطويل. يُكلّف الفولاذ الممتاز ما بين 30 و50% أكثر في البداية، ولكنه يدوم من 3 إلى 5 أضعاف مدة الإنتاج، مما يُقلّل بشكل كبير من التكلفة الإجمالية للملكية. نُوفّر الأنواع السبعة التالية في مخزوننا لتلبية طلبات عملائنا في كوريا، حيث يتم تحديد نوع الفولاذ لكل مُكوّن بناءً على حجم إنتاجكم السنوي وخصائص الراتنج.
| درجة الفولاذ | المعيار المكافئ | صلابة | الأفضل لـ |
|---|---|---|---|
| S136 | DIN 1.2083 | HRC 48-52 | تجاويف PETG التجميلية ذات الشفافية العالية، وتطبيقات التلميع المرآوي |
| H13 | DIN 1.2344 | HRC 52-54 | إنتاج المشروبات عالي الدورة باستخدام البولي إيثيلين تيريفثالات (PET) والبولي إيثيلين تيريفثالات المعاد تدويره (rPET) |
| 718H | DIN 1.2738H | HRC 30-35 | قضبان أساسية وتجاويف أولية متوسطة العمر، للأغراض العامة |
| 2316 | DIN 1.2316 | HRC 30-34 | تطبيقات مقاومة للتآكل، وراتنجات PVC والراتنجات المتفاعلة مع الأحماض |
| صفحة ٢٠ | DIN 1.2311 | HRC 28-33 | قواعد القوالب، ألواح دعم الألواح |
| NAK80 | JIS G4404 | HRC 37-43 | بديل للمعيار S136 عندما تكون قابلية اللحام مهمة لإعادة العمل |
| Al 7075-T6 | EN AW-7075 | HB 150 | علاجات تجميلية سريعة لتجاويف الأسنان، أولوية لإنقاص الوزن |
| S45C | JIS G4051 | HB 190-230 | قواعد تثبيت القنوات الساخنة، مكونات هيكلية غير حرجة |
تتضمن مجموعة القوالب المُصممة بدقة عادةً مزيجًا من أربعة إلى خمسة أنواع من الفولاذ في مختلف المكونات، وهي: S136 لتجويف التشكيل الأولي الذي يتطلب شفافية عالية، وH13 لتجويف النفخ في الإنتاج طويل الأمد، و718H لقضبان القلب، وP20 للألواح الأساسية، وS45C لقاعدة تثبيت نظام التغذية الساخنة. يوصي فريقنا الهندسي بالتركيبة الأمثل لرسمة الزجاجة الخاصة بكم وحجم الإنتاج السنوي بعد مراجعة مواصفات الراتنج وجدول الإنتاج المستهدف.
مصفوفة توافق الأجهزة
كل قالب ISBM مخصص يتم تصميم أبعاد المنتج الذي نصنعه خصيصًا لآلة استقبال محددة. فيما يلي جدول التوافق الذي يغطي المنصات اليابانية والأوروبية والكورية الأكثر شيوعًا في مصانع التعبئة والتغليف في شرق آسيا. إذا لم تكن آلتك مدرجة، فأرسل لنا رسومات لوحة التوزيع وسنتحقق من تباعد قضبان الربط، وخطوة قضيب القلب، وواجهة الفوهة قبل تقديم عرض السعر.
| منصة الآلة | أصل | المحطات | التوافق المباشر |
|---|---|---|---|
| ASB-12M | اليابان (نيسي ASB) | 4 | واجهة لوحة أصلية سهلة التركيب؛ |
| ASB-50MB | اليابان (نيسي ASB) | 3 / 4 | جاهز للاستخدام الفوري؛ تم التحقق منه لكل من تكوينات 3 محطات و4 محطات |
| ASB-70DPH | اليابان (نيسي ASB) | 4 | تركيب كامل؛ نسخة شديدة التحمل من سلسلة ASB-70 |
| ASB-70DPW | اليابان (نيسي ASB) | 4 | تركيب كامل؛ نسخة ذات فتحة واسعة يصل طول رقبة القارورة إلى 148 مم |
| أوكي 250 | اليابان (أوكي) | 3 | تركيب كامل؛ حلقة رقبة متطابقة وقضيب أساسي متناسق |
| أوكي 350 | اليابان (أوكي) | 3 / 4 | تركيب سهل وسريع؛ يتوفر محول شفة مخصص عند الحاجة. |
| محطة ليجاسي الأوروبية 3/4 | أوروبا (متنوعة) | 3 / 4 | يتم تصنيع لوحات التوصيل بتكلفة محددة؛ يلزم وجود رسومات للتحقق. |
نطاق عدد التجاويف ومواصفات الزجاجة النموذجية
يُعدّ التكهف قرارًا مشتركًا بين مصمم القالب ومواصفات الآلة وحجم الإنتاج السنوي للعميل. يلخص الجدول أدناه النطاق العملي الذي نقدمه عادةً، مع العلم أن التكوينات المخصصة خارج هذه النطاقات ممكنة باستخدام منصات آلات متخصصة.
| عدد التجاويف | حجم الزجاجة النموذجي | التطبيق النموذجي | الجهاز الموصى به |
|---|---|---|---|
| 1 | 2 لتر - 5 لتر | جالونات المياه السائبة، برطمانات الطعام، حاويات المواد الكيميائية | BPET-125V4، HGY250-V4 |
| 2 | 1 لتر - 3 لتر | برطمانات الكيمتشي، زيت الطهي، منظف سائب | BPET-94V3، HGY200-V4 |
| 4 | 500 مل - 1.5 لتر | زجاجات المشروبات، غسول التجميل، المواد الكيميائية المنزلية | BPET-70V4، HGY150-V4 |
| 6 | 250 مل - 800 مل | سيروم التجميل الكوري، قوارير صيدلانية، زجاجات بخاخ | HGY150-V4، BPET-94V3 |
| 8 | 100 مل - 500 مل | زجاجات مستحضرات التجميل الصغيرة، وقوارير قطرات العين، وزجاجات العينات | HGY200-V4، BPET-94V3، HGYS280-V6 |
| 12 | 50 مل - 200 مل | زجاجات الأدوية المزودة بقطارة، ومستحضرات التجميل بحجم السفر | BPET-125V4، HGYS280-V6 |
| 16 | 30 مل - 120 مل | زجاجات مستلزمات الفندق، أمبولات الحقن، قطارة صغيرة | HGY250-V4، HGY650-V4 |
| 24 – 28 | 5 مل - 50 مل | قوارير صيدلانية دقيقة، قطرات عين أحادية الجرعة | HGY650-V4، منصات متخصصة |
سير عمل التصنيع المخصص المكون من 6 خطوات
ابتداءً من اليوم الذي يتم فيه اعتماد تصميم الزجاجة، قالب نفخ مطاطي بالحقن حسب الطلب تستغرق دورة التصنيع من 35 إلى 55 يوم عمل، وذلك بحسب عدد التجاويف وتعقيد التصميم الهندسي. يوضح الشكل التالي سير العمل المكون من ست خطوات، والذي يمر به كل مشروع، مع وجود نقاط تفتيش موثقة للموافقة بين كل مرحلة.
الخطوة 1 - مراجعة التصميم وتحليل الجدوى (2 - 5 أيام)
أرسل إلينا ملف STEP ثلاثي الأبعاد أو عينة مادية من الزجاجة، بالإضافة إلى الحجم السنوي المستهدف، ومواصفات الراتنج، ونموذج آلة الاستلام. يقوم فريقنا الهندسي بمراجعة التصميم الهندسي لتحديد جدوى عملية النفخ بالشد، ويشير إلى أي خصائص تصميمية غير اعتيادية (زوايا حادة، نسب أبعاد قصوى، أقسام جدران رقيقة)، ويقترح العدد الأمثل للتجاويف بما يتناسب مع حجم الإنتاج المستهدف. يتم إرسال تقرير جدوى مكتوب مع حساب وزن القالب الأولي خلال ثلاثة أيام عمل.
الخطوة 2 - نمذجة CAD ثلاثية الأبعاد ومحاكاة التدفق (3 - 7 أيام)
بعد الموافقة على دراسة الجدوى، يقوم فريق التصميم بمساعدة الحاسوب (CAD) لدينا بإنشاء نموذج ثلاثي الأبعاد كامل للقالب، يشمل تجويف القالب الأولي، وشكل قضيب القلب، وتجويف النفخ، ومشعب القنوات الساخنة، وتصميم قنوات التبريد. تُحدد محاكاة تدفق القالب ونسبة التمدد أي مشاكل محتملة في سُمك الجدار قبل البدء في قطع أي قطعة من الفولاذ. تستلم النموذج ثلاثي الأبعاد للموافقة على التصميم، وعادةً ما يتطلب ذلك جولة واحدة من التعديلات قبل المتابعة.
الخطوة 3 - شراء الفولاذ والتشغيل المسبق (5 - 10 أيام)
لدينا مخزون من سبائك S136 وH13 و718H وP20 وNAK80 وS45C بأحجام شائعة، لذا تبدأ عمليات التشغيل الأولي في غضون 48 ساعة من الموافقة على التصميم بمساعدة الحاسوب (CAD). تزيل عملية التشغيل الخشن 90% من المادة باستخدام مراكز CNC خماسية المحاور مزودة بمغيرات أدوات آلية، وبعد ذلك تُنقل القطع الخام إلى عملية حفر ثقوب عميقة لإنشاء قنوات التبريد. بالنسبة لسبائك S136 وH13 الممتازة المستخدمة في مكونات التجويف الحساسة، تُجرى عملية التبريد بالتفريغ للوصول إلى الصلابة المطلوبة.
الخطوة 4 - التصنيع الدقيق باستخدام الحاسوب ذي 5 محاور والتفريغ الكهربائي (15 - 20 يومًا)
تُتيح عمليات التصنيع النهائية على مراكز DMG Mori الألمانية خماسية المحاور دقة أبعاد تصل إلى ±0.01 مم في هندسة العنق والبوابة الحساسة. وتُعالج تقنية القطع الكهربائي السلكي من Sodick التفاصيل الدقيقة التي لا يُمكن الوصول إليها بالطحن، بما في ذلك فتحات الطرد وفتحات التهوية وتفاصيل نصف القطر. ويخضع كل مكون مُصنّع باستخدام آلات CNC لمحطة قياس Zeiss CMM للتحقق من الأبعاد قبل نقله إلى خلية التلميع.
الخطوة 5 - التلميع والمعالجة الحرارية (7 - 10 أيام)
تخضع الأسطح الحساسة للوضوح في تجاويف التشكيل الأولي وتجاويف النفخ لعملية تلميع يدوية بمعجون الماس للوصول إلى مستوى SPI A-1 (Ra 0.05) من اللمعان البصري الشبيه بالمرآة. لا يمكن أتمتة هذه الخطوة، فهي تعتمد على عمال تلميع مدربين يقضون من 8 إلى 20 ساعة لكل تجويف حسب درجة تعقيده. أما الأسطح غير الحساسة فتُصقل بمستوى SPI B-2 أو B-3. وتُستخدم المعالجة الحرارية النهائية لتثبيت دقة الأبعاد قبل التجميع.
الخطوة 6 - التشكيل التجريبي والتحقق (3 - 5 أيام)
قبل الشحن، يخضع كل قالب لاختبار تجريبي على جهاز ISBM الخاص بنا باستخدام الراتنج المحدد ووزن القالب الأولي المستهدف. تخضع الزجاجات الأولية لفحص الأبعاد باستخدام جهاز قياس الإحداثيات ثلاثي الأبعاد (CMM)، وقياس سماكة الجدار، وتقييم الشفافية البصرية. يُشحن تقرير التحقق - الذي يتضمن عينات من الزجاجات، وبيانات القياس، والتحقق من زمن الدورة - مع القالب إلى مصنعكم للموافقة النهائية.

التطبيقات حسب الصناعة
على مدى السنوات الثلاث الماضية، تجمعت طلبات العملاء الكوريين والآسيويين الشرقيين في خمسة قطاعات صناعية، لكل منها أولويات تقنية مميزة. فيما يلي كيفية تعاملنا مع هذه الطلبات. قالب زجاجات مخصص تختلف المواصفات باختلاف القطاع.
تغليف مستحضرات التجميل الكورية الفاخرة
تتطلب ماركات التجميل الكورية سطحًا شفافًا كالزجاج على عبوات السيروم والكريمات والتونر المصنوعة من مادة PETG وPCTG. لهذا القطاع، نستخدم تجاويف من الفولاذ المقاوم للصدأ S136 مصقولة بدقة Ra 0.05 على جميع الأسطح الحساسة للشفافية، مع إيلاء اهتمام خاص لدقة سنّ عنق العبوة لضمان التوافق مع خطوط التغطية الآلية. ونظرًا لأن إطلاق منتجات التجميل الكورية بكميات محدودة (من 20,000 إلى 100,000 وحدة لكل حملة) أمر شائع، فإننا نحرص على تسهيل عملية تغيير خط الإنتاج باستخدام مشابك سريعة الفك على قالب التشكيل الأولي. وتتراوح التكوينات النموذجية بين 4 إلى 8 تجاويف في العبوات التي تتراوح سعتها بين 30 مل و200 مل.

قوارير قطرات العين وشرابها الصيدلانية
تتطلب عبوات الأدوية دقة أبعاد فائقة لضمان إحكام الإغلاق ومنع العبث بها، بالإضافة إلى أغطية مقاومة للأطفال. يتم ضبط تفاوت سن لولب عنق الزجاجة ضمن نطاق 0.02 مم باستخدام جهاز قياس الإحداثيات ثلاثية الأبعاد (CMM) من شركة زايس على كل تجويف قبل الشحن. ولضمان إنتاج متوافق مع معايير التصنيع الجيد (GMP) في غرف نظيفة، نستخدم الفولاذ المقاوم للصدأ 2316 المقاوم للتآكل لأي مكونات تلامس محاليل التنظيف. عادةً ما تتضمن مشاريع صناعة الأدوية الكورية من 8 إلى 16 تجويفًا في قوارير تتراوح سعتها من 5 مل إلى 120 مل، ويُعد قالب زجاجة القطارة سعة 15 مل 12M 1×6 الذي قمنا بتصنيعه مؤخرًا لعميل في شركة أدوية في دايجون مثالًا نموذجيًا على هذه الفئة.

زجاجات المشروبات والمياه المعدنية
يتطلب إنتاج المشروبات بكميات كبيرة (أكثر من مليون زجاجة سنويًا لكل وحدة تخزين) أدوات ذات عمر طويل ومقاومة عالية للتآكل. نستخدم هنا فولاذ الأدوات H13 بصلابة تتراوح بين 52 و54 على مقياس روكويل C لتجاويف التشكيل الأولي وتجاويف النفخ، مع قنوات تبريد متطابقة محفورة بعمق لتقليل زمن دورة الإنتاج. في معالجة البولي إيثيلين تيريفثالات المعاد تدويره (rPET)، تحمي الأسطح الداخلية المطلية بالكروم على مشعب القنوات الساخنة من الملوثات الكاشطة. تتراوح التكوينات النموذجية بين 4 و8 تجاويف للزجاجات التي تتراوح سعتها بين 500 مل و2 لتر.

برطمانات طعام واسعة الفتحة وحاويات كيمتشي
تُمثل عبوات الكيمتشي الكوري، ومعجون الفلفل الحار، والعسل، والصلصات، ذات أقطار عنق تصل إلى 148 مم، تحديًا هيكليًا مختلفًا في تصميم القوالب. فمساحة القالب المُسقطة أكبر من 3 إلى 5 مرات من زجاجات مستحضرات التجميل القياسية، مما يعني ضرورة تحمل قوة ضغط النفخ بشكل مُناسب. نصنع قواعد قوالب من مادة P20 بسماكة كافية لمقاومة الانحراف تحت ضغط نفخ يزيد عن 300 كيلو نيوتن، ونُحدد فجوات كبيرة عند خط الفصل مع فتحات تهوية دقيقة لمنع التسرب. تتراوح التكوينات النموذجية بين تجويف واحد إلى تجويفين في العبوات التي تتراوح سعتها بين 500 مل و3 لترات.

زجاجات رضاعة أطفال خالية من مادة BPA وعبوات مستلزمات العناية بالرضع
يتطلب إنتاج زجاجات الأطفال المصنوعة من التريتان، وPCTG، وPPSU أنظمة قنوات ساخنة مستقرة حراريًا، نظرًا لأن هذه الراتنجات تُعالج ضمن نطاقات حرارية ضيقة (عادةً من 260 إلى 340 درجة مئوية حسب النوع). نستخدم فوهات قنوات ساخنة مكافئة لمنتجات Yudo، مزودة بنظام تحكم PID فردي لكل تجويف، ومسارات تدفق مطلية بالكروم لإزالة المناطق الميتة، وبطانات أسطوانية من سبائك النيكل لتطبيقات PPSU التي تتجاوز 310 درجة مئوية. تتراوح التكوينات النموذجية من 4 إلى 8 تجاويف في الزجاجات التي تتراوح سعتها بين 150 مل و330 مل.

مراقبة الجودة واختبارات ما قبل الشحن
كل قالب نفخ مطاطي بالحقن لا يغادر المنتج مصنعنا إلا بعد اجتيازه أربع مراحل للتحقق من الأبعاد والوظائف. ويتم إرسال تقرير مراقبة الجودة المكتوب مع القالب إلى مصنعكم، كما يتم الاحتفاظ بجميع البيانات في نظام إدارة الجودة لدينا لضمان إمكانية تتبع الضمان.
- التحقق من الأبعاد باستخدام آلة قياس الإحداثيات — تقوم آلة قياس الإحداثيات ثلاثية الأبعاد من زايس بفحص الأبعاد الحرجة (قطر لولب العنق، وتوزيع سماكة الجدار، وعمق التجويف، وأسطح التلامس لخط الفصل) بدقة تصل إلى ±0.01 مم. يتم قياس كل تجويف في قالب متعدد التجاويف بشكل فردي، وليس عن طريق أخذ عينات.
- اختبار ضغط تسرب المياه تُضغط قنوات التبريد المطابقة إلى 1.0 ميجا باسكال لمدة 15 دقيقة مع غمر القالب المُجمّع في خزان مراقبة. أي تكوّن للفقاعات يُشير إلى وجود تسريب يجب إصلاحه قبل الخطوة التالية.
- الفحص البصري للأسطح تُفحص التجاويف المصقولة تحت مجهر ستيريو بقوة تكبير 50x للتأكد من خلوها من أي خدوش دقيقة أو بقايا تلميع أو مشاكل في طبقة إعادة التشكيل الناتجة عن عملية التفريغ الكهربائي. ويتم التحقق من خشونة السطح (Ra) باستخدام مقياس خشونة السطح ذي المجس التلامسي في ثلاثة مواقع لكل تجويف.
- التحقق من صحة عملية التشكيل التجريبي يتم تركيب القالب بالكامل على آلة ISBM الخاصة بنا، ويُجرى عليه اختبار تجريبي على 500 زجاجة باستخدام الراتنج الذي حدده العميل. تُفحص الزجاجات النموذجية الأولى للتأكد من سمك الجدار، ودقة سنّ عنق الزجاجة، ووضوح السطح، وثبات الأبعاد. ولا يتم شحن القالب إلا بعد اجتياز هذا الاختبار.
- التعبئة والتغليف والتحضير ضد الصدأ قبل التعبئة، تُغطى جميع الأسطح المصقولة بطبقة زيتية طويلة الأمد مضادة للصدأ، ويُلف القالب بورق مُثبِّط للتآكل المتطاير. وتُستخدم في التعبئة ألواح خشبية بسماكة 18 مم على منصات نقالة مُعالجة حرارياً مزودة بمستشعرات صدمات لمراقبة النقل.

دليل الاختيار - ما يجب إرساله إلينا للحصول على عرض سعر
يمكن تقديم عرض سعر لاستفسار مُفصّل حول العفن خلال يومين إلى ثلاثة أيام عمل. أما الاستفسارات غير المكتملة، فعادةً ما يتم الرد عليها بأسئلة توضيحية، مما يُطيل مدة تقديم عرض السعر أسبوعًا أو أكثر. يُرجى تقديم المعلومات التالية قبل طلب عرض السعر.
- ملف ثلاثي الأبعاد للزجاجة — صيغة STEP أو IGES أو صيغة CAD الأصلية. إذا كانت لديك رسومات ثنائية الأبعاد فقط، فهذا ممكن ولكنه يبطئ مراجعة الجدوى.
- الوزن المستهدف للزجاجة النهائية — غرامات لكل زجاجة، بالإضافة إلى أي هدف لتخفيف الوزن مقارنة بالتغليف الحالي.
- تشطيب الرقبة قياسي — على سبيل المثال، PCO 1881، 28-400، 24-410، أو نمط إغلاق مخصص. حدد درجة السن اللولبي وأي متطلبات لحلقة منع العبث.
- كتاب الإنتاج السنوي — يحدد توصيات عدد التجاويف واختيار درجة الفولاذ.
- درجة الراتنج — قيمة PET IV، ودرجة PETG، ومواصفات PC أو Tritan، واسم المورد إن عُرف. بالنسبة لـ rPET، يُرجى ذكر نسبة المحتوى المعاد تدويره ومصدر الرقائق.
- نموذج آلة ISBM للاستلام — شركة ASB اليابانية، أو AOKI، أو Ever-Power، أو غيرها. أرسل رسومات لوحة الطباعة إن وجدت؛ يمكننا إجراء هندسة عكسية من صورة لمنطقة القالب إذا لم تكن الرسومات متوفرة.
- تفضيل عدد التجاويف — إن كان لديك واحد. وإلا، فإننا نوصي بناءً على حجم الإنتاج السنوي وقدرة الآلة.
- تفضيل درجة الفولاذ — إذا كان لديك تفضيل محدد. وإلا، فإننا نوصي بناءً على حجم الإنتاج ونوع الراتنج.
- تاريخ التسليم المستهدف — حتى نتمكن من التأكد مما إذا كانت مدة 35 أو 45 أو 55 يوم عمل تناسب جدولك الزمني.
لماذا تختار إيفر باور لتصنيع قوالب ISBM؟
توجد في الصين العديد من ورش تصنيع القوالب العامة التي تقدم عروض أسعار لمشاريع قوالب ISBM، بالإضافة إلى عدد قليل من المتخصصين اليابانيين والأوروبيين الذين يقدمون جودة استثنائية بأسعار مرتفعة. تتميز شركة Ever-Power بموقع فريد: خبرة واسعة في تصنيع قوالب ISBM، وفترة تسليم متاحة في كوريا، ودقة أبعاد تضاهي المعايير اليابانية بنصف التكلفة تقريبًا.
- ورشة أدوات ISBM مخصصة — يعمل فريق هندسة القوالب لدينا حصرياً على أدوات حقن البلاستيك بالنفخ والتمديد، وليس على قوالب حقن البلاستيك العامة. ويتجلى هذا التخصص في أدق التفاصيل: زوايا التناقص التدريجي للقوالب الأولية، وأنماط تهوية تجويف النفخ، وهندسة بوابات القنوات الساخنة لأنواع البلاستيك المختلفة مثل PET وPETG وTritan.
- البنية التحتية الألمانية لأنظمة التحكم الرقمي الحاسوبي خماسية المحاور مراكز تصنيع DMG Mori خماسية المحاور، وجهاز قطع الأسلاك EDM من Sodick، وجهاز قياس CMM من Zeiss. إن الاستثمار الرأسمالي في المعدات الدقيقة هو ما يُمكّن من تحقيق دقة ±0.01 مم دون أي تكلفة إضافية.
- جهاز ISBM داخلي للتحقق من الصحة يخضع كل قالب لاختبار تجريبي على آلة ISBM حقيقية قبل الشحن. معظم مصانع القوالب تشحن أدوات غير مختبرة؛ ونحن نرفض ذلك لأن تكلفة إصلاح المشاكل بعد التسليم تفوق عشرة أضعاف تكلفة اكتشافها في مصنعنا.
- محاسبة من مصدر واحد للآلات والقوالب عند شراء كل من آلة ISBM وأدواتها من شركة Ever-Power، لن يكون هناك أي تبادل للاتهامات أثناء التشغيل. إذا لم يكن هناك أي شيء مناسب، فنحن نتحمل مسؤولية حل المشكلة.
- هندسة المشاريع باللغة الكورية يتولى مديرو المشاريع ثنائيو اللغة مراجعة التصميم وتقديم التوضيحات الفنية باللغة الكورية. يُعد وضوح التواصل خلال الأسابيع الأربعة الأولى من مشروع القوالب أهم مؤشر على نجاح الجدول الزمني.
- تم تسليم أكثر من 500 قالب منذ عام 2020 — للعملاء الكوريين واليابانيين والفيتناميين والتايلانديين والإندونيسيين. تتوفر زيارات مرجعية للعملاء الكوريين المحتملين عند الطلب.
- مدة التسليم من 35 إلى 55 يوم عمل — أسرع بنسبة 40% تقريبًا من نظيره الياباني من مصنعي المعدات الأصلية (OEM) بالنسبة لعدد التجاويف المماثل والتعقيد.

الأسئلة الشائعة
س1: هل يمكن وضع القالب المخصص الخاص بك مباشرة على جهاز ASB-12M أو AOKI 250 الموجود لدي؟
نعم، بالنسبة لتصميمات ألواح التشكيل القياسية لماكينات ASB-12M وAOKI 250. لقد صنعنا مئات القوالب لهاتين الماكينتين، ولدينا رسومات معتمدة لأنماط ألواح التشكيل في مكتبتنا الهندسية. أما بالنسبة للماكينات غير القياسية أو المعدلة من المصنع، فيُرجى إرسال صورة لمنطقة القالب أو رسومات الشركة المصنعة الأصلية، وسنتحقق من التوافق قبل البدء في قطع الفولاذ.
س2: ما هو العمر الافتراضي النموذجي للقالب في الإنتاج المستمر؟
يعتمد ذلك على نوع الفولاذ والراتنج. توفر تجاويف فولاذ الأدوات H13 في تطبيقات PET القياسية من 3 إلى 5 ملايين عملية حقن قبل الحاجة إلى التجديد. أما تجاويف الفولاذ المقاوم للصدأ S136 في تطبيقات PETG التجميلية، فتصل عادةً إلى 2 إلى 3 ملايين عملية حقن. بالنسبة لتطبيقات rPET أو الراتنجات الكاشطة، تزيد الأسطح الداخلية المطلية بالكروم من هذا العمر الافتراضي بنسبة 40% تقريبًا.
س3: ما هو التفاوت المسموح به في أبعاد خيوط العنق؟
يبلغ هامش الخطأ ±0.02 مم في قطر لولب عنق الزجاجة، وقد تم قياسه باستخدام جهاز قياس إحداثيات ثلاثي الأبعاد من شركة زايس، مع التحقق من كل تجويف على حدة. هذا هو التفاوت المسموح به لضمان توافق خطوط التغطية الآلية في صناعة الأدوية والأغذية الكورية.
س4: هل يمكنك تصنيع قوالب لزجاجات الأطفال المصنوعة من مادة تريتان الخالية من مادة BPA ومادة PCTG؟
نعم. تتطلب معالجة التريتان وPCTG تحكمًا فرديًا في قنوات التغذية الساخنة بتقنية PID، ومسارات تدفق مطلية بالكروم لمنع ركود الراتنج، وبوابات أوسع لتقليل التسخين الناتج عن القص. نُحدد هذه الميزات كمعيار أساسي في أي مشروع أدوات للعناية بالأطفال. بالنسبة لتطبيقات PPSU التي تتجاوز 310 درجة مئوية، يتم تركيب بطانات أسطوانية من سبائك النيكل.
س5: ما المعلومات التي تحتاجها مني لبناء قالب مخصص؟
كحد أدنى: ملف ثلاثي الأبعاد للزجاجة (STEP أو IGES)، والحجم السنوي المستهدف، ونوع الراتنج، وطراز آلة الاستلام، وتاريخ التسليم المستهدف. يمكننا البدء بعينة مادية للزجاجة أو رسومات ثنائية الأبعاد في حال عدم توفر الملفات ثلاثية الأبعاد، ولكن مراجعة الجدوى ستضيف من 3 إلى 5 أيام عمل إلى الجدول الزمني.
س6: ما هو فرق التكلفة مقارنة بقالب الشركة المصنعة الأصلية اليابانية؟
تُباع قوالب Ever-Power المُخصصة عادةً بسعر يتراوح بين 45 و55% من سعر المُصنِّع الأصلي الياباني، وذلك لنفس عدد التجاويف ونوع الفولاذ وتشطيب السطح. ويعود هذا الفرق في التكلفة إلى تكاملنا الرأسي (حيث نحتفظ بمخزون الفولاذ داخل الشركة) وانخفاض أجور العمالة، وليس إلى أي تنازلات في جودة المواد أو التصنيع.
س7: هل تقدمون خدمات إصلاح وتجديد القوالب للأدوات الموجودة؟
نعم، لجميع أنواع أدوات ISBM. تشمل خدماتنا عادةً إعادة تلميع التجويف، وإعادة تشكيل خط الفصل بعد التآكل، واستبدال فوهات القنوات الساخنة، واستبدال قضبان القلب، وتنظيف قنوات التبريد. تتراوح مدة التجديد من 15 إلى 25 يوم عمل. أرسل لنا صورًا للأجزاء التالفة لإجراء تقييم أولي.
س8: كيف تتحقق من صحة القالب قبل الشحن؟
يخضع كل قالب لاختبار تجريبي باستخدام 500 زجاجة على جهاز Ever-Power ISBM الخاص بنا، وذلك باستخدام الراتنج المحدد ووزن القالب الأولي المستهدف. تخضع الزجاجات الأولية لفحص الأبعاد باستخدام جهاز قياس الإحداثيات ثلاثية الأبعاد (CMM)، وقياس سماكة الجدار، والتحقق من سن لولب العنق، وتقييم الشفافية البصرية. يُرفق تقرير التحقق (بما في ذلك 20 زجاجة عينة تُشحن إلى مصنعكم) مع القالب للتحقق من قبوله.
س9: ما هي سياستكم في حال لم يعمل القالب كما هو محدد بعد التركيب؟
يغطي الضمان القياسي 12 شهرًا من تاريخ اختبار القبول النهائي في موقع العميل ضد عيوب التصنيع والمشاكل المتعلقة بالأبعاد. في حال إنتاج القالب زجاجات خارج المواصفات المتفق عليها، نتحمل جميع تكاليف إعادة العمل، بما في ذلك إعادة تشكيل المكونات وإعادة تلميعها وتكاليف الشحن ذهابًا وإيابًا. أما المشاكل المتعلقة بالتآكل خارج نطاق الضمان، فيتم تحديد تكلفتها بشكل فردي.
س10: هل يمكنني زيارة متجر الأدوات الخاص بكم قبل تقديم الطلب؟
نعم، وننصح به للعملاء الكوريين الجدد. يقع مصنعنا في مقاطعة غوانغدونغ على بُعد ثلاث ساعات طيران من مدينة إنتشون، ونقوم بترتيب خدمة الاستقبال من المطار، وجولة تعريفية في المصنع (تشمل ورشة القوالب، وغرفة تجارب القوالب ISBM، ومختبر مراقبة الجودة)، بالإضافة إلى زيارات مرجعية لمواقع عملائنا القريبين. تستغرق الزيارات عادةً يومي عمل.
آراء العملاء وتعليقاتهم الميدانية
احتجنا إلى قوالب بديلة ذات 8 تجاويف لماكينة ASB-12M التي يبلغ عمرها 10 سنوات، بعد أن تآكل القالب الياباني الأصلي تمامًا. قدّم لنا المصنّع الياباني الأصلي عرضًا بتسليم القالب خلال 48 يوم عمل تقريبًا وبسعر ضعف سعر قالب Ever-Power. وصل قالب Ever-Power خلال 41 يوم عمل، وتم تركيبه على ماكينتنا في صباح اليوم التالي، وكانت دقة لولبة عنق الماكينة لدينا أدق من القالب الياباني الأصلي عند التحقق منها باستخدام آلة قياس الإحداثيات ثلاثية الأبعاد. بعد أربعة أشهر من بدء الإنتاج، لم نواجه أي مشاكل.
بارك جي هونالمدير الفني، شركة سيول لتغليف مستحضرات التجميل التعاقدية (منتصف عام 2025)
طلبنا قالبًا لزجاجات قطرات العين سعة 15 مل، يحتوي على 12 تجويفًا، لماكينة ASB-12M الخاصة بنا. كانت قاعدة نظام التغذية الساخنة التي زودونا بها عبارة عن لوحة S45C بأبعاد 430 × 140 × 30 مم، مزودة بأربعة ثقوب تثبيت في المواقع التي احتجنا إليها تمامًا. قام فريق الصيانة لدينا بتركيبها في أقل من 3 ساعات، ونجحت عملية الإنتاج التجريبي من المحاولة الأولى، ومنذ ذلك الحين ونحن ننتج 1.8 مليون زجاجة شهريًا. تم التحقق من دقة سن لولب عنق الزجاجة على جهاز قياس الإحداثيات (CMM) الخاص بنا، حيث بلغت 0.015 مم، وهي دقة أفضل من مواصفات الشركة المصنعة الأصلية.
كيم سيو يونمدير مصنع، شركة دايجون لتغليف الأدوية (أوائل عام 2025)
نُنتج عبوات زيت الطهي سعة لتر واحد بتكوين رباعي التجاويف على خط إنتاج BPET-94V3. عندما طلب موردنا الأصلي 75 يومًا لتوفير مجموعة تجاويف جديدة، تواصلنا مع شركة Ever-Power بناءً على نصيحة عميل كوري آخر. وصل القالب في غضون 38 يوم عمل، وكانت شفافيته وسماكة جداره مطابقة أو أفضل من القالب الأصلي. انخفض زمن دورة الإنتاج فعليًا بمقدار 0.4 ثانية مقارنةً بأدواتنا القديمة، وذلك بفضل قنوات التبريد المطابقة التي تُسرّع عملية سحب الحرارة. بالنسبة للإنتاج بكميات كبيرة، يُترجم هذا التوفير البالغ 0.4 ثانية إلى ما يقارب 190,000 عبوة إضافية سنويًا.
جونغ هيون وومالك مصنع تعبئة زيت الطهي في جيونجو (منتصف عام 2025)
طلب عميلنا في مجال التجميل الكوري زجاجة سيروم من مادة PETG سعة 50 مل ذات مقطع عرضي مستطيل بزوايا حادة. رفضت ورشتان صينيتان لتصنيع القوالب هذا التصميم لاستحالة نفخه بشكل متساوٍ. أجرى فريق الهندسة في شركة إيفر-باور محاكاة لنسبة التمدد، وحدد الزوايا التي ستصبح أرق، وأعاد تصميم شكل القالب الأولي لتعويض ذلك. اجتازت الزجاجات النهائية اختبار السقوط من ارتفاع 1.5 متر بنجاح تام في جميع المحاولات الخمس. لقد كان العمل الهندسي التصميمي وحده يستحق ثمن الزجاجة.
لي مين جيمهندس البحث والتطوير، شركة سيونغنام لتغليف مستحضرات التجميل (أوائل عام 2025)
"بالنسبة لقالب برطمانات الكيمتشي ذات الفوهة العريضة (148 مم)، احتجنا إلى قاعدة قالب شديدة الصلابة نظرًا لقوة الضغط الكبيرة عند هذا القطر. وقد حددت شركة إيفر-باور ألواح دعم من مادة P20 بسماكة 90 مم ومسامير زاوية معززة، وهو ما يجعله أثقل من قالبنا السابق المصنوع في كوريا. قمنا بتركيبه على ماكينة BPET-125V4 الخاصة بنا، وبدأ الإنتاج بسلاسة تامة منذ اليوم الأول. زمن الدورة: 19 ثانية باستخدام أدوات ذات تجويفين، وهو ما يطابق المواصفات تمامًا."
كيم جاي وومدير العمليات، شركة غوانغجو لتغليف المواد الغذائية (أواخر عام 2024)
نصنع زجاجات رضاعة أطفال من مادة تريتان سعة ٢٤٠ مل، بتصميم سداسي التجاويف. وصل القالب مزودًا بنظام تحكم فردي في قنوات التغذية الساخنة (PID) لكل تجويف، وهو ما تتطلبه عملية تصنيع تريتان. حافظت جميع التجاويف الستة على استقرار حراري ضمن نطاق ١٢ ساعة، حيث لم تتجاوز درجة الحرارة ١.٢ درجة مئوية خلال فترة الاختبار التأهيلي التي استمرت ١٢ ساعة، كما تم استيفاء مواصفات الشفافية البصرية المطلوبة من قبل العميل في كل تجويف. ستة أشهر من الإنتاج اليومي، دون أي اصفرار أو رفض للجودة. استثمار يستحق كل دولار.
يون مين جيمدير الإنتاج، شركة أولسان بيبي كير بلاستيكس (منتصف عام 2025)
لقد كان جهاز AOKI 250 الخاص بنا بمثابة ركيزة أساسية في أعمالنا على مدار ثماني سنوات، ولكن مخزون القوالب الأصلي كان يضم 12 وحدة تخزين مختلفة، وكانت تكاليف الاستبدال تستنزف ميزانية الصيانة لدينا. قامت شركة Ever-Power بإعادة بناء ثلاثة من أكثر قوالبنا استخدامًا بتكلفة تقارب 52% من السعر الذي عرضته AOKI. دقة الأبعاد لا يمكن تمييزها عن القوالب الأصلية عند التحقق منها باستخدام جهاز قياس الإحداثيات ثلاثية الأبعاد (CMM)، وتم التسليم خلال 42 يوم عمل فقط، مقارنةً بـ 90 يومًا التي عرضتها AOKI. سنقوم بنقل القوالب التسعة المتبقية إلى Ever-Power خلال الأشهر الثمانية عشر القادمة.
تشوي يو جينمدير مراقبة الجودة، شركة أنسان لتصنيع حشوات التجميل التعاقدية (أوائل عام 2025)
المنتجات ذات الصلة والمكونات المتوافقة
أ قالب ISBM مخصص لا يصل هذا الجهاز إلى أدائه المُصنّف إلا عند تركيبه على آلة ذات حجم مناسب مع ملحقات متوافقة. المكونات المذكورة أدناه هي ما نحدده عادةً مع كل طلبية أدوات، وكلها متوفرة من خلال شركة إيفر-باور أو شبكة شركائنا المعتمدين.
- منصات آلات ISBM المتوافقة — تشمل مجموعة آلات Ever-Power الكاملة الإنتاج بدءًا من البحث والتطوير التجريبي وصولًا إلى تعبئة كميات كبيرة من المياه. آلة ISBM ذات 4 محطات تتولى العائلة معظم تطبيقات مستحضرات التجميل والأدوية الكورية، بينما آلة ISBM ثلاثية المحطات يناسب هذا الخط إنتاج المشروبات والمواد الكيميائية المنزلية بكميات كبيرة وفي دورة قصيرة.
- ضاغط هواء لولبي خالٍ من الزيت يتم تحديد حجمها وفقًا لمتطلبات نفخ الهواء لقالبكم، عادةً 3.5 ميجا باسكال بمعدل تدفق من 2 إلى 5 أمتار مكعبة في الدقيقة، وذلك حسب حجم الزجاجة وعدد التجاويف. شهادة الفئة 0 الخالية من الزيوت إلزامية للاستخدام في تطبيقات ملامسة الأغذية والصناعات الدوائية. تتوفر وحدات متطابقة من خلالنا. شريك ضاغط خالٍ من الزيت.
- زوج من المبردات وأبراج التبريد يتم تزويد قنوات التبريد المطابقة للقالب بماء مبرد بدرجة حرارة 12 درجة مئوية عند الضغط ومعدل التدفق المحددين. غالبًا ما يكون اختيار نظام التبريد المناسب هو الفرق بين وصول القالب إلى زمن دورة الإنتاج المحدد أو تشغيله أبطأ بنسبة 10 إلى 15 بالمائة في الإنتاج الفعلي.
- أجهزة التحكم في درجة حرارة القوالب وحدة واحدة لقالب التشكيل الأولي (درجة الحرارة المثالية من 15 إلى 25 درجة مئوية لـ PET) ووحدة أخرى لتجويف النفخ (من 10 إلى 18 درجة مئوية لـ PET، وتصل إلى 95 درجة مئوية لـ PC). تعمل الوحدات ثنائية المناطق على معالجة PCTG وPPSU ذات الجدران السميكة دون ظهور بقع ساخنة موضعية.
- مكونات نقل الحركة الدقيقة — لمحرك فهرسة القرص الدوار وآلية التثبيت في الآلة. تتوفر أعمدة فولاذية مُقسّاة ومحامل شديدة التحمل من خلالنا شريك عمود الدوران الدقيق للمواقع التي تحتاج إلى إعادة تزويد محلية سريعة.
- مجفف راتنج مجفف مع نظام متكامل لمراقبة نقطة الندى. يُعد هذا النظام بالغ الأهمية في معالجة مواد البولي إيثيلين تيريفثالات (PET) والبولي كربونات (PC) والبولي بروبيلين سلفون (PPSU)، حيث أن زيادة الرطوبة بنسبة 0.05% فقط تتسبب في ظهور خطوط فضية ناتجة عن التحلل المائي في الزجاجة النهائية.
- ناقل آلي لإخراج الطلبات وفحص بصري — بالنسبة لعمليات إنتاج الأدوية ومستحضرات التجميل عالية القيمة، حيث يُتوقع تسليم المنتجات خالية من العيوب حتى مرحلة التعبئة. تقوم أنظمة الرؤية بتحديد أي زجاجات خارجة عن المواصفات المسموح بها قبل وصولها إلى مرحلة التعبئة النهائية.

هل أنت مستعد لتحديد مواصفات قالب ISBM المخصص التالي؟
أرسل إلينا ملفًا ثلاثي الأبعاد لزجاجتك، والحجم السنوي المستهدف، ونوع الراتنج، وطراز آلة الاستلام. سيقدم فريقنا الهندسي تقريرًا شاملاً عن جدوى المشروع وعرض سعر شفاف خلال ثلاثة أيام عمل، يتضمن توصية بشأن نوع الفولاذ، وتحسين عدد التجاويف، وتقديرًا لوقت دورة الإنتاج، وجدول تسليم مؤكد يتراوح بين 35 و55 يوم عمل.
تواصل مع فريقنا الهندسي الكوري للحصول على اقتراح أدوات مصمم خصيصًا.
معلومات إضافية
| محرر | Cxm |
|---|